钢结构常用焊接接头坡口形式分类图集(精)
- 格式:doc
- 大小:21.00 KB
- 文档页数:12
焊接接头种类及坡口形式2课时。
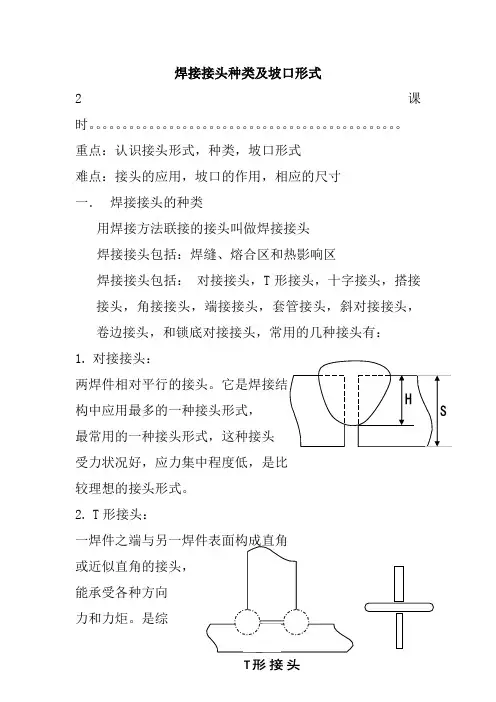
重点:认识接头形式,种类,坡口形式难点:接头的应用,坡口的作用,相应的尺寸一.焊接接头的种类用焊接方法联接的接头叫做焊接接头焊接接头包括:焊缝、熔合区和热影响区焊接接头包括:对接接头,T形接头,十字接头,搭接接头,角接接头,端接接头,套管接头,斜对接接头,卷边接头,和锁底对接接头,常用的几种接头有:1.对接接头:两焊件相对平行的接头。
它是焊接结构中应用最多的一种接头形式,最常用的一种接头形式,这种接头受力状况好,应力集中程度低,是比较理想的接头形式。
2.T形接头:一焊件之端与另一焊件表面构成直角或近似直角的接头,能承受各种方向力和力炬。
是综合性最好的接头。
仅次于对接接头的焊接接头3.角接接头两焊件端面构成在于30度小于135度夹角的接头。
这种接头受力状况不好,多用于箱形构件,根据焊件厚度不同常用于不重要的结构中。
4.搭接接头两焊件部分重叠构成接头,其应力分布不均匀。
疲劳强度较低,不是理想的接头形式,适用于被焊结构狭窄及密闭的时接结构。
二.坡口形式及坡口尺寸坡口形式共有三种:基本型、组合型、特殊型1.坡口的作用开坡口的目的就是保证电弧能深入根部,使根部焊透以便清除熔渣,获得较好的焊缝成型。
而且坡口能起到调节基本金属与填充金属的比例作用。
(手弧时熔深一般2—4MM)2.坡口形式(基本型)1)工形坡口不开坡口,两焊件之间留有一定的间隙,一般在5——6MM的焊件,保证焊透2)V形坡口是最常用的坡口形式,便于加工焊接为单面焊,焊后易产生角变形。
V形坡口加工容易,但焊后易产生角度变形。
3)X形坡口采用此坡口后,在厚度相等的情况下,能减少焊缝金属量1/2,并且对称焊接,焊后焊接形较小。
缺点是焊接时需要翻转焊件,X形坡口即能减少填充金属又能减少焊缝变形的坡口。
4)U形坡口在焊件厚度相同的条件下U形坡口的空间面积比X形坡口小得多,所以当焊件厚度较大,只能单面焊接时,为提高生产率,可采用U形坡口,但这种坡口由于根部有圆弧加工比较复杂,特别是在圆筒形焊件的筒壳上加工更加困难。
焊接接头坡口形式和尺寸的标记符合下列规定:单面或双面焊接代号反面衬垫类型代号坡口形式代号接头形式代号焊接方法及焊透种类代号1、焊接方法及焊透种类代号:代号焊接方法焊透种类GC 气体保护电弧焊药芯焊丝自保护焊完全焊透GP 部分焊透SC埋弧焊完全焊透SP 部分焊透SL 电渣焊完全焊透2、接头形式代号:代号接头形式B 对接接头T T型接头C 角接接头3、坡口形式代号:代号接头形式I I型坡口V V型坡口X X型坡口L 单边V型坡口K K型坡口对接焊缝坡口形状和尺寸 (板对接、型钢对接焊缝编号标记坡口形状示意图板厚(mm 焊接位置坡口尺寸(mm 备注1 GC-BI-2δb3≤δ<8 F b=0-3全熔透坡口清根2 GC-BL-2δbpα8≤δ<18 Fα=45°b=0-3 p=0-3全熔透坡口清根3 GC-BX-2δα1α2pHb18≤δ<40 Fα1=45°α2=60°b=0-3 p=0-3H=(32p -δ 全熔透坡口清根4 SC-BI-2δb8≤δ<20 F