荧光法测量金属表面清洁度
- 格式:docx
- 大小:110.37 KB
- 文档页数:1
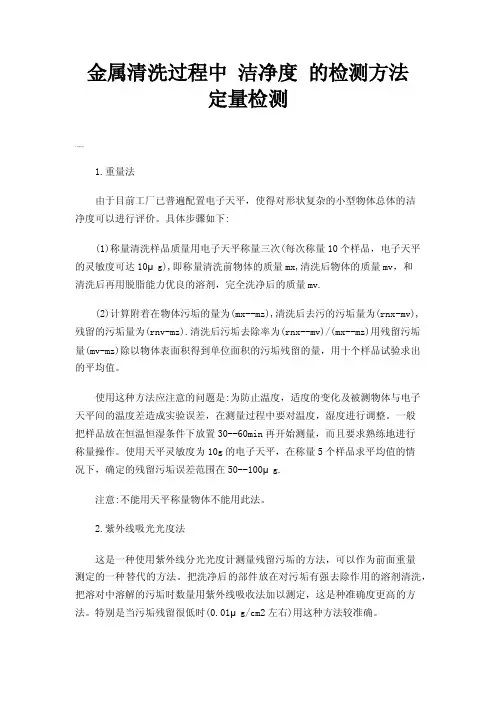
金属清洗过程中洁净度的检测方法定量检测1.重量法由于目前工厂已普遍配置电子天平,使得对形状复杂的小型物体总体的洁净度可以进行评价。
具体步骤如下:(1)称量清洗样品质量用电子天平称量三次(每次称量10个样品,电子天平的灵敏度可达10μg),即称量清洗前物体的质量mx,清洗后物体的质量mv,和清洗后再用脱脂能力优良的溶剂,完全洗净后的质量mv.(2)计算附着在物体污垢的量为(mx--mz),清洗后去污的污垢量为(rnx-mv),残留的污垢量为(rnv-mz).清洗后污垢去除率为(rnx--mv)/(mx--mz)用残留污垢量(mv-mz)除以物体表面积得到单位面积的污垢残留的量,用十个样品试验求出的平均值。
使用这种方法应注意的问题是:为防止温度,适度的变化及被测物体与电子天平间的温度差造成实验误差,在测量过程中要对温度,湿度进行调整。
一般把样品放在恒温恒湿条件下放置30--60min再开始测量,而且要求熟练地进行称量操作。
使用天平灵敏度为10g的电子天平,在称量5个样品求平均值的情况下,确定的残留污垢误差范围在50--100μg.注意:不能用天平称量物体不能用此法。
2.紫外线吸光光度法这是一种使用紫外线分光光度计测量残留污垢的方法,可以作为前面重量测定的一种替代的方法。
把洗净后的部件放在对污垢有强去除作用的溶剂清洗,把溶对中溶解的污垢时数量用紫外线吸收法加以测定,这是种准确度更高的方法。
特别是当污垢残留很低时(0.01μg/cm2左右)用这种方法较准确。
吸光光度法是准确度更高的方法。
吸光光度法存在的问题是:需要事先了解重量法和吸光光度法的测定范围解污垢的种类,掌握这类污垢浓度与紫外光吸光度之间的关系,并制定对应关系的标准曲线。
与重量法共同应注意的是:在用这种溶剂去除污垢时,不能对清洗对象造成腐蚀。
特别是由多种材料组成的物体会存在这个问题。
吸光光度法使用的溶剂受吸收光谱的制约,并非所有溶剂都适用紫外线吸光光度法,要避免使用的溶剂对污垢的检验造成干扰。
清洁度检测方法标准
清洁度检测方法标准包括:
1. 视觉检测法:通过人眼观察样品表面,检测是否有污垢、杂质等。
2. 能量散射分析法(EDS):通过电子束轰击样品表面,观测反应态原子的能量散射规律,分析样品成分和元素含量。
3. 扫描电子显微镜(SEM):采用高分辨率显微镜观察样品表面的特征和结构,评估样品表面的清洁度。
4. 荧光分析法:通过对荧光材料的激发和发射特性进行测试,评估样品表面清洁度。
5. 红外光谱法(FTIR):通过检测样品对红外光的吸收和反射,分析样品成分和污染物。
6. 微量污染检测法:主要针对有机物和无机物污染,采用化学分析方法进行检测和分析。
这些方法可以灵活组合使用,根据不同的样品特征和清洁标准,选择最适合的方法进行评估。
金属清洁度的判定方法目视法方法要点:用肉眼、5倍放大镜或管内检查器检查检查对象:油、脂、锈、氧化皮等擦拭法方法要点:用白稠布或绒布,也可用滤纸擦揩,检查布上的沾污物检查对象:油脂及锈迹等水膜破裂法方法要点:洗净物用水润湿,水膜应完整检查对象:油脂染料法方法要点:洗净物用染料水溶液润湿,水膜连续,不断开,即认为清净检查对象:油脂荧光法方法要点:先涂上荧光染料,脱脂后用紫外光照射,判断残留油脂的荧光区域检查对象:油脂硫酸铜法方法要点:将洗净后的钢件浸于硫酸铜溶液(CuSO4 