OTC焊机培训资料
- 格式:ppt
- 大小:24.51 MB
- 文档页数:78
OTC焊接机器人基本操作培训一、OTC 焊接机器人系统组成OTC 焊接机器人系统主要由机器人本体、控制器、示教器、焊接电源、送丝机、焊枪等部分组成。
机器人本体是执行焊接任务的机械部分,具有多个关节和自由度,能够实现精确的运动轨迹。
控制器是整个系统的核心,负责控制机器人的动作、协调各个部件的工作以及处理各种输入输出信号。
示教器则是操作人员与机器人进行交互的工具,通过示教器可以对机器人进行编程、调试和操作。
焊接电源为焊接过程提供稳定的电流和电压,送丝机负责将焊丝准确地输送到焊枪前端,而焊枪则是直接进行焊接的工具。
二、操作前的准备工作在进行 OTC 焊接机器人操作之前,需要做好以下准备工作:1、检查设备确保机器人本体、控制器、示教器、焊接电源、送丝机、焊枪等设备外观无损坏,各连接线路无松动。
2、电源和气源接通机器人系统的电源,并确保气源压力稳定在规定范围内。
3、工装夹具检查工装夹具是否安装牢固,定位准确,以保证焊接工件的位置精度。
4、焊丝和保护气体准备好合适规格的焊丝,并确保保护气体的储量充足且纯度符合要求。
5、安全防护操作人员应穿戴好防护用品,如焊接手套、护目镜等,确保工作环境的安全。
三、示教器的基本操作示教器是操作 OTC 焊接机器人的重要工具,以下是示教器的一些基本操作:1、界面介绍示教器的界面通常包括菜单区、状态栏、操作区等。
菜单区提供了各种功能选项,状态栏显示机器人的当前状态信息,操作区用于进行机器人的运动控制和编程操作。
2、坐标系选择OTC 焊接机器人通常支持多种坐标系,如关节坐标系、直角坐标系、工具坐标系等。
操作人员应根据实际需求选择合适的坐标系进行操作。
3、运动操作通过示教器上的按键或摇杆,可以控制机器人在各个坐标轴上的运动。
在运动过程中,应注意观察机器人的运动轨迹,避免碰撞。
4、程序编辑在示教器上可以创建、修改和保存焊接机器人的程序。
程序编辑包括指令的输入、参数的设置等。
四、机器人的编程1、编程步骤(1)选择编程模式在示教器上选择编程模式,进入程序编辑界面。

O T C机器人焊机完整资料-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN简易资料1.十点校正只针对B4的机器人,V6的机器人最好用枪规来校正,在编程时将机器人的动作角度越大越好,而且要在不同的方向和不同的角度,编辑的程序最少要六步,OTC要求要十步如下图,在将自己编写的程序输入在以下图中假如我编写的是程序1,按下“执行健”即可V6机器人校正。
部品名称部品照片1.焊枪校正器(只限V6)2.导电嘴测量器校正图片2.焊机机通信(1)D系列焊机,(DM DL DA DW DP)先先设定参数,设定方法如下图,选择第一项电焊机登记如图然后选择你选择的焊机如(DP、DM 等等)以下是现在所用的设备如图这个完成之后你按下 F12 写入,写入后机器人,会回到上一画面选择电焊机的设定如图将机构选择成现在机器人本体的机构。
连接类型为单独按下 F12(写入)写入后会回到上一画面。
如图8.选择特性数据设定如图9.移动光标如图10.按下 F8 选择如下图选择你需要的数据(数据是根据客户用的焊丝,气体和焊接方法来选择的)然后按下Enter 如图12.移动光标如图13.按下F8(选择)如图14,选择机器人上安装的送丝机的型号最接近的项。
按下ENTER如图15.选择好之后按下F12(写入)如图16当中出现以上画面时,有可能会出现报警只需要按下R复位键即可再次按下R复位。
回到机器人起动画面如图17.选择之后将焊机电源打开,开机是按下收弧+F(内部功能)必须同时按下保持,开机之后出现LP为止放开如图18.放开之后在试教器上选择按下动作可能+F5健(必须同时按下)。
选择控制环境如图19选择电弧机的初始化如图20,电焊机初始化进入以后机器会出现机器ROM现在的版本跟焊机现在的版本更新的版本。