b=0全熔透坡口清根5SC-BV-2δbpα20≤δ<40 F α=60°b=0 p=6全熔透坡口清根6 SC-BX-2 δα2α1Hpb40≤δ<60 Fα1=45°α2=60°b=0 p=5H=(32p -δ 全熔透坡口清根注:板对接焊缝优先选用埋弧焊箱型主焊缝坡口形状和尺寸焊缝编号标记坡口形状示意图板厚(mm 焊接位置坡口尺寸(mm 备注7SC-CL-B1δtb αp10≤δ<20F α=45°b=6 p=0-1全熔透坡口8 SC-CV-B1tb δpα1α220≤δ<40Fα1=20°α2=15° b=8 p=0-1 全熔透坡口9SP-CL-1αδHb tδ<20 mm F α=60°b=0mm H=t/2部分熔透坡口10 SP-CV-1tαb δHδ≥20mm Fα=60°b=0mm H=t/2且不小于14mm部分熔透坡口焊接H型钢与十字柱主焊缝埋弧焊坡口形状和尺寸焊缝编号标记坡口形状示意图板厚(mm焊接位置坡口尺寸(mm备注11 SC-TI-2 δb6≤δ<14 F b=0全熔透坡口清根12 SC-TK-2δα1α2H pb14≤δ≤40 F α1=45°α2=60°b=0p=5H=(32p-δ全熔透坡口清根13 SP-TI-2 δb6≤δ<18 F b=0部分熔透坡口单侧熔深至少达到δ/314 SP-TL-2 δbαH18≤δ≤25 Fα=60°b=0mmH=t/2且不小于14mm部分熔透坡口15 SP-TK-2 δααH1H2Pb25<δ≤40 Fα=60°b=0H1=H2=δ31p=δ-H1-H2部分熔透坡口CO2 气体保护焊 T 型接头坡口形状和尺寸焊缝编号标记坡口形状示意图板厚(mm)焊接位置坡口尺寸(mm)备注δ α =45° α 16 GC-TL-2 6≤δ <20 b Fb=0-3 p=0-3 全熔透坡口清根p α 1=45° δ α1 α2 b α 2=60° 20≤δ ≤40 F b=0-3 p=0-3 2 H= ( p 3 17 GC-TK-2 全熔透坡口清根H p δ α =45° α b 18 GC-TL-B1 δ ≥8 Fb=6 p=0-1 全熔透坡口p δ α =45° α 19 GP-TL-2 10≤δ ≤20 b F b=0 H=δ /2 部分熔透坡口H δ bα =45° b=0 20<δ ≤40 F 1 H1=H2= 3 α 20 GP-TK-2 α 部分熔透坡口 H1 P H2 p=δ -H1-H2电渣焊坡口形状和尺寸焊缝编号标记坡口形状示意图板厚(mm)焊接位置坡口尺寸(mm)备注28 50 21 SL G δ ≤25 G=22 全熔透28 50 δ 22 SL G δ ≥25 G=25 全熔透δ。
焊接接头坡口形式和尺寸一、坡口的定义和分类焊接接头坡口是指为了在焊接过程中提供足够的焊缝厚度和焊接材料,而在接头的连接部位切割或加工出来的特殊形状。
根据焊接接头的不同要求和工件的材料、厚度等因素,坡口的形式和尺寸也会有所不同。
根据坡口的形状和槽底形式,坡口可以分为V型坡口、U型坡口、J 型坡口、X型坡口、Y型坡口等多种类型。
在实际焊接过程中,根据工件的要求和焊接材料的选择,选择合适的坡口形式可以提高焊接接头的强度和可靠性。
二、V型坡口V型坡口是最常见的一种坡口形式,它的形状呈V字形,可以分为单面V型坡口和双面V型坡口。