5%+硫酸2%+水),30s~1min,评定铜膜是否完整均匀,光泽及结合力检查对象:油脂重量法方法要点:将试样涂一定量油污,清洗后再称量残余油污重量,从减重判断油污去除率检查对象:油脂同位素法方法要点:涂上混有C14、S35等同位素的油脂,洗净后用计数器管测定检查对象:油脂电镀法方法要点:用脱脂试片进行电镀,判断镀层光泽好坏检查对象:油脂比色法方法要点:油溶性染料掺入油脂中,涂敷在试样上,洗净后,用等量有机溶剂洗试样,然后进行比色检查对象:油脂赤血盐硝酸试验方法要点:将赤血盐10g/L+70%硝酸+30mg/L的溶液涂在不锈钢上,30s以内呈现深兰色证明有铁检查对象:不锈钢铁污染喷射图案法方法要点:将清洁过的表面上喷水雾作成水膜、挂水状态,以染污其格板检查清洁度(%)检查对象:油脂压力喷雾法方法要点:对清洁过的表面喷水雾,使微小油滴浮起以评价清洁度检查对象:油脂接触角法方法要点:水滴滴在清洁的表面上,由其接触角评价清洁度,清净表面其接触角接近于0°检查对象:油脂。
有什么办法可以检测金属表面的油污残留?
常见检测金属表面油污残留的方法有:
1.荧光法: 将金属表面涂上荧光剂用紫外灯照射,油污残留部分会发出绿色荧光,可以通过荧光的强度来判断油污的程度。
2.红外光谱法: 利用红外光谱仪检测金属表面的红外光谱图像,通过不同波长的吸收峰来判断是否存在油污残留。
3.接触角法:测量液滴在金属表面上的接触角,接触角越小说明液体在金属表面上的浸润性越好,油污残留越少。
4.重量法: 将金属样品在一定温度下加热烘干,然后将其重量与未加热前的重量进行比较,差值即为油污残留的重量。
5.电子显微镜检测法:使用电子显微镜对金属表面进行检查,可以观察到微小的油污残留,但这需要专业设备和技术。
随着我国汽车、航空航天、以及电气系统工程等技术进行产品的复杂度不断努力提高,对生产生活条件和零部件的清洁要求也不断学习提高。
制造和装配过程中残留的颗粒污染将导致磨损率在磨合过程开始时和设备寿命早期显著增加,甚至导致灾难性故障。
由于清洁度控制管理问题而导致的产品服务质量存在缺陷,已直接威胁到制造商的生存,金属材料表面清洁度检测技术如今我们已经引起了业内人士的高度重视。
目前金属表面清洁度测试的应用范围从汽车零部件、航空航天、医疗、通信、残余颗粒定量缺陷分析。
国家标准《硅片表面金属沾污的全反射X光荧光光谱测试方法》(送审稿)编制说明一工作简况1. 任务来源根据《国家标准委关于下达2012年第一批国家标准制修订计划的通知》(国标委综合[2012]50号)的要求,由有研新材料股份有限公司、万向硅峰电子有限公司负责对GB/T 24578-2009《硅片表面金属沾污的全反射X光荧光光谱测试方法》国家标准进行修订。
项目计划编号为20120277-T-469。
2.标准项目承担单位简况有研新材料股份有限公司,原名有研半导体材料股份有限公司。
2014年1月,公司重大资产重组发行股份购买资产部分完成,有研亿金新材料有限公司、有研光电新材料有限责任公司成为公司全资子公司,有研稀土新材料股份有限公司成为公司控股子公司。
有研新材料是由北京有色金属研究总院独家发起,以募集方式设立的股份有限公司,成立于1999年3月12 日,并在上海证券交易所挂牌上市(股票简称“有研硅股”),公司成立以来,承担了“九五”、“十五”“十一五”期间国家硅材料领域多项重大攻关任务和产业化工程,并支撑和带动了国内相关配套产业和技术发展。
现已形成具有自主知识产权的技术体系和产品品牌,产品可用于集成电路、分立器件、太阳能等多个领域,远销美国、日本、西班牙、韩国、台湾、香港等地,在国内外市场具有较高的知名度和影响力。
成为中国半导体硅材料领域技术水平最高、生产规模最大的高科技上市公司和具有国际水平的半导体材料研究、开发、生产基地。
