36
(3)刚性固定法
• 1) 将焊件固定在刚性平台上。
薄板拼接时的刚性固定
37
2)将焊件组合成刚性更大或对称的结构。
T形梁的刚性固定和反变形
38
• 3)利用焊接夹具增加结构的刚性和拘束。
对接拼板时的刚性固定
39
• (4) 选择合理的装配 焊接顺序。装配焊接顺 序对焊接结构变形的影 响很大。 1)大型而复杂的焊接结 构,只要条件允许,把 它分成若干个结构简单 的部件,单独进行焊接 ,然后再总装成整体。 2)正在施焊的焊缝应昼 靠近结构截面的中性轴 。
31
四、焊接变形的控制与矫正
1. 设计措施
• (1)合理地选择焊缝
的尺寸和形状(如图) • 在保证结构承载力的 情况下,尽可能采用较小 的焊缝尺寸, 减少热输 入对材料性能的影响, 并降低成本。
32
(2)合理选择焊缝长度和数量 只要允许,多采用型材、 冲压件;焊缝多且密集处,可 以采用铸—焊联合结构,就可 以减少焊缝数量。此外,适当 增加壁板厚度,以减少肋板数 量,或者采用压型结构代替肋 板结构,都对防止薄板结构的 变形有利。
3
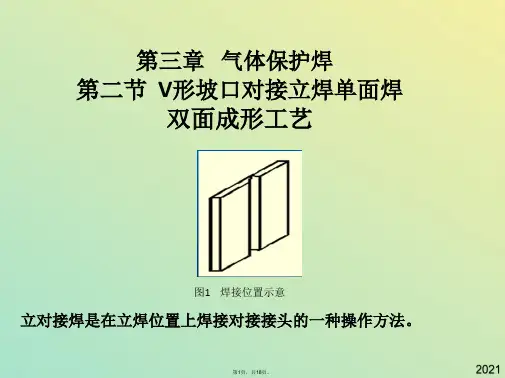
(a)I形坡口 (b)V形坡口 (c)X坡口 (d)U形坡口 (e)双U形坟口
4
1.2角接接头 两焊件端面间构成300-1350夹角的接头,称 为角接接头。根据坡口型式的不同,分为不开 坡口、单边V形、V形及K形等4种型式
(a)不开坡口 (b)单边V形坡口 (c)V形坡口 (d)K形坡口
5
1.3T形接头 一焊件端面与另一焊件表面构成复角或 近似直角的接头,称为T形接头。其应用 范围仅次于对接接头。根据坡口形式不同 ,分为不开坡口、单边V形、K形和双U形 等4种
45