V型坡口适用于焊接板材的对接焊接,尤其适用于焊接厚板。
它的优点是焊接速度快,焊缝形状好,焊接质量高。
V型坡口的尺寸主要由坡口角度和坡口深度两个方面决定。
坡口角度是指V型坡口两侧的夹角,一般为60°或45°。
坡口深度是指焊接接头的两侧与板材表面之间的距离,一般为板材厚度的一半。
三、U型坡口U型坡口是一种槽底比较宽的坡口形式,它的形状呈U字形,适用于焊接板材的对接焊接。
U型坡口的尺寸主要由坡口宽度和槽底厚度两个方面决定。
坡口宽度是指U型坡口两侧的距离,一般为板材厚度的1.5倍。
槽底厚度是指坡口底部的宽度,一般为板材厚度的0.5倍。
四、J型坡口J型坡口是一种较为特殊的坡口形式,它的形状呈J字形,适用于焊接板材的角部连接。
J型坡口的尺寸主要由坡口底部的宽度和坡口深度两个方面决定。
坡口底部的宽度一般为板材厚度的0.5倍,坡口深度一般为板材厚度的0.5倍。
五、X型坡口X型坡口是一种较为复杂的坡口形式,它的形状呈X字形,适用于焊接板材的重要连接部位。
X型坡口的尺寸主要由两个方面决定:一是坡口的宽度,一般为板材厚度的1.5倍;二是坡口的深度,一般为板材厚度的一半。
六、Y型坡口Y型坡口是一种较为特殊的坡口形式,它的形状呈Y字形,适用于焊接板材的角部连接。
Y型坡口的尺寸主要由两个方面决定:一是坡口的宽度,一般为板材厚度的1.5倍;二是坡口的深度,一般为板材厚度的0.5倍。
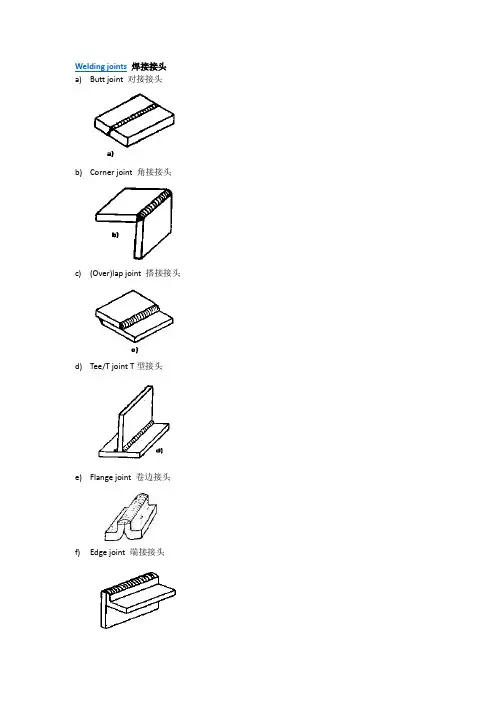
焊接接头的形式及示意图焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。
如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。
根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。
接头设计确定了其形状,尺寸和结构。
在图4.1的AWS A3.0 (1994 版) 标准术语和定义中增加了卷边接头和铰接焊接接头。
图4.3,卷边接头是五种基本接头形式中的一种,其形成的焊缝接头中至少要有一组成件是卷边形状。
铰接焊接接头是“有另一工件跨越对接接头并分别焊接在要被连接的工件上”(见图4.4)。
图4.1-AWS A3.0,标准焊接术语及定义形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。
图4.4和4.5对每种焊件都有描述。
对接焊件是用一个对接件防止另一焊接件沿垂直壁厚方向移动。
例如,对接接头的两个焊件都是对接焊件,T型接头或角接接头中的一个焊接件就是对接焊件。
非对接焊件就是一接头焊件可沿垂直其壁厚方向任意移动。
例如,搭接接头的两个焊件都是非对接焊件,T型接头或角接接头中的一个焊件就是非对接焊件。
铰接焊件就是跨在对接接头上的工件。
图4.4中给出了两个实例,用于连接对接接头的铰接。
焊缝的形式是用接头的几何形状来表示的。
接头的几何形状就是焊前的截面尺寸及形状。
从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
图4.6给出了用于焊接制造中焊缝常见的端部形状。
