初级焊工理论培训教材
- 格式:ppt
- 大小:2.36 MB
- 文档页数:49
焊工培训教材第一章:焊接基础知识1.1 焊接的定义和分类焊接是将金属或非金属材料熔接在一起的技术过程。
根据焊接方法的不同,可将焊接分为电弧焊接、气焊、激光焊、摩擦焊等多种类型。
1.2 焊接的原理和工艺焊接的原理是利用热源将焊接材料局部加热至熔点,然后通过填充材料或融化焊件本身形成焊缝。
焊接工艺包括预热、定位、焊接参数的选择、电弧的稳定控制、焊接速度和焊接顺序的合理安排等。
1.3 焊接设备和工具焊接设备主要包括焊机、电弧焊剂、气焊设备、激光焊机等。
焊接工具则包括焊钳、焊条、焊丝、焊枪等。
学习焊工需要掌握各种设备的使用方法和工具的正确操作。
第二章:焊接材料与技术2.1 焊接材料的选择焊接材料的选择应根据焊接对象、焊接方法和焊接要求来确定。
常用的焊接材料有焊条、焊丝、焊剂等,不同的材料适用于不同的焊接工艺。
2.2 焊接缺陷与分析焊接过程中经常会出现焊缝裂纹、气孔、夹渣等缺陷,学习焊工要能够识别焊接缺陷并进行分析,找出问题的原因并采取相应的措施进行修复。
2.3 焊接技术的进展随着科技的发展,焊接技术也不断得到改进,如近年来兴起的激光焊接技术、电弧熔覆技术等。
学习焊工需要时刻关注新技术的发展和应用。
第三章:焊接安全与环境保护3.1 焊接安全措施在进行焊接工作时,必须要注意安全措施,包括佩戴防护眼镜、手套、焊接服等个人防护装备,确保操作人员的安全。
3.2 焊接环境保护焊接过程中会产生大量的废气、废渣和噪音等,对环境造成影响。
为了保护环境,焊工应该合理选择焊接材料和工艺,尽量减少污染物的排放。
第四章:常见焊接工艺4.1 电弧焊接电弧焊接是最常见的焊接方法之一,主要包括手工电弧焊和气保焊。
本节将介绍电弧焊接的工艺流程、设备使用方法和注意事项。
4.2 气焊和氧乙炔焊气焊是一种利用氧和乙炔混合气体的火焰进行的焊接方法,本节将介绍气焊的原理、工艺和技巧,以及氧乙炔焊接的特点和应用。
4.3 激光焊接激光焊接是一种高精密度、高能量的焊接方法,本节将介绍激光焊接的基本原理、设备操作和应用领域。
结构分厂焊工培训教材1.前言本教材结合学员实际情况与工厂焊接生产特点编写,主要介绍工厂常用焊接方法、母材及焊接材料知识、工厂焊接结构生产的特点,以及焊接安全知识。
通过培训,使学员基本掌握初级焊工所要求的理论知识。
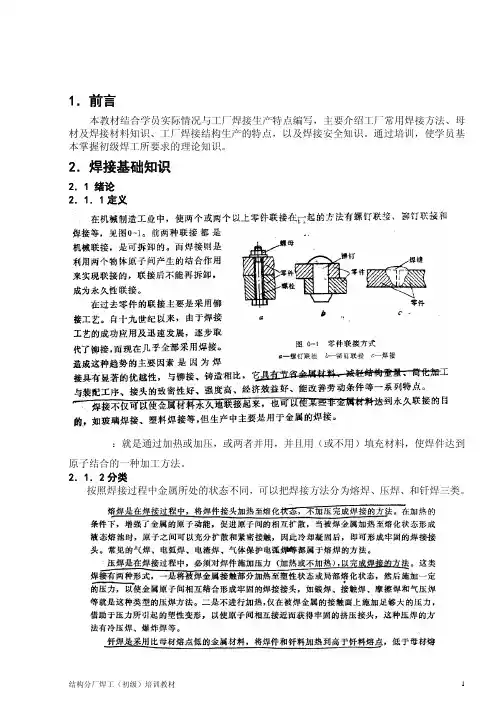
2.焊接基础知识2.1 绪论2.1.1定义焊接:就是通过加热或加压,或两者并用,并且用(或不用)填充材料,使焊件达到原子结合的一种加工方法。
2.1.2分类按照焊接过程中金属所处的状态不同,可以把焊接方法分为熔焊、压焊、和钎焊三类。
2.2 焊接电弧2.2.1概念焊接电弧:由焊接电源供给的,具有一定电压的两电极间或电极与焊件间,在气体介质中产生的强烈而持久的放电现象。
2.2.2 焊接电弧的构造焊接电弧的构造可划分为三个区域:阴极区、阳极区、弧柱(图3.3)2.2.3电弧的静特性2.2.4 焊接电源的极性2.3电弧焊的熔滴过渡2.3.1 概念及分类熔滴就是电弧焊时,在焊条(或焊丝)端部形成的和向熔池过渡的液态金属滴。