万向硅峰电子有限公司:是由万向集团公司、美国乐赛亚洲投资公司和开化县国有资产经营责任有限公司共同投资。
创建于1968年,公司主要产品为:Ф76.2mm~200mmCZ 硅单晶,Ф76.2mm~150mm重掺砷、锑、硼硅单晶,Ф76.2mm~200mm硅单晶切割、研磨片及Ф76.2mm~150mm硅单晶抛光片。
同时提供空间用太阳能级硅单晶片被广泛用于我国航天航空领域,目前公司太阳能硅单晶260吨、研磨片100万片/月、抛光片20万片/月的生产能力,产品出口美国、韩国、日本、台湾和香港等国家和地区,其各项经济指标位居国内同行前列,是国内最大的半导体分立器件用硅单晶研磨片生产企业。
水洗型荧光渗透检测步骤以水洗型荧光渗透检测步骤为标题,写一篇文章。
水洗型荧光渗透检测是一种常用的非破坏性检测方法,主要用于检测金属材料表面的缺陷。
下面将介绍水洗型荧光渗透检测的具体步骤。
第一步:表面准备在进行水洗型荧光渗透检测之前,首先需要对待测材料的表面进行准备。
这包括清洗材料表面,将其表面的油污、灰尘等杂质去除,以保证后续的检测结果准确可靠。
第二步:涂覆荧光渗透剂接下来,需要将荧光渗透剂涂覆在待测材料的表面。
荧光渗透剂是一种特殊的液体,具有较低的粘度,能够渗入材料的表面缺陷中。
在涂覆荧光渗透剂时,应注意涂覆均匀,以确保整个表面都能被覆盖到。
第三步:渗透时间待荧光渗透剂涂覆完成后,需要等待一定的渗透时间,以便荧光渗透剂能够充分渗入材料的表面缺陷中。
渗透时间的长短取决于材料的类型和厚度等因素,可以根据经验进行确定。
第四步:洗净表面渗透时间过后,需要将待测材料表面的多余荧光渗透剂洗净。
通常可以使用清水或者纯水进行洗净,确保荧光渗透剂完全被洗净,以避免后续的检测结果受到干扰。
第五步:涂覆显像剂洗净表面后,需要将显像剂涂覆在待测材料的表面。
显像剂是一种能够使荧光渗透剂在缺陷处形成可见的荧光现象的液体。
涂覆显像剂时,同样需要注意均匀涂覆,以确保整个表面都能被覆盖到。
第六步:观察和评估待显像剂涂覆完成后,可以使用紫外线灯或者其他适当的光源对待测材料进行观察。
在紫外线照射下,如果材料表面存在缺陷,则会发出明亮的荧光。
根据荧光的形状、大小和分布等特征,可以对表面缺陷进行评估和分类。
第七步:清洗和保养在完成观察和评估后,需要将显像剂和荧光渗透剂进行彻底清洗,以保证待测材料的表面干净整洁。
同时,还需要对荧光渗透剂和显像剂进行适当的保养,以延长其使用寿命。
水洗型荧光渗透检测包括表面准备、涂覆荧光渗透剂、渗透时间、洗净表面、涂覆显像剂、观察和评估以及清洗和保养等步骤。
通过这些步骤,可以有效地检测出金属材料表面的缺陷,提高产品的质量和可靠性。
钢材表面清洁度的评定为了充分发挥涂料的保护和装饰作用,必须进行彻底的表面处理已为人们公认。
涂装成功与否主要取决于表面处理质量。
通常表面清洁度(表面处理质量)越高,越能保证涂料的保护作用,但过高的要求也会造成极大的浪费。
对钢材表面清洁度的进行评定是一项至关重要的工作。
表面处理质量包括三个方面,即钢板表面的可视清洁度(锈蚀、氧化皮等)、粗糙度和不可视清洁度(油脂、可溶性铁盐、氯化物、硫化物、灰尘等),在这方面以船舶行业为代表,已经形成了较完善的检测标准和体系,其他行业一般均参照执行。
一、钢材表面可视清洁度(锈蚀、氧化皮)的评定钢材表面可视清洁度(锈蚀、氧化皮)的评定,可分为定量和定性两种方法。
定量方法一般有两种,第一种为硫酸铜法:将硫酸铜溶液刷在处理后的钢板表面,除锈完全的部分呈金属铜的颜色,而大于0.5mm残留氧化皮的部分呈暗色,从而判断表面的清洁程度。
可采用在每升含1gH2SO4的溶液中添加4~8gCu2SO4的方法配制硫酸铜溶液,或将36gCu2SO4·5H20加热溶于100ml水中,再加入过量的Cu(OH)放置24小时后,去除多余的Cu(OH)2的方法来配制硫酸铜溶液。