从图4.7到4.11提供的截面图中可发现焊缝符号与各种端部形状组合之间的关系。
各种不同端部形状的组合也形成了各种不同的接头形状,即形成了如图4.2所示的五种基本接头形式的各种情况。
其它的一些焊缝形式和坡口设计可用它们的结构或者成形的形状来表示,这些形状包括端部的形状或是表面制备的形状。
图4.4——铰接对接接头焊接接头部件接头型式确定后,有必要描述所要求的接头设计。
焊接接头种类及坡口形式2课时。
重点:认识接头形式,种类,坡口形式难点:接头的应用,坡口的作用,相应的尺寸一.焊接接头的种类用焊接方法联接的接头叫做焊接接头焊接接头包括:焊缝、熔合区和热影响区焊接接头包括:对接接头,T形接头,十字接头,搭接接头,角接接头,端接接头,套管接头,斜对接接头,卷边接头,和锁底对接接头,常用的几种接头有:1.对接接头:两焊件相对平行的接头。
它是焊接结构中应用最多的一种接头形式,最常用的一种接头形式,这种接头受力状况好,应力集中程度低,是比较理想的接头形式。
2.T形接头:一焊件之端与另一焊件表面构成直角或近似直角的接头,能承受各种方向力和力炬。
是综合性最好的接头。
仅次于对接接头的焊接接头3.角接接头两焊件端面构成在于30度小于135度夹角的接头。
这种接头受力状况不好,多用于箱形构件,根据焊件厚度不同常用于不重要的结构中。
4.搭接接头两焊件部分重叠构成接头,其应力分布不均匀。
疲劳强度较低,不是理想的接头形式,适用于被焊结构狭窄及密闭的时接结构。
二.坡口形式及坡口尺寸坡口形式共有三种:基本型、组合型、特殊型1.坡口的作用开坡口的目的就是保证电弧能深入根部,使根部焊透以便清除熔渣,获得较好的焊缝成型。
而且坡口能起到调节基本金属与填充金属的比例作用。
(手弧时熔深一般2—4MM)2.坡口形式(基本型)1)工形坡口不开坡口,两焊件之间留有一定的间隙,一般在5——6MM的焊件,保证焊透2)V形坡口是最常用的坡口形式,便于加工焊接为单面焊,焊后易产生角变形。
V形坡口加工容易,但焊后易产生角度变形。
3)X形坡口采用此坡口后,在厚度相等的情况下,能减少焊缝金属量1/2,并且对称焊接,焊后焊接形较小。
缺点是焊接时需要翻转焊件,X形坡口即能减少填充金属又能减少焊缝变形的坡口。
4)U形坡口在焊件厚度相同的条件下U形坡口的空间面积比X形坡口小得多,所以当焊件厚度较大,只能单面焊接时,为提高生产率,可采用U形坡口,但这种坡口由于根部有圆弧加工比较复杂,特别是在圆筒形焊件的筒壳上加工更加困难。
焊接接头和坡口形式焊接接头形式可分为:对接接头、T形接头、角接接头和搭接接头。
一、对接接头将两块钢板对在一起焊接,称为对接;一块钢板卷成圆筒后对在一起焊接,也属对接。
对接接头容易焊透,受力情况好,应力分布均匀,联接强度高,因而焊接接头质量容易保证。
为了保证焊接质量,必须在焊接接头处开适当的坡口。
坡口的主要作用是保证焊透,此外,坡口的存在还可形成足够容积的金属液熔池,以便焊渣浮起,不致造成夹渣。
坡口的几何尺寸必须设计好,以便减少金属填充量、减少焊接工作量和减少变形。
对接接头形式如图2-14所示。
对于钢板厚度在6 mm以下的双面焊,因其手工焊的熔深可达4 mm故可以不开坡口,如图2-14(a)所示。
对于厚度在6-40 mm的钢板,可采用如图2-14 (b)所示的V 形坡口,进行双面焊。
