电阻焊机培训资料
- 格式:ppt
- 大小:3.39 MB
- 文档页数:36
电阻焊培训试题及答案一、单选题(每题2分,共20分)1. 电阻焊的原理是基于()。
A. 电磁感应B. 电弧C. 电阻热D. 激光答案:C2. 点焊时,焊件的接触面积越大,所需的焊接电流()。
A. 越大B. 越小C. 不变D. 无法确定答案:B3. 电阻焊中,焊点的强度主要取决于()。
A. 焊接电流B. 焊接时间C. 焊接压力D. 焊件的材质答案:C4. 电阻焊机的焊接电流调节范围是()。
A. 0-100AB. 0-1000AC. 0-10000AD. 0-100000A答案:C5. 电阻焊机的焊接时间一般控制在()。
A. 0.1-0.5秒B. 1-5秒C. 5-10秒D. 10-30秒答案:A6. 电阻焊时,焊件的表面应保持()。
A. 干燥B. 潮湿C. 有油污D. 有锈迹答案:A7. 电阻焊机的电极材料一般采用()。
A. 铜B. 铝C. 铁D. 不锈钢答案:A8. 电阻焊时,电极与焊件之间的接触电阻会影响()。
A. 焊接电流B. 焊接时间C. 焊接压力D. 焊接质量答案:D9. 电阻焊机的冷却系统通常采用()。
A. 风冷B. 水冷C. 油冷D. 气冷答案:B10. 电阻焊机的维护保养应该()进行一次。
A. 每天B. 每周C. 每月D. 每季度答案:C二、多选题(每题3分,共15分)1. 电阻焊的优点包括()。
A. 焊接速度快B. 焊接变形小C. 焊接质量稳定D. 焊接成本高答案:ABC2. 电阻焊机的组成部分通常包括()。
A. 焊接变压器B. 焊接控制器C. 焊接电极D. 焊接夹具答案:ABC3. 电阻焊时,影响焊接质量的因素有()。
A. 焊接电流B. 焊接时间C. 焊接压力D. 电极材料答案:ABC4. 电阻焊机的安全操作注意事项包括()。
A. 穿戴防护服B. 操作时戴手套C. 确保接地良好D. 定期检查绝缘答案:ACD5. 电阻焊机的维护保养内容通常包括()。
A. 清洁电极B. 检查冷却系统C. 更换磨损电极D. 检查电气线路答案:ABCD三、判断题(每题1分,共10分)1. 电阻焊机的焊接电流越大,焊接质量越好。
精密电阻焊接的基础知识一、精密电阻点焊使用金属材料制作零件的场合,有许多时候都需要将材料切断成规定的尺寸,再将其连接起来。
连接材料的方法有利用铆钉进行机械连接和利用焊接进行冶金连接以及利用超声波进行物理连接。
电阻点焊是利用冶金的方法将金属材料高效率地经济地连接起来的一种方法。
因此在产业界被广泛地使用。
我们将精密小型工件的电阻焊接称之为精密电阻点焊。
米亚基公司源源不断地开发出各种超小型、可高密度安装化的新型精密电阻点焊机,取代了以往的锡焊、铆接等金属连接工艺。
精密电阻点焊机是最适合用于小型的、性能要求高的电子部品,以及精密机械工业中的小型部品的组装。
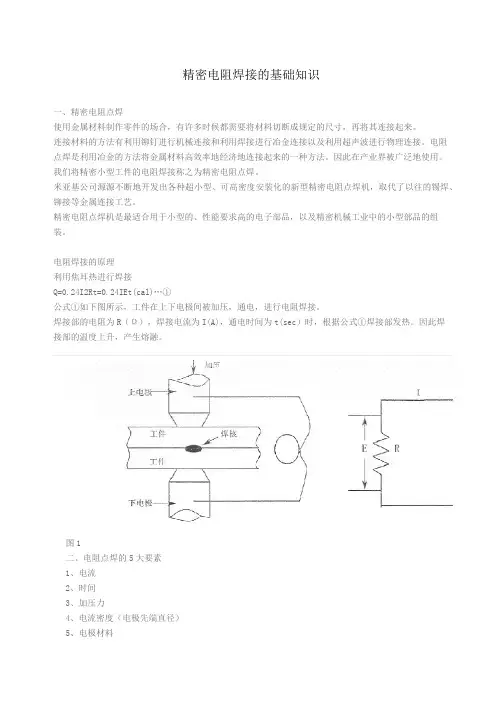
电阻焊接的原理利用焦耳热进行焊接Q=0.24I2Rt=0.24IEt(cal)…①公式①如下图所示,工件在上下电极间被加压,通电,进行电阻焊接。
焊接部的电阻为R(Ω),焊接电流为I(A),通电时间为t(sec)时,根据公式①焊接部发热。
因此焊接部的温度上升,产生熔融。
图1二、电阻点焊的5大要素1、电流2、时间3、加压力4、电流密度(电极先端直径)5、电极材料上述要素与发热量Q及发热位置有关系,也就是说点焊时影响焊接效果的因素有:电流I、通电时间t、接触电阻R、电流密度(电极先端)和电极材料。