第二种定量检测方法是利用氧化皮和铁电阻不同的特点,采用电阻测量仪测定处理后的表面与探头2(直径1mm的球型笔状电极)之间的过渡电阻,通过各点的平均值判断表面清洁度。
此外,还可利用带蓝色过滤器的光线反射测量仪进行表面清洁度检验。
仪器定量测量方法受光线、处理方法、原始状态和表面粗糙度等影响极大,而硫酸铜法又需要进行后处理,否则会留下腐蚀隐患,所以,更为可靠的方法还是定性的与标准照片进行对比的方法。
为了能正确、方便地评定钢材在除锈之后的表面处理质量,许多工业发达国家都先后制定了钢材除锈的质量等级标准,其中最显著的是瑞典工业标准SIS055900《涂装前钢材表面除锈标准》,长期以来为世界各国所引用。
国际标准化组织色漆和清漆技术委员会涂装前钢材表面处理分会(ISO/TC 35/SC12)以瑞典标准SIS055900-1967为基础,制订了国际标准ISO8501-1:1988《涂装油漆和有关产品前钢材预处理-表面清洁度的目视评定-第一部分:未涂装过的钢材和全面清除原有涂层后的钢材的锈蚀等级和除锈等级》。
物体表面日常检查中加入荧光笔对擦拭清洁度的作用
分析
物体表面日常检查中加入荧光笔对擦拭清洁度的作用分析如下:物体表面日常检查中加入荧光笔的作用是,费用低,操作方便,出结果快。
荧光笔介绍:
荧光笔是近几年产生的做记号用的笔,用较粗、较淡的墨水覆盖关键部位来做记号,做上记号后,不遮挡住文字一目了然。
荧光笔有荧光剂,它遇到紫外线(太阳光、日光灯、水银灯比较多)时会产生荧光效应,发出白光,从而使颜色看起来有刺眼的荧光感觉,常用于办公学习。
水性荧光笔是近几年新产生的,用于做记号的笔,用较粗、较淡的墨水覆盖关键部位来做记号,做上记号后,被遮挡住的文字一目了然。
最重要的作用是:用荧光笔做过记号的文件,在复印的时候,看不出曾经做过记号!
其关键的紫外荧光油墨的原理是在油墨中加入具有紫外线激发
得可见荧光化(络)合物。
通过吸收的光能,产生原子的能级跃迁,再释放吸收的额外能量。
防伪特征是在紫外光(200nm~400nm)照射下发出红、黄、绿、蓝(400nm~800nm)的可见光。
半导体晶片表面金属沾污的测定全反射X射线荧光光谱法1范围本文件描述了半导体抛光晶片表面深度约为5nm以内金属元素的全反射X光荧光光谱测试方法。
本文件适用于硅、绝缘衬底上的硅(SOI)、碳化硅、蓝宝石、砷化镓、磷化铟、锑化镓等单晶抛光片表面金属沾污的测定。
尤其适用于晶片清洗后自然氧化层或经化学方法生长的氧化层中沾污元素面密度的测定。
本文件可检测元素周期表中原子序数16(S)~92(U)的元素,尤其适用于钾、钙、钛、铬、锰、铁、钴、镍、铜、锌等金属元素,且面密度在109atoms/cm2~1015atoms/cm2范围内元素的定量测试。
注:测试范围在一定条件下可以扩展到原子序数11(Na)~92(U)的元素,取决于测试设备提供的X射线源。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T8979纯氮、高纯氮和超纯氮GB/T14264半导体材料术语GB/T25915.1-2021洁净室及相关受控环境第1部分:按粒子浓度划分空气洁净度3术语和定义GB/T14264界定的以及下列术语和定义适用于本文件。
3.1全反射total reflection光从光密介质射向光疏介质时,当入射角超过某一角度C(临界角)时,折射光完全消失,只剩下反射光线的现象叫做全反射。
注:对于X射线,一般固体与空气相比都是光疏介质。
3.2临界角critical angle能产生全反射的入射角度。