熔滴通过电弧空间向熔池转移的过程称为熔滴过渡。
金属熔滴向熔池过渡的形式,大致可分为三种,即滴状过渡、短路过渡、喷射过渡。
2.3.2 熔滴过渡的作用力2.3.2 熔滴过渡的形式2.4焊缝的形状尺寸3.手工电弧焊3.1焊条3.1.1焊条的组成及作用3.1.2 焊条药皮的类型及焊条的分类3.1.2 焊条的选用及及鉴别焊条变质的方法3.2焊接工艺参数3.2.1 焊接接头及焊缝型式用焊接方法连接的接头称为焊接接头(简称接头)。
其基本型式可分为:对接接头、T 型接头、角接接头、搭接接头四种。
3.2.2 焊缝的代号3.2.3 焊接工艺参数3.2.4 预热、后热及焊后热处理3.2.5 手工堆焊及补焊4.埋弧自动焊4.1 概述4.3 埋弧焊工艺参数5.1 概述5.气体保护电弧焊5.1 概述5.2 二氧化碳气体保护焊5.2.2 CO2气体保护焊的工艺参数5.2.3 药芯焊丝CO2气体保护焊5.3.1概述5.3.2 钨极氩弧焊。




江苏瑞吉格泰油气工程有限公司焊工培训教材工艺科第一讲焊接冶金概念第一节熔焊的特点:1、熔焊是焊接过程中,利用局部加热的方法,将被焊工件的结合处加热到熔化状态,不加压力,互相熔合,形成原子结合,凝固后连接在一起。
按加热的热源不同,熔焊有电弧焊,气焊,气体保护焊等方法。
2、熔焊过程共同特点是:在焊接过程中,工件的被焊处被外来的能量熔化后在工件上形成了一个椭圆形的凹坑称为熔池。
根据不同的焊接方法熔池中液态金属有完全是熔化的母材形成,也有填充材料和熔化母材两部分组成的。
在手工电弧焊、气保焊、埋弧自动焊等焊接方法中随着电弧沿焊接方向移动,工件和填充材料不断熔化汇成新的熔池,电弧离开的熔池迅速冷却,凝固成焊缝。
3、熔池的基本特点是:体积小,液态金属处于过热状态,冷却速度快,液态金属在运动过程中结晶。
4、熔池的形状对焊缝外观质量的影响:单纯从焊接操作技术而言,整个焊接过程就是在控制熔池的形状。
作业中不断根据熔池变化的形状,采用不同的运动手法,使熔池保持合适的形状。
也就是说焊工把熔池控制得越合理,操作水平也就越高。
5、熔池的形状对焊缝内部质量的影响:熔池金属结晶,最先是在熔池和基本金属交界处,即从熔合线部位开始,向焊缝中心生长,形成柱状晶粒。
焊缝中的杂质和低熔点合金元素(低熔点共晶体),也最易集中在最后结晶的部分,造成焊缝化学成分分布不均匀,通常称为偏析。
偏析是焊缝产生热裂纹、夹渣、气孔的主要原因。
熔池的形状、厚度对上述缺陷的形成有着必然的联系。
6、焊接接头的结晶过程:金属被加热熔化,从液相冷却转变为固相的过程通常称为一次结晶,而一次结晶完成以后的高温金属仍以一定的速度冷却到室温,同时伴随着复杂的相变过程称为二次结晶。
7、焊接接头的组成:焊接接头是由母材、焊接热影响区、焊缝、焊接凝固过渡层(熔合区)组成。
8、母材对焊接接头性能的影响:母材的化学成分决定了整个接头的组织、成分、性能,其焊接性的优劣决定了整个接头的组织工艺参数的选择,它是影响焊接接头性能的决定因素。