接触电阻R随着加压力的增大而降低。
以上要素被称为电阻点焊的五大要素。
接触电阻工件表面生成的氧化薄层引起的电阻(表皮电阻)和由于电流的流通截面引起的电阻(集中电阻)。
图2上图中,R2,R4……材料自身的电阻;R3……上下工件之间的电阻;R1,R5,……电极与工件之间的电阻。
接触电阻是指R1、R3、R5。
三、电极的作用1.导通大电流。
2.施加压力。
3.提高焊接点的冷却效果。
4.稳定电流密度。
电极具有以上的作用,这里解释一下与品质管理有关的电流密度。
电流密度是指单位横截面中的电流值。
如果将电流密度一直保持稳定,就能防止焊接不良。
由于要导通大电流(电极作用1),电极顶端会发热;又由于要加压会使电极顶端变宽,电流密度变小,因此,随着焊接次数的增多,焊核会变小(焊接不良)因此在焊接品质管理中电极的管理(进行一定次数的焊接后更换或修磨电极)就变得非常的重要。
电焊机电阻
摘要:
I.引言
- 电焊机的简介
- 电焊机电阻的作用
II.电焊机电阻的种类
- 固定电阻
- 可调电阻
- 线绕电阻
- 碳膜电阻
III.电焊机电阻的参数
- 电阻值
- 功率
- 工作温度
IV.电焊机电阻的选择
- 根据焊接要求选择电阻
- 考虑电阻的稳定性
- 考虑电阻的耐用性
V.电焊机电阻的维护
- 电阻的清洁
- 电阻的检查
- 电阻的更换
VI.结论
- 电焊机电阻的重要性
- 选择合适的电焊机电阻对焊接效果的影响
正文:
电焊机是一种广泛应用于金属加工行业的设备,它通过将电能转换为热能来加热金属,使其达到焊接所需的温度。
在这个过程中,电焊机电阻起到了至关重要的作用。
它不仅能够调节焊接电流,保证焊接质量,还能够保护电焊机免受过载的损害。
电焊机电阻主要分为固定电阻、可调电阻、线绕电阻和碳膜电阻四种。
固定电阻的电阻值是固定的,不能调节;可调电阻的电阻值可以根据需要进行调节;线绕电阻是由金属线绕制而成,具有良好的散热性能;碳膜电阻的电阻值较低,但耐压性能较差。
在选择电焊机电阻时,需要考虑电阻值、功率和工作温度等因素。
电阻值应根据焊接要求进行选择,以保证焊接效果;功率应根据电焊机的功率进行选择,以保证电阻不会过载;工作温度应根据电阻的材料进行选择,以保证电阻的稳定性和耐用性。
在维护电焊机电阻时,应定期清洁电阻,防止灰尘和污垢影响电阻的散热性能;应定期检查电阻,防止电阻损坏影响焊接质量;当电阻损坏时,应及时更换,以保证焊接效果的稳定。
总的来说,电焊机电阻的选择和维护对焊接效果具有重要影响。



电阻焊培训资料及模拟试题电阻焊培训资料及模拟试题1、电阻点焊的主要⼯艺参数有——焊接电流、焊接时间、电极压⼒、电极端⾯尺⼨2、常⽤的电阻焊焊点强度破坏性检验⽅法有——撕破检验、断⼝检验、⾦相检验、⼒学性能试验;3、常⽤的电阻焊焊点强度⾮破坏性检验⽅法有——⽬视检验、密封性检验、射线检验、超声波检验、(磁粉、涡流);4、电阻焊⽅法主要有四种,即点焊、缝焊、凸焊、对焊。
5、点焊⼜可分为单点焊和多点焊6、常⽤的焊接⼯艺参数设定有软规范、硬规范;当采⽤⼤焊接电流,⼩焊接时间参数时称为硬规范;当采⽤⼩焊接电流,长焊接时间参数时称为软规范;软规范的特点是。