在无法进行双面焊时,也可采用带垫板(厚度》3mm的单面焊。
由于垫板的存在,不易被烧穿。
当板厚为12-60mnS寸,可采用如图2-14 (c)示的X形坡口。
在板厚相同的情况下,采用X形坡口可减少焊条金属量二分之一左右,而且焊件的变形及所产生的内应力相应小些,因此它多用于厚度较大并变形要求较小的工件。
X形坡口有对称的;还有不对称的,即一侧深另一侧浅。
较浅的一侧焊接工作量小些图2-14(d)(e)分别为单U形坡口及双U形坡口,这类坡口的填敷金属量均较V形坡口少些,焊件变形也较小,但其坡口加工较困难,故一般只在较重要的焊接结构时采用。
当对接的两块钢板厚度不相等时,为了防止焊接时薄的一边金属过热,而厚的一边金属难于熔化的现象,避免焊不透或烧穿;为了减少由于接头处厚度不等、刚度不一而产生焊接变形与裂纹的可能性,应采用如图2-15所示的厚度过渡开坡口的形式。
在考虑焊接接头时采用等厚度焊接是一条很重要的原则。
当薄板厚度w 10mn,两板厚度差》3mm或当薄板厚度>10mn而两板厚度差大于薄板厚度的30%,或超过5mm时,均应按图2-15的要求削薄厚度边缘。
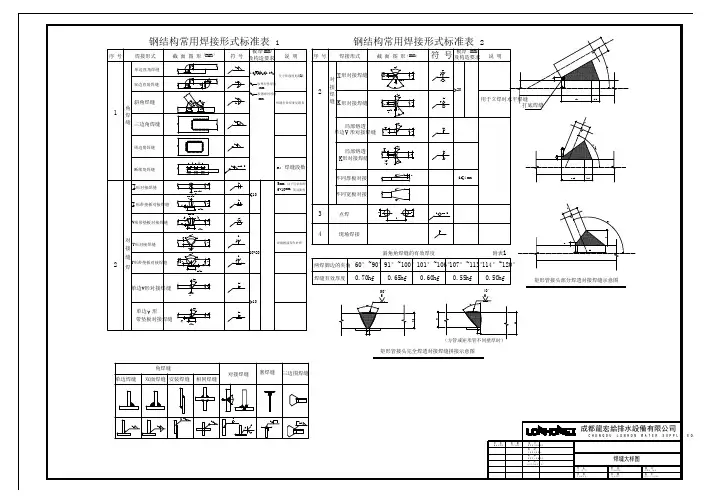
三、常用的坡口形式
常用坡口形式包括:Y形坡口、VY形坡口、带钝边U形坡口、I 形坡口、V型带垫板坡口、Y型带垫板坡口、双U型坡口带钝边、双Y型坡口带钝边、K型坡口、I型坡口(T接)、Y形坡口(T接)、V型带垫板(T接)、单边V形坡口(T接)、单边V形带垫板(对接)、I 型坡口(搭接)、I型坡口(气电立焊)、V型坡口(气电立焊)、X型坡口(气电立焊)、单边V形坡口、带钝边单边V形坡口、2/3双Y形坡口等21种(见表1)。
焊接过程中,我们根据材质、板厚、焊接方法等因素的不同,合理选择不同的坡口形式进行焊接。
四、焊缝代号
焊缝代号由基本符号、辅助符号、引出线和焊缝尺寸符号等组成,基本符号和辅助符号在图纸上用粗实线绘制,引出线用细实线绘制。
1、基本符号
基本符号是表示焊缝横截面形状的符号,它采用近似于焊缝横截面形状的符号来表示,基本符号表示方法见表2
基本符号表表2
焊缝尺寸一般不标注。
如果设计要求或生产需要注明焊缝尺寸,焊缝尺寸符号表示方法见表4。
焊缝标注时,应注意其标注位置的正确性。
标注位置规定如下:(1)在焊缝符号左边标注:钝边高度p,坡口高度H,焊角高度K,焊缝余高h,熔透深度s,根部半径R,焊缝宽度c,焊点直径d。
(2)在焊缝符号右边标注:焊缝长度l,焊缝间隙e,相同焊缝数量n。
機添共委托书
编号:F550
规格:600mm X 150mm X 60mm
数量:2块
添共内容:
1. 显微组织分析试样:垂直於轧制方向切10mm,取样位置如圖1所示
垂直于轧
制方向切
10mm
2. 坡口添共:示意圖如圖2
=8o
=10mm
8mm 60mm
=8o
圖1 F550坡口添共示意圖
编号:X120
规格:600mm X 150mm X 16mm 数量:10块
1. 显微组织分析试样:垂直於轧制方向切10mm ,取样位置如圖1所示。
2. 坡口添共:示意圖如圖2。
圖2 X120坡口添共示意圖
=50o
2mm
16mm
25o
垂直于轧制方向切10mm
编号:Q690E-N
规格:600mm X 150mm X 30mm 数量:6块 添共内容:
1. 显微组织分析试样:垂直於轧制方向切10mm ,取样位置如圖1所示
2. 坡口添共:示意圖如圖2
圖2 Q690E-N 坡口添共示意圖
30mm
=25o
=25o
19mm
9mm
2mm
垂直于轧制方向切10mm。
焊接接头形式及坡口焊接接头是焊接过程中连接被焊接构件的关键部位。
根据连接的部位和形式,焊接接头可以分为以下几种形式:对接接头、角接头、搭接接头、T型接头、衬垫接头和圆接头。
而根据焊缝的几何形状和转角,焊接接头的坡口形式可以分为以下几种:坡口无坡口、斜坡口、U型坡口、V型坡口、J型坡口和X型坡口等。
下面将分别对这些焊接接头形式及坡口进行详细介绍。
对接接头是最简单的焊接接头形式,是将两块相互平行或成角度的基金连接在一起,然后在接触面上进行焊接。
对接接头的坡口形式包括:直角坡口、钝角坡口、斜坡口、曲面坡口等。
其中直角坡口是最常见的坡口形式。
角接头是将两块相互成角度的基金连接在一起,然后在接触面上进行焊接。
角接头的坡口形式包括:直角坡口、锐角坡口、钝角坡口等。
搭接接头是将一块基金放在另一块上,然后在搭接部位进行焊接。
搭接接头的坡口形式包括:单搭接和双搭接等。
T型接头是将一块基金放在另一块基金的正上方或正下方,形成一个T字形。
T型接头的坡口形式有:单边坡口和双边坡口等。
衬垫接头是将一块被焊接构件放在另一块基金上,然后在两者之间放置衬垫。
衬垫接头的坡口形式包括:单坡衬垫、双坡衬垫等。
圆接头是将两个相对靠近的圆柱体或圆锥体焊接在一起的接头形式。
圆接头的坡口形式包括:圆弧坡口、椭圆坡口等。
以上是常见的焊接接头形式及坡口形式的介绍,不同的接头形式和坡口形式适用于不同的焊接情况。
选择合适的焊接接头形式及坡口形式可以提高焊接接头的连接强度和质量,确保焊接接头的使用安全。
在进行焊接接头设计时,应根据工件材料、厚度、焊接方法、焊缝要求等因素,选择合适的接头形式和坡口形式,进行合理的设计和安排,以保证焊接接头的性能和质量。
管道焊接常用的坡口形式和尺寸管道焊接常用的坡口形式和尺寸表 3-27项次厚度T(mm)坡口名称钢制管道焊接坡口的形式和尺寸坡口尺寸坡口形式间隙 c钝边 p坡口角度注备( mm)(mm)α(β)(°)1~313~6I 型坡口3~929~26Y 形坡口6~939~26带垫板 V 形坡口412~60X 形坡口520~60双V形坡口620~60U 形坡口7T 形接头2~30I 形坡口6~1010~17T 型接头8单边 V 型坡口0~1.5—0~2.50~20~20~30~33~50~24~60~20~30~30~31~30~31~30~2—0~20~20~30~3单面焊—双面焊65~7555~6545~5555~6565~75(8~12)(8~12)—45~5517~300~40~4· 1·管道焊接常用的坡口形式和尺寸920~40管径T形接头对称 K 形接口0~32~345~5550~6010 11 12 13 14φ≤ 76管径φ76~133管座坡口2~3管座坡口2~3法兰角焊接头—承插焊接法兰 1.6承插焊接接头 1.6—(30~35 )—45~60K=1.4T ,且不大于颈——部厚度;E=6.4 ,且不大于 TK=1.4T ,且不大于颈部厚度K=1.4T ,且不小于 3.2· 2·。