当掠射角低于这一角度时,被测表面发生对入射X射线的全反射。
注:如果入射角足够小,x射线根本不穿过样品,而是被反射,则折射角和反射角交界处的入射角称为临界角。
3.3掠射角glancing angle样品表面平面与包含入射到样品表面的X射线的虚拟平面之间的夹角。
注:本方法以小的掠射角入射到晶片表面时,X射线会在晶片表面发生全反射,此时反射的角度等于掠射角3.4角扫描angle scan作为掠射角函数,对发射的荧光信号的测试。
几种检验金属表面清洁度的方法金属表面镀层和有机涂层都应满足涂(镀)层致密、均匀一致、与基体结合牢固的要求。
而涂(镀)层中出现诸如涂(镀)层脱落、鼓泡或发花以及局部无涂覆层等,多数情况下都是由于金属涂(镀)前表面不洁净所致。
与有机溶剂涂料相比,以水为溶剂的金属表面涂覆处理,如电镀、阳极氧化、磷化以及水性涂料涂装等对金属表面的有机物污染更为敏感,即使是单分子层的污染物,都可能导致整个工艺的失败。
因此,材料表面涂(镀)前处理后的清洁度至关重要,本文就各种检验金属表面清洁度的方法做一总结。
1目测与光学法光亮金属表面上的油污可用肉眼和借助放大镜或光学显微镜进行观察。
其缺点是金属表面的钝态氧化膜及极薄的油污会检查不到。
对粗糙及不光亮的金属表面,上述方法就显得无能为力,但可通过用干净、洁白的棉花、布、纸对表面擦拭,然后观察其是否干净,以确定金属表面是否洁净。
2表面张力法根据表面油污对其表面能的影响,通过金属在一系列表面张力不同的试液中是否浸润以确定其表面能,据此判断其表面的干净程度。
如配成从80%乙酸20%水)(V/V,下同)到1%乙醇99%水的系列溶液,其表面张力相应地从24.5×10-5N/cm增加到66.0×10-5N/cm。
3油漆法将除油剂滴在金属表面上,然后蒸干,如无痕迹,表面金属表面是洁净的,如出现圆环则表明有油污存在。
4润湿法干净的金属表面是亲水的,因此,可以完全被水润湿,当金属表面含有油污时,会出现不被水浸润的断水区域。
基于是否亲水这一原理,除了最简单常用的呼气法和雾化器喷雾法外,还有以下几种检测手段。
由于金属的氧化膜也是亲水的,因此,这类方法大多不能检测出金属表面的氧化膜是否退净。
4.1喷射图案法用喷枪将含有0.1%染料的蒸馏水喷于已浸湿的金属表面,观察喷射面的图案。
有油污的地方,因不被水浸润不会显示染料色。
喷枪的操作条件是:空气压力5.9×10-4~9.8×10-4Pa,距离60cm,时间30~50s。
表面光洁度检测方法表面光洁度检测方法1. 介绍在制造业中,表面光洁度是一个非常重要的质量指标。
表面光洁度的好坏直接影响着产品的外观和品质。
因此,为了确保产品质量,需要对表面光洁度进行检测。
本文将介绍几种常见的表面光洁度检测方法。
2. 方法一:目测法目测法是最简单直观的一种表面光洁度检测方法。
操作人员通过肉眼观察被检测物体的表面,根据其表面是否有明显的污渍、划痕或斑点等来评判光洁度。
尽管该方法简单易行,但判断结果往往具有主观性,而且在光线不充足或物体表面反射较强的情况下,容易出现误判。
3. 方法二:光源法光源法是一种基于光的表面光洁度检测方法。
操作人员利用光源照射被检测物体的表面,观察被检测物体表面的反光情况,以此来判断光洁度。
一般来说,如果表面光洁度好,光线会均匀地反射出来,没有明显的扭曲和模糊。
相反,如果表面光洁度差,光线会发生明显的折射和扩散。
光源法相对于目测法来说,客观性更强,但仍存在一定的主观判断。
常用的光源包括: - LED灯:具有均匀的光线分布和较长的使用寿命。
- 白色荧光灯:具有更柔和的光线,适用于较大面积的光洁度检测。
- 汞灯:具有强烈的光线,适用于较高要求的光洁度检测。