⼩焊接电流、⼤焊接时间,可使得加热平稳,焊接质量对规范参数波动的敏感性低,焊点强度稳定;温度场分布平缓、塑性区宽,在压⼒作⽤下易变形,可减少熔核内喷溅、缩孔和裂纹倾向;对有淬硬倾向的材料,软规范可减⼩接头冷裂纹倾向;所有设备装机容量⼩,控制精度不⾼,因⽽较便宜,但是软规范易造成焊点压痕深,接头变形⼤,表⾯质量差,电极磨损快、⽣产效率低、能量损耗较⼤。
硬规范的特点与软规范基本相左。
在⼀般情况下,硬规范适⽤于铝合⾦、A不锈钢、低碳钢及不等厚度的板材焊接,⽽软规范较适于低合⾦钢、可淬硬钢、耐热合⾦及钛合⾦等。
7、熔核偏移:当进⾏不等厚度或不同材料点焊时,熔核将不对称与其交界⾯,⽽是向厚板或带热。
导电性差的⼀遍偏移,偏移结果将使薄件或导电、导热性好的⼯件焊透率减⼩,焊点强度降低。
熔核偏移是由两⼯件产热和散热条件不同⽽引起的。
厚度不等时,厚件⼀边电阻⼤,交接⾯离电极远,故产热多⽽散热少,致使熔核偏向厚件。
材料不同时,导电。
导热性差的材料产热易⽽散热难,故熔核也偏向这种材料。
避免熔核偏移的常⽤⽅法:采⽤强条件;采⽤不同接触表⾯直径的电极,薄件⼀侧直径⼩;采⽤不同的电极材料;采⽤⼯艺垫⽚。
8、点焊和凸焊的焊接循环由四个基本阶段组成:预压、焊接、维持、休⽌;1)预压时间——由电极开始下降到焊接电流开始接通的时间,这⼀时间是为了确保在通电之前电极压紧⼯件,使⼯件间有适当的压⼒。
电焊机电阻1. 电焊机电阻的概述电焊机电阻是电焊机中的重要组件之一,用于控制电流的大小和稳定性。
它是一种能够限制电流流动的元件,通过调节电阻的阻值,可以控制电流的大小,从而实现对焊接过程的控制。
2. 电阻的基本原理电阻是指电流通过时所产生的电压降与电流的比值。
根据欧姆定律,电阻的阻值等于电压与电流的比值。
电阻的单位为欧姆(Ω),表示为R。
电阻的阻值与电阻的材料、长度、横截面积和温度有关。
通常情况下,电阻的阻值与电阻的长度成正比,与横截面积成反比。
根据这个原理,可以通过改变电阻的长度或横截面积来调节电阻的阻值。
3. 电焊机电阻的工作原理电焊机电阻是通过改变电阻的阻值来调节电流的大小和稳定性。
在电焊机中,电流通过电阻时会产生电压降,通过改变电阻的阻值,可以控制电压降的大小,从而实现对电流的控制。
电焊机电阻通常采用可变电阻,也称为电位器。
它由一个可调节的滑动触点和一个固定的电阻组成。
通过调节滑动触点的位置,可以改变电阻的阻值,进而调节电流的大小。
在电焊过程中,电阻的阻值需要根据焊接材料的类型和厚度进行调节。
过高的电阻阻值会导致电流过小,焊接效果不理想;过低的电阻阻值则会导致电流过大,可能会烧坏焊接材料。
因此,正确调节电阻的阻值对于获得良好的焊接效果至关重要。
4. 电焊机电阻的分类根据电阻的用途和特点,电焊机电阻可以分为以下几类:4.1 固定电阻固定电阻是一种固定阻值的电阻,不能调节。
它通常用于电焊机电路中的稳压、限流和保护等功能。
4.2 可变电阻可变电阻是一种可以调节阻值的电阻,通常采用电位器的形式。
它可用于控制电流的大小和稳定性,根据需要进行调节。
4.3 电流传感电阻电流传感电阻是一种用于测量电流大小的电阻。
它通常采用分流器的形式,将电流分流到电阻上,通过测量电阻上的电压降来得到电流值。
5. 电焊机电阻的选择和维护在选择电焊机电阻时,需要考虑以下几个因素:•电阻的阻值范围是否符合要求;•电阻的功率是否足够;•电阻的耐压能力是否满足要求;•电阻的温升是否符合要求。
第六章复习题1.接触焊只消耗(D),成本低。
