第一讲焊工理论培训
- 格式:ppt
- 大小:1.01 MB
- 文档页数:7
第一部分焊接基础1.焊接接头用焊接方法连接的接头称为焊接接头(简称为接头)。
它由焊缝、熔合区、热影响区及其邻近的母材组成。
⑴在焊接结构中焊接接头起两方面的作用第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
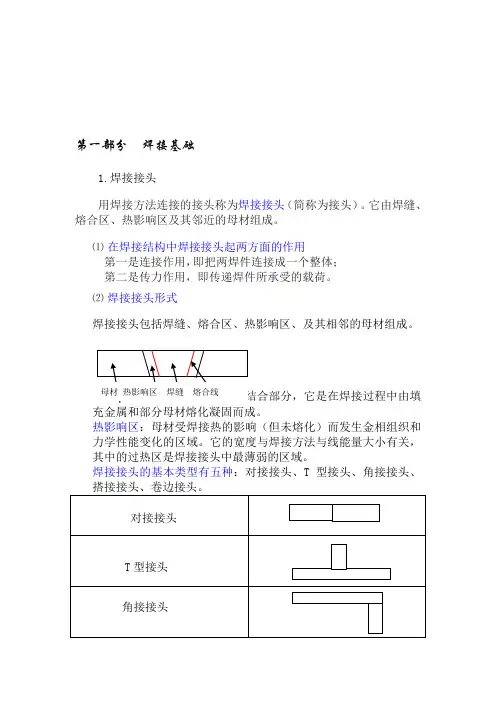
⑵焊接接头形式焊接接头包括焊缝、熔合区、热影响区、及其相邻的母材组成。
母材热影响区焊缝熔合线焊缝:焊接后焊件中所形成的结合部分,它是在焊接过程中由填充金属和部分母材熔化凝固而成。
热影响区:母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
它的宽度与焊接方法与线能量大小有关,其中的过热区是焊接接头中最薄弱的区域。
焊接接头的基本类型有五种:对接接头、T型接头、角接接头、搭接接头、卷边接头。
对接接头T型接头角接接头2.什么是坡口?常用坡口有哪些形式?根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。
开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。
坡口的形式由 GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:常用的坡口形式有I 形坡口、Y 型坡口、带钝边U 形坡口、双Y 形坡口、带钝边单边V 形坡口等,见图2。
3. 表示坡口几何尺寸的参数有哪些?它们各起什么作用?⑴坡口面 焊件上所开坡口的表面称为坡口面,见图3。
卷边接头搭接接头1⑵坡口面角度和坡口角度焊件表面的垂直面与坡口面之间的夹角称为坡口面角度,两坡口面之间的夹角称为坡口角度,见图4。
2开单面坡口时,坡口角度等于坡口面角度;开双面对称坡口时,坡口角度等于两倍的坡口面角度。
坡口角度(或坡口面角度)应保证焊条能自由伸入坡口内部,不和两侧坡口面相碰,但角度太大将会消耗太多的填充材料,并降低劳动生产率。
⑶根部间隙焊前,在接头根部之间预留的空隙称为根部间隙。
亦称装配间隙。
根部间隙的作用在于焊接底层焊道时,能保证根部可以焊透。

焊工培训课件焊接基础知识学习教案教案:焊接基础知识学习教学内容:本节课主要学习焊接基础知识,包括焊接的定义、分类和基本过程。
教材章节为《焊工培训课件》的第一章。
教学目标:1. 了解焊接的定义和分类;2. 掌握焊接的基本过程;3. 能够运用焊接知识解释实际焊接现象。
教学难点与重点:重点:焊接的定义、分类和基本过程;难点:焊接基本过程的细节和实际应用。
教具与学具准备:1. 教材《焊工培训课件》第一章;2. 投影仪;3. 焊接实物或图片;4. 练习题。
教学过程:一、实践情景引入(5分钟)通过展示一些焊接实物或图片,让学生观察并思考:这些物体是如何焊接而成的?焊接过程中有哪些步骤?二、教材讲解(15分钟)1. 焊接的定义:介绍焊接的定义,强调焊接是一种连接金属或其他材料的加工方法。
2. 焊接的分类:介绍常见的焊接方法,如气体保护焊、电弧焊、激光焊等,并简要说明各种焊接方法的特点。
3. 焊接的基本过程:详细讲解焊接的基本过程,包括预处理、焊接、后处理等步骤,并强调每个步骤的重要性。
三、例题讲解(15分钟)给出一个实际的焊接问题,如焊接某种材料的工艺参数选择,通过讲解和解题过程,让学生理解焊接知识的实际应用。
四、随堂练习(10分钟)给出一些与焊接相关的问题,让学生运用所学的知识进行解答,巩固所学内容。
五、板书设计(5分钟)六、作业设计(5分钟)1. 作业题目:请解释焊接的定义,并描述焊接的基本过程。
2. 答案:焊接是一种连接金属或其他材料的加工方法。
焊接的基本过程包括预处理、焊接、后处理等步骤。
七、课后反思及拓展延伸(5分钟)让学生思考:本节课所学的焊接知识在日常生活中的应用,并鼓励学生进行拓展学习,了解更多的焊接方法和技术。