操作步骤光源法的操作步骤如下: 1. 将光源照射到被检测物体的表面。
2. 观察被检测物体表面的反光情况。
3. 根据观察结果,判断光洁度好坏。
4. 方法三:仪器检测法仪器检测法是一种利用专业仪器设备进行表面光洁度检测的方法。
这种方法相对于目测法和光源法来说,更为精确和客观。
常用的表面光洁度仪器包括光洁度计和表面质量仪。
光洁度计光洁度计是一种测量被检测物体表面光洁度的仪器。
其原理是通过照射被检测物体表面并测量反射光的强度和角度来评估光洁度。
光洁度计广泛应用于电子、汽车、玻璃等行业。
表面质量仪表面质量仪是一种综合性的表面检测仪器,可以对表面光洁度、平整度、硬度等多项指标进行检测。
该仪器常用于精密零部件、光学镜片等的生产过程中。
金属清洁度的判定方法目视法方法要点:用肉眼、5倍放大镜或管内检查器检查检查对象:油、脂、锈、氧化皮等擦拭法方法要点:用白稠布或绒布,也可用滤纸擦揩,检查布上的沾污物检查对象:油脂及锈迹等水膜破裂法方法要点:洗净物用水润湿,水膜应完整检查对象:油脂染料法方法要点:洗净物用染料水溶液润湿,水膜连续,不断开,即认为清净检查对象:油脂荧光法方法要点:先涂上荧光染料,脱脂后用紫外光照射,判断残留油脂的荧光区域检查对象:油脂硫酸铜法方法要点:将洗净后的钢件浸于硫酸铜溶液(CuSO4 5%+硫酸2%+水),30s~1min,评定铜膜是否完整均匀,光泽及结合力检查对象:油脂重量法方法要点:将试样涂一定量油污,清洗后再称量残余油污重量,从减重判断油污去除率检查对象:油脂同位素法方法要点:涂上混有C14、S35等同位素的油脂,洗净后用计数器管测定检查对象:油脂电镀法方法要点:用脱脂试片进行电镀,判断镀层光泽好坏检查对象:油脂比色法方法要点:油溶性染料掺入油脂中,涂敷在试样上,洗净后,用等量有机溶剂洗试样,然后进行比色检查对象:油脂赤血盐硝酸试验方法要点:将赤血盐10g/L+70%硝酸+30mg/L的溶液涂在不锈钢上,30s以内呈现深兰色证明有铁检查对象:不锈钢铁污染喷射图案法方法要点:将清洁过的表面上喷水雾作成水膜、挂水状态,以染污其格板检查清洁度(%)检查对象:油脂压力喷雾法方法要点:对清洁过的表面喷水雾,使微小油滴浮起以评价清洁度检查对象:油脂接触角法方法要点:水滴滴在清洁的表面上,由其接触角评价清洁度,清净表面其接触角接近于0°检查对象:油脂。
表面清洁度检测方法表面清洁度检测那可是超级重要的事儿!就好比给房子打扫卫生,你得知道到底干不干净吧?那怎么检测表面清洁度呢?嘿,这就有一套方法。
先说说直观观察法。
这就像你看一个人穿得干不干净,一眼就能瞧出个大概。
对于表面清洁度,咱也可以直接用眼睛看呀!看看表面有没有明显的污渍、灰尘啥的。
这方法简单吧?但可别小瞧它,有时候一些大的问题一下子就能发现。
不过,这也有局限性啊!有些小的污渍或者隐藏在角落里的脏东西可就不容易看出来了。
那怎么办呢?别急呀!还有擦拭法。
就像你用抹布擦桌子,看看抹布上有没有脏东西。
用干净的白布或者滤纸在表面擦拭,然后看看布或者纸上有没有留下污渍。
这就好比是个小侦探,能找到那些隐藏起来的“坏蛋”。
但是呢,擦拭的时候可得注意力度,别太用力把表面给擦坏了。
而且,选择的擦拭材料也得合适,不能本身就带着脏东西。
接着是溶剂法。
哎呀呀,这就像是给表面洗个澡。
用特定的溶剂去清洗表面,然后观察溶剂的变化。
如果溶剂变脏了,那就说明表面有脏东西。
这方法厉害吧?可是,用溶剂的时候可得小心啊!有些溶剂可能有毒,或者容易挥发,那可就危险了。
所以,一定要做好防护措施,戴上手套、口罩啥的。
还有一种检测方法叫紫外线检测法。
哇塞,这就像拿着一个神奇的手电筒去照表面。