出现以上画面之后按下F12更新如图21按下更新之后会出现一个画面必须全部选择中如图22.机器人会自动验证,更新如图24,完成之后会出现完成如图25.完成后按下R复位退回到机器人开机的画面如图26.然后将焊机电源关机3秒后按下检气+F(内部功能)同时按下保持,开机出现两个END之后才可放开再次关机。
焊接机器人讲义宁波技师学院船舶系李旭明夏琦男焊接机器人讲义目录1.基本操作。
12. 常用术语。
63. T/P键及操作面板的认识。
10 4.常数菜单的学习。
17 5.实例操作。
791)平位平面图形的编程2)平焊直道加摆动的焊接3)平角焊缝的焊接4)空间复杂位置的编程基本操作基本操作进入示教模式(操作面板)(T/P)投入运转准备选择手动坐标系选择手动速度以手动移动机器人选择程序记录步骤移动命令应用命令输入参数记录END选择步骤插入步骤移动命令应用命令输入参数删除步骤覆盖步骤只修正移动命令的位置选择前进后退检查的速度进行前进后退检查解除输入等待解除焊接完成等待进行速度OVERRIDE以手动方式使输出信号ON/OFF进入再生模式设定运转模式设定启动选择、程序选择启动停止断开运转准备可用屏幕编辑进行任何修正为程序取名字从名字一览表选择程序删除程序复制程序显示监视器在监视器间移动关闭监视器常用术语坐标以机器人的正面为基准,其前后为X坐标,左右为Y坐标,上下为Z坐标的正交坐标。
正确称为机器人坐标或机械坐标。
此坐标成为直线内插动作或移位(SHIFT)动作等的计算基准。
坐标变换例如把离线示教(OFF-LINE TEACHING)编制的作业程序下载于实际的机器人的情形,机器人与工件的相对位置会有变化(包括移位、旋转、倾斜)时,将作业结束程序的位置加以校正的功能。
程序变换功能中之一种。
工具坐标以工具为基准的坐标系。
必须依照实际装上的工具形状、方向加以设定。
根据工具的安装面(凸缘面:FLANGE面)到工具前端的长度与角度加以定义。
用户坐标不是机器人固有的坐标,是将外围设备的设置状态加以合并设定的坐标系。
一设定则很容易示教精度机器人虽会正确再生所示教的位置,但依场所,也有不须正确决定位置的地方。
根据什么程度的精度来动作,由精确度(ACCURACY)的数值来指定。
数字越大则定位的精度越粗。
示教(TEACHING)教示机器人动作或焊接作业。
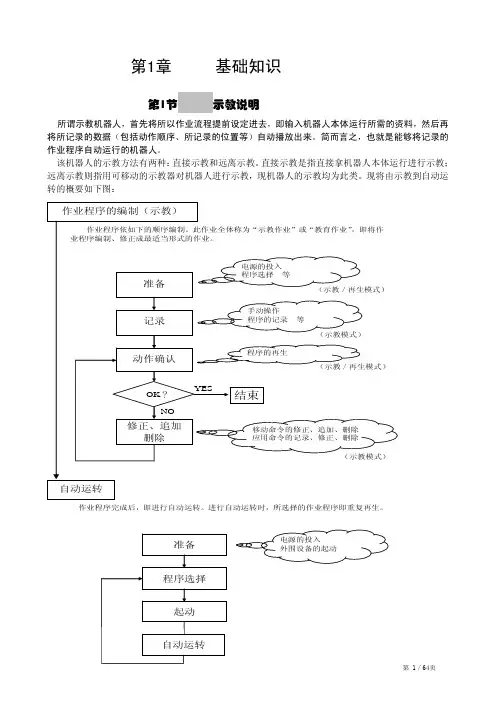
第1章 基础知识第1节 示教说明所谓示教机器人,首先将所以作业流程提前设定进去,即输入机器人本体运行所需的资料,然后再将所记录的数据(包括动作顺序、所记录的位置等)自动播放出来。
简而言之,也就是能够将记录的作业程序自动运行的机器人。
该机器人的示教方法有两种:直接示教和远离示教。
直接示教是指直接拿机器人本体运行进行示教;远离示教则指用可移动的示教器对机器人进行示教,现机器人的示教均为此类。
现将由示教到自动运转的概要如下图:作业程序完成后,即进行自动运转。
进行自动运转时,所选择的作业程序即重复再生。
电源的投入外围设备的起动第2节 组成说明总体分机器人系统和周边设备。
机器人系统包括:机器人本体、控制箱以及示教器和操作盒;周边设备包括:焊机(或切割机)、送丝系统(焊丝盘及支架、送丝机及支架、同轴电缆、送丝管和焊枪或切割枪等)。
现以AX-V6+DM350系统图为例,参照如下:以上,机器人系统包括一~四;周边设备则包括五~八等。
第3节 常用术语说明本页已使用福昕阅读器进行编辑。
福昕软件(C)2005-2009,版权所有,仅供试用。
术语说明错误示教作业或再生动作中,检测到操作错误、示教错误,或机器人本身的异常的话,即将该异常通知作业者。
错误若发生在再生动作中的话,使机器人成为停止状态,并当场将伺服电源(运转准备)切断。
报警报警若发生在为再生动作中的话,使机器人成为停止状态。
并不将伺服电源(运转准备)加以切断。
为比错误轻微的异常。
信息信息即使在再生动作中,机器人依然处于起动状态。
其中也包含虽为尚无危险性的信息提供的程度,但隐藏着将来会发展成报警或错误的可能性。
机构指作为控制动作集体,无法再行分解的单位,如“操纵器”、“定位器”、“伺服焊枪”、“伺服行驶”。
操纵器加上伺服焊枪,像这样的结构称为“多重机构”。
对于多重机构,若为手动操作的话,必须先宣称是哪个机构的操作。