A焊条 B焊丝 C焊剂 D电能2.电阻焊是一种(C)焊接方法A加热 B加压 C 加热又加压 D不加热3.电阻焊不与地相联的电气回路,工作电压为380V(220V)伏时,试验电压为(B)伏A1000(2000) B2000(1700) C1700(2000)D3800(2200)4.焊油桶罐头罐等薄板密封构件常用(C)焊接方法A点焊 B凸焊 C缝焊 D对焊5.电阻焊是利用(B)焊接的A电弧热 B电阻热 C化学热 D熔解热6.一个循环能焊多个点的电阻焊方法是(C)A 点焊 B缝焊 C凸焊 D对焊7.缝焊电极是(B)形A圆球 B圆盘 C圆台 D圆柱8.点焊电极不必具有(C)性能A足够的导电性 B足够的热导率 C足够的高温韧性 D足够的高温强度p2369.关于电阻焊说法错误的是(C)A要防止机械伤害 B无损伤检测方法还缺乏C冷却水进水温度不能超过25℃D焊机要接地(或接零)10.压力焊时,为防止触电事故发生,必须保持二次线路中的一点永远连接在机架上,机架可以没有接地装置( B )11.凸焊是缝焊的一种变型(B )12.缝焊时的焊接电流一般比点焊时(D )A减少15-20% B增大15-20% C减少15-40% D增15-40%13.点焊( B)钢时容易出现硬而脆的马氏体组织p239A低碳 B淬火 C镀层 D不锈钢14, 凸焊的工件表面的油、锈、氧化皮、镀层、涂层对质量的影响较点焊大。
(B)15.点焊的强规范是(C)。
A 大电流长时间 B小电流短时间C大电流短时间 D小电流长时间16贴有聚氯乙烯塑料的钢板凸焊时,为保护表面必须用(C)焊接。
A 较大的焊接电流 B较大的焊接电压C较短的焊接时间D较大的焊接压力17.凸焊时,凸点形状多采用( A )型18点焊的电极分(C)类A 2B 3C 4D 5A圆球 B圆台 C圆锥 D圆柱19凸焊的电极分(B)类A 2B 3C 4D 520对焊分为电阻对焊和闪光对焊(A)21点焊分为单面点焊和多面点焊(B)。
电焊机电阻【原创实用版】目录1.电焊机电阻的定义和作用2.电焊机电阻的分类3.电焊机电阻的选择和应用4.电焊机电阻的维护和注意事项正文一、电焊机电阻的定义和作用电焊机电阻,顾名思义,是指在电焊机中使用的电阻。
它是电焊机中的一个重要部件,其作用是通过对电流的限制,使得电焊机能够产生适当的热量,从而达到焊接金属的目的。
二、电焊机电阻的分类根据电阻的材料和结构,电焊机电阻可以分为以下几种类型:1.固定电阻:这种电阻的阻值是固定的,不会随着温度的变化而改变。
2.可变电阻:这种电阻的阻值可以通过调整电阻线的长度或者电阻材料的电阻率来进行调整。
3.贴片电阻:这种电阻采用贴片的方式安装在电路板上,具有体积小、性能稳定的优点。
4.线绕电阻:这种电阻通过将电阻线绕在电阻架上制成,具有阻值大、功率高的特点。
三、电焊机电阻的选择和应用在选择电焊机电阻时,需要根据电焊机的功率、电压等参数来选择合适的电阻。
同时,还需要考虑电阻的稳定性、耐压性、散热性等因素。
在应用电焊机电阻时,需要注意以下几点:1.电阻的阻值需要与电焊机的参数相匹配,否则可能会导致焊接效果不佳或者电阻损坏。
2.电阻需要安装在通风良好的地方,以保证电阻的散热。
3.在使用电阻时,需要避免电阻过载或者电压过高,否则可能会导致电阻损坏。
四、电焊机电阻的维护和注意事项在维护电焊机电阻时,需要注意以下几点:1.定期检查电阻的阻值,如果阻值有变化,需要及时更换电阻。
2.如果电阻出现故障,需要及时停止使用,并联系专业人员进行维修。
3.在使用电阻时,需要注意电阻的散热,以保证电阻的使用寿命。