在紫外线的照射下,一些污渍会发出特殊的荧光。
这可太神奇了!就好像在黑暗中找到了宝藏一样。
但是,这也需要专业的设备,而且不是所有的污渍都能被检测出来。
那在检测过程中安全性和稳定性咋保证呢?这可不能马虎。
首先,像使用溶剂的时候,一定要在通风良好的地方,不然万一中毒了咋办?那可就悲剧了。
还有,操作的时候要小心,别把自己给弄伤了。
稳定性方面呢,要保证检测方法的一致性,不能这次这样测,下次那样测,那结果肯定不一样啊!这就像你玩游戏,得有个规则,不能乱玩。
那表面清洁度检测都有啥应用场景呢?多了去了!比如在制造业,零件的表面清洁度直接影响产品的质量。
如果零件表面有脏东西,那组装起来的产品可能就会出问题。
表面清洁度检测方法金属表面镀层和有机涂层都应满足涂(镀)层致密、均匀一致、与基体结合牢固的要求。
而涂(镀)层中出现诸如涂(镀)层脱落、鼓泡或发花以及局部无涂覆层等,多数情况下都是由于金属涂(镀)前表面不洁净所致。
与有机溶剂涂料相比,以水为溶剂的金属表面涂覆处理,如电镀、阳极氧化、磷化以及水性涂料涂装等对金属表面的有机物污染更为敏感,即使是单分子层的污染物,都可能导致整个工艺的失败。
因此,材料表面涂(镀)前处理后的清洁度至关重要,本文就各种检验金属表面清洁度的方法做一总结。
1目测与光学法光亮金属表面上的油污可用肉眼和借助放大镜或光学显微镜进行观察。
其缺点是金属表面的钝态氧化膜及极薄的油污会检查不到。
对粗糙及不光亮的金属表面,上述方法就显得无能为力,但可通过用干净、洁白的棉花、布、纸对表面擦拭,然后观察其是否干净,以确定金属表面是否洁净。
2表面张力法根据表面油污对其表面能的影响,通过金属在一系列表面张力不同的试液中是否浸润以确定其表面能,据此判断其表面的干净程度。
如配成从80%乙酸20%水)(V/V,下同)到1%乙醇99%水的系列溶液,其表面张力相应地从24.5×10-5 N/cm增加到66.0×10-5 N/cm。
3油漆法将除油剂滴在金属表面上,然后蒸干,如无痕迹,表面金属表面是洁净的,如出现圆环则表明有油污存在。
4润湿法干净的金属表面是亲水的,因此,可以完全被水润湿,当金属表面含有油污时,会出现不被水浸润的断水区域。
基于是否亲水这一原理,除了最简单常用的呼气法和雾化器喷雾法外,还有以下几种检测手段。
由于金属的氧化膜也是亲水的,因此,这类方法大多不能检测出金属表面的氧化膜是否退净。
4.1喷射图案法用喷枪将含有0.1%染料的蒸馏水喷于已浸湿的金属表面,观察喷射面的图案。
有油污的地方,因不被水浸润不会显示染料色。
喷枪的操作条件是:空气压力5.9×10-4~9.8×10-4 Pa,距离60 cm,时间30~50 s。
金屬表面清潔度如何檢驗金屬表面鍍層和有機塗層都應滿足塗(鍍)層緻密、均勻一致、與基體結合牢固的要求。
而塗(鍍)層中出現諸如塗(鍍)層脫落、鼓泡或發花以及局部無塗覆層等,多數情況下都是由於金屬塗(鍍)前表面不潔淨所致。
與有機溶劑塗料相比,以水爲溶劑的金屬表面塗覆處理,如電鍍、陽極氧化、磷化以及水性塗料塗裝等對金屬表面的有機物污染更爲敏感,即使是單分子層的污染物,都可能導致整個工藝的失敗。
因此,材料表面塗(鍍)前處理後的清潔度至關重要,本文就各種檢驗金屬表面清潔度的方法做一總結。
1目測與光學法光亮金屬表面上的油污可用肉眼和借助放大鏡或光學顯微鏡進行觀察。
其缺點是金屬表面的鈍態氧化膜及極薄的油污會檢查不到。
對粗糙及不光亮的金屬表面,上述方法就顯得無能爲力,但可通過用乾淨、潔白的棉花、布、紙對表面擦拭,然後觀察其是否乾淨,以確定金屬表面是否潔淨。
2表面張力法根據表面油污對其表面能的影響,通過金屬在一系列表面張力不同的試液中是否浸潤以確定其表面能,據此判斷其表面的乾淨程度。