系统系编制作业程序的单位。
构成系统的机构,有一个的情形,也有多个的情形(多重机构)。
OTC焊接基本操作培训OTC焊接基本操作培训章节一:引言1.1 概述本文档旨在提供有关OTC焊接的基本操作培训。
通过本文档,您将了解焊接的基本操作流程和安全规范。
1.2 目标读者本文档适用于需要使用OTC焊接进行焊接作业的操作人员和技术人员。
章节二:概述2.1 OTC焊接简介2.2 的主要组成部分2.3 的工作原理2.4 的安全特性章节三:的安全操作3.1 安全操作前的准备3.1.1 确认工作区域的清洁和整理3.1.2 确保的电源和连接电缆正常3.1.3 检查焊接设备和耗材的存储情况3.2 的启动和关机3.2.1 启动前的准备工作3.2.2 的启动流程3.2.3 的关机流程3.3 的安全操作方法3.3.1 保持适当的工作间距3.3.2 注意的移动轨迹3.3.3 使用安全保护设备3.3.4 紧急停止的操作方法3.3.5 避免触碰的活动部件章节四:焊接参数设置4.1 焊接参数的相关概念4.1.1 电流4.1.2 电压4.1.3 速度4.1.4 焊缝形状4.2 焊接参数设置流程4.2.1 理解焊接要求4.2.2 针对不同材料和焊接位置进行参数调整 4.2.3 焊接参数优化和调试章节五:故障排除与维护5.1 常见故障及排除方法5.1.1 无法启动5.1.2 焊接质量不合格5.1.3 运行异常5.1.4 其他故障情况5.2 的日常维护和保养5.2.1 清洁的外观和工作区域5.2.2 确保的零部件正常工作5.2.3 定期检查和更换磨损的部件5.2.4 保养焊接设备和周边设施5.3 维修和保养记录的管理5.3.1 维修记录的建立和填写5.3.2 维修和保养计划的制定5.3.3 维修人员的培训和资质要求附件:1.OTC焊接操作手册2.OTC焊接安全操作指南3.OTC焊接维修和保养手册法律名词及注释:1.《劳动法》:指中华人民共和国的《劳动法》。
注释:劳动法是保护劳动者合法权益和规范劳动关系的法律。
2.《焊接安全规程》:指国家质检总局发布的关于焊接安全的相关规程。
OTC焊接机器人基本操作培训OTC焊接基本操作培训1.引言随着工业自动化程度的不断提高,焊接在制造业中的应用越来越广泛。
OTC焊接作为行业内的佼佼者,其高效、稳定的焊接性能受到了众多企业的青睐。
为了充分发挥OTC焊接的优势,提高生产效率,本文将详细介绍OTC焊接的基本操作培训,帮助操作人员熟练掌握焊接的操作技巧。
2.OTC焊接基本结构及功能2.1基本结构OTC焊接主要由本体、焊接电源、控制系统、焊接传感器和焊接设备组成。
本体包括机械臂、驱动系统和控制器等部分,负责执行焊接任务。
焊接电源为焊接过程提供稳定的电流和电压。
控制系统用于控制本体的运动和焊接参数的调节。
焊接传感器用于监测焊接过程中的各种参数,以保证焊接质量。
焊接设备包括焊枪、焊接电缆等。
2.2功能(1)自动化焊接:通过编程实现各种焊接工艺的自动化执行,提高生产效率。
(2)稳定焊接质量:采用先进的焊接控制技术和传感器,保证焊接质量的稳定。
(3)灵活编程:可根据焊接任务需求,灵活设置焊接参数和路径。
(4)多样化焊接工艺:支持多种焊接工艺,如气体保护焊、激光焊等。
(5)安全防护:具备安全防护功能,确保操作人员的安全。
3.OTC焊接基本操作培训3.1操作前准备(1)检查设备:检查OTC焊接及其周边设备是否正常,包括电源、气源、冷却水等。
(2)穿戴劳保用品:操作人员需穿戴好劳保用品,如防尘口罩、防护眼镜、防护手套等。
(3)了解焊接任务:了解本次焊接任务的具体要求,包括焊接工艺、焊接材料、焊接参数等。
3.2操作步骤(1)启动设备:按照设备操作规程,依次启动OTC焊接及其周边设备。
(2)编程:根据焊接任务需求,设置焊接参数和路径。
可通过示教器或编程软件进行编程。
(3)调试:在正式焊接前,进行试运行,检查编程是否正确,焊接参数是否合适。
(4)焊接:启动焊接程序,进行自动化焊接。
(5)监控:在焊接过程中,实时监控焊接参数和焊接质量,确保焊接过程稳定。
(6)停机:焊接完成后,按照设备操作规程,依次关闭OTC焊接及其周边设备。