焊工培训课件焊接基础知识学习教案重点和难点解析:一、教学内容在教学内容中,需要重点关注的是对焊接定义、分类和基本过程的详细解释。
这是整个教案的核心部分,也是学生需要理解和掌握的基础知识。

焊工培训讲义授课教师梁山第一节焊工安全生产知识焊工在工作时要与电、易燃易爆气体、易燃液体、压力容器等接触,工作过程中还会产生有害气体、粉尘、弧光辐射、高温等,如果不遵守安全操作规程,会直接危害人身安全。
一、预防触电的安全知识:通过人体电流的大小,决定于线路中的电压和人体的电阻。
当电流超过0.05A时,,生命就有危险;通过0.1A时,就足以致命。
因此必须注意防止触电。
1、焊机外壳必须接零或接地,接线要牢靠,以免由于漏电而造成触电。
2、焊机的初级接线、修理和检查由电工进行,焊工不可私自拆修。
次级接线由焊工连接。
3、推拉电源开关时,应戴好干燥的皮手套,面部不要对着刀闸,以免发生电弧伤人。
4、焊钳应有可靠的绝缘,中断工作时,焊钳要放在安全的地方,防止短路烧坏焊机。
5、焊工的工作服、手套、绝缘鞋应保持干燥。
6、在容器等狭小场所焊接时,须两人轮换操作,其中一人留守在外面监护,发生意外时,立即切断电源便于急救。
7、在潮湿的地方工作时,应用干燥的木板或橡胶片等绝缘物作垫板。
8、在光线暗的地方、容器内操作或夜间工作时,使用的照明灯电压不大于36V。
9、更换焊条时,不仅应戴好手套,而且应避免身体与焊件接触。
焊接电缆必须有完整的绝缘,不可将电缆放在焊接电弧的附近或炽热的焊缝金属上,避免烧坏绝缘层;同时也要避免碰撞磨损,如有破损应立即修理或调换。
10、遇到焊工触电时,切不可用赤手去拉触电者,应迅速将电源切断。
如触电者呈现昏迷状态,要立即施行人工呼吸法,直至送到医院为止。
11、焊工要熟悉和掌握有关电的基本知识,预防触电及触电后急救方法等知识,严格遵守有关部门规定的安全措施,防止触电事故发生。
12、应注意初、次级线,不可接错,输入电压必须符合电焊机的铭牌规定。
严禁接触初级线路的带电部分。
13、次级抽头连接铜板必须压紧,接线柱应有垫圈。
合闸前详细检查螺帽、螺栓及其他部件应无松动。
二、其他安全常识:1.电焊机不允许在高湿度(相对湿度超过90%),高温度(40℃以上)以及有害工业气体,易燃、易爆物品附近等场所工作。
焊工理论培训讲座主讲内容:焊接接头性能、焊接应力和变形第一课焊接接头特点一、焊接结构焊接接头:焊缝(OA)、熔合区(AB)、和热影响区(BC)三个部份。
见图焊缝:母材和焊材;热影响区:母材,金相和力学性能发生变化;熔合区:焊缝向热影响区过渡部份。
二、焊缝金属的性能性能决定与:1)焊缝熔合比、2)冶金反应、3)冷却结晶的金相组织1、焊接熔池的一次结晶:溶池金属冷却-----液态金属------固态。
(1)特点:1)溶池体积小,冷却速度大,容易产生硬化组织和结晶裂纹。
2)合金元素烧损严重。
过渡溶滴温度达2300度,溶池平均温度1770±100度。
钢的熔点在1535度左右。
3)温差大,中心和边缘存在大温差。
边缘冷却速度大,促使柱状晶发展。
以上见图示。
(2)一次结晶的过程:液态—金属原子形成晶核----晶核长大---柱状晶形成----长大结晶结束。
(3)焊缝中偏析:合金元素不均匀1)显微偏析:晶粒内部和晶粒之间化学成份不均匀。
2)区域偏析:熔池中心杂质比边缘或其他部位多。
3)层状偏析:焊缝横断面上的分层组织,各层化学成份不均匀现象。
(4)焊缝中的气体和夹质物对焊缝性能的影响1)气体:氮气N2、氢气H2、氧气O2。
N2:有害气体。
提高金属强度、降低塑性和韧性;易使焊缝产生气孔。
来源:空气。
防犯:加强对焊接区域的保护,隔离空气与液态金属接触。
H2:有害气体。
使钢硬度升高,塑性和韧性严重下降。
易使焊缝产生气孔和冷裂纹。
来源:水分,污物等。
防犯:选用合适的焊条药皮;采用直流反接。
O2:有害气体。
使钢强度,塑性和韧性明显下降。
可使焊缝中产生气孔。
会使焊缝中金属烧损。
来源:药皮、焊剂、水分等。
防犯:脱氧处理。