如配成從80%乙酸20%水)(V/V,下同)到1%乙醇99%水的系列溶液,其表面張力相應地從24.5×10-5 N/cm增加到66.0×10-5 N/cm。
3油漆法將除油劑滴在金屬表面上,然後蒸幹,如無痕迹,表面金屬表面是潔淨的,如出現圓環則表明有油污存在。
4潤濕法乾淨的金屬表面是親水的,因此,可以完全被水潤濕,當金屬表面含有油污時,會出現不被水浸潤的斷水區域。
基於是否親水這一原理,除了最簡單常用的呼氣法和霧化器噴霧法外,還有以下幾種檢測手段。
由於金屬的氧化膜也是親水的,因此,這類方法大多不能檢測出金屬表面的氧化膜是否退淨。
4.1噴射圖案法用噴槍將含有0.1%染料的蒸餾水噴於已浸濕的金屬表面,觀察噴射面的圖案。
有油污的地方,因不被水浸潤不會顯示染料色。
噴槍的操作條件是:空氣壓力5.9×10-4~9.8×10-4 Pa,距離60cm,時間30~50s。
荧光法测量金属表面清洁度
在电镀、漆凃等工艺过程中,对于金属表面的清洁程度要求十分严格,在金属的清洁过程中,如果无法进行清洁残留在金属表面的油污,容易造成被黏附油污的地方不通电,基体结合不牢等,造成工艺质量上的产品问题,sita表面清洁度仪能够为金属表面的洁净程度进行准确的判定。
一般来说,黏附在金属制品表面的油污,不外乎矿物油、动物油和植物油。
由于动植物油和碱作用发生皂化,称为皂化油。
而各种矿物油如石蜡、凡士林、多种润滑油等不与碱发生皂化反应,统称为非皂化油。
在肉眼观察的情况之下,往往无法能够准确的对于金属表面油污的洁净程度进行判断。
在以往的工艺流程中,对于金属表面的干净程度往往是根据经验来判定的。
相对于主观的判定来说, sita表面清洁度仪能顾对于金属表面的洁净程度提供可靠的数据支持。
德国SITA的洁净度测试仪。
通过荧光法克查出金属表面诸如油渍、油脂、冷却润滑剂以及蜡等污染物。
测试结果可为清洁时间、化学工艺和浸泡温度等整个清洁过程的优化提供可靠信息。
通过清洁过程中对金属部件的质量控制来确保产品的高质量要求。
SITA 表面清洁度仪
对于特殊的检验要求,它也可能适合LED的波长。
由于有机物被UV光激发后具有很强的自体荧光特性,因此仪器能够检查出油、油脂和残余表面活性剂的玷污物。
此外,它也可能用于检查腐蚀或者已知厚度的蜡层。
荧光法测量金属表面清洁度
在电镀、漆凃等工艺过程中,对于金属表面的清洁程度要求十分严格,在金属的清洁过程中,如果无法进行清洁残留在金属表面的油污,容易造成被黏附油污的地方不通电,基体结合不牢等,造成工艺质量上的产品问题,sita表面清洁度仪能够为金属表面的洁净程度进行准确的判定。
一般来说,黏附在金属制品表面的油污,不外乎矿物油、动物油和植物油。
由于动植物油和碱作用发生皂化,称为皂化油。
而各种矿物油如石蜡、凡士林、多种润滑油等不与碱发生皂化反应,统称为非皂化油。
在肉眼观察的情况之下,往往无法能够准确的对于金属表面油污的洁净程度进行判断。
在以往的工艺流程中,对于金属表面的干净程度往往是根据经验来判定的。
相对于主观的判定来说, sita表面清洁度仪能顾对于金属表面的洁净程度提供可靠的数据支持。
德国SITA的洁净度测试仪。
通过荧光法克查出金属表面诸如油渍、油脂、冷却润滑剂以及蜡等污染物。
测试结果可为清洁时间、化学工艺和浸泡温度等整个清洁过程的优化提供可靠信息。
通过清洁过程中对金属部件的质量控制来确保产品的高质量要求。
SITA 表面清洁度仪
对于特殊的检验要求,它也可能适合LED的波长。
由于有机物被UV光激发后具有很强的自体荧光特性,因此仪器能够检查出油、油脂和残余表面活性剂的玷污物。
此外,它也可能用于检查腐蚀或者已知厚度的蜡层。