2)夹质物:(氧化物、硫化物等)1)氧化物:SiO2、MnO、TiO2、Al2O3等:影起热裂纹。
2)硫化物:MnS、FeS等。
对钢的性能影响最大,是形成热裂纹的主要原因之一。
防止措施:焊材要选择合适的;合适的工艺参数;操作要适当。
第一部分焊接基础1.焊接接头用焊接方法连接的接头称为焊接接头(简称为接头)。
它由焊缝、熔合区、热影响区及其邻近的母材组成。
⑴在焊接结构中焊接接头起两方面的作用第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
⑵焊接接头形式焊接接头包括焊缝、熔合区、热影响区、及其相邻的母材组成。
母材热影响区焊缝熔合线焊缝:焊接后焊件中所形成的结合部分,它是在焊接过程中由填充金属和部分母材熔化凝固而成。
热影响区:母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
它的宽度与焊接方法与线能量大小有关,其中的过热区是焊接接头中最薄弱的区域。
焊接接头的基本类型有五种:对接接头、T型接头、角接接头、搭接接头、卷边接头。
对接接头T型接头角接接头2.什么是坡口?常用坡口有哪些形式?根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。
开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。
坡口的形式由 GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:常用的坡口形式有I 形坡口、Y 型坡口、带钝边U 形坡口、双Y 形坡口、带钝边单边V 形坡口等,见图2。
3. 表示坡口几何尺寸的参数有哪些?它们各起什么作用?⑴坡口面 焊件上所开坡口的表面称为坡口面,见图3。
卷边接头搭接接头1⑵坡口面角度和坡口角度焊件表面的垂直面与坡口面之间的夹角称为坡口面角度,两坡口面之间的夹角称为坡口角度,见图4。
2开单面坡口时,坡口角度等于坡口面角度;开双面对称坡口时,坡口角度等于两倍的坡口面角度。
坡口角度(或坡口面角度)应保证焊条能自由伸入坡口内部,不和两侧坡口面相碰,但角度太大将会消耗太多的填充材料,并降低劳动生产率。
⑶根部间隙焊前,在接头根部之间预留的空隙称为根部间隙。
亦称装配间隙。
根部间隙的作用在于焊接底层焊道时,能保证根部可以焊透。
第讲焊工基础培训阅读课件 (一)近年来,在制造业和建筑业的快速发展中,焊接技术的应用越来越广泛。
焊工作为焊接作业的核心,其素质和技能是决定焊接质量的关键因素。
因此,焊工基础培训非常重要。
为此,我们进行了一次关于“第讲焊工基础培训阅读课件”的学习,以下是我对其的总结。
一、理论知识篇通过阅读课件,我们了解了焊接的定义、种类、焊接技术原理等基础知识。
接下来,我们学习了焊接的材料、设备及相关标准。
1.焊接材料焊接材料指用于焊接或接合工件的材料,可分为焊接金属材料和辅助材料。
其主要指焊丝、焊条、焊粉、铜、铝、铜铝等。
2.焊接设备目前常用的焊接设备有手工电弧焊机、气体保护焊机、切割机等。
3.相关标准在焊接行业中,有许多标准,如焊接工艺评定标准、焊接标准等。
只有了解相关标准,才能对焊接质量和技术进行准确的评估。
二、实操知识篇除了理论知识,焊工还需要具备实操技能。
因此,阅读课件中的实操指导非常重要。
1.焊接工艺在学习焊接工艺时,我们了解了焊接时的温度、电流、氧化等因素对焊接质量的影响。
同时,我们也了解了钨极气体保护焊接、手工电弧焊接、等离子焊接等常用焊接方法。
2.焊接实际操作在实际操作焊接时,我们必须掌握正确的操作流程和安全技能,如穿戴防护用品、操作区域设置、设备目测等问题。
三、注意事项在焊接中,还需要注意一些细节问题。
如焊对的选择、预处理和后处理问题、焊接快及重量等细节问题。
总之,在焊工基础培训阅读课件中获取了大量的基础知识和技能,在提高焊工素质、焊接质量和安全高效生产方面都具有重要作用。
同时,也为我们今后参与相关焊接项目的成功提供了保障。