表面粗糙度等级
- 格式:docx
- 大小:36.68 KB
- 文档页数:2



粗糙度等级对照表粗糙度等级对照表是一种对物体表面粗糙度的标准评价方法,可以用来衡量和比较不同物体的表面粗糙程度。
为了更好的理解和应用表面粗糙度,人们研究与粗糙度相关的物理机理,并建立了一套表面粗糙度评价标准。
粗糙度等级对照表主要根据粗糙的测量方法,将表面粗糙度分为7个级别,分别为R0、R1、R2、R3、R4、R5和R6,其中R0代表最平滑的表面,R6代表最粗糙的表面。
R0级:表面粗糙度非常平滑,能完全反映出物体表面的细节,适用于家具表面、镜子表面、洗盘、饰品等。
R1级:表面粗糙度较高,表面有轻微的细纹,适用于汽车表面、家具表面、洗手盆等。
R2级:表面粗糙度略高,表面带有轻微的凹槽,适用于汽车表面、厨房瓷砖、门窗框架、洗衣槽等。
R3级:表面粗糙度较高,表面带有较多凹槽,适用于门窗表面、碗盆表面、家用电器外壳、工业制品表面等。
R4级:表面粗糙度较高,表面带有较多凹槽,适用于墙面表面、地板表面、染料、木材表面等。
R5级:表面粗糙度较高,表面带有大量凹槽,适用于农具表面、工业装置表面、走廊表面等。
R6级:表面粗糙度很高,表面有大量凹槽,适用于工业用地表面、公路表面、污水处理装置表面等。
综上所述,可以看出,R0-R6粗糙度等级是一套精心设计的分级标准,可以根据不同物体的表面粗糙程度进行准确测量和评价。
除了根据该标准评价表面粗糙度之外,人们还可以结合表面粗糙度检测仪器,实现对于物体表面粗糙度的准确检测。
由于粗糙度对于家具、汽车表面等物体的安全性、外观美观程度有着重要的影响,因此,表面粗糙度等级对照表成为了各行各业检测和评价物体表面粗糙度的重要工具。
粗糙度等级对照表在计算机编程中也有着广泛的应用,通过对平面和立体对象的粗糙度数据计算,可以方便地计算复杂的表面粗糙度模型。
同时,粗糙度等级对照表还可以应用于航空、航天、汽车、生物工程等领域,用于测量和比较细微的表面结构,为相关领域的研究提供帮助。
综上,粗糙度等级对照表是一种精准的物体表面粗糙度检测和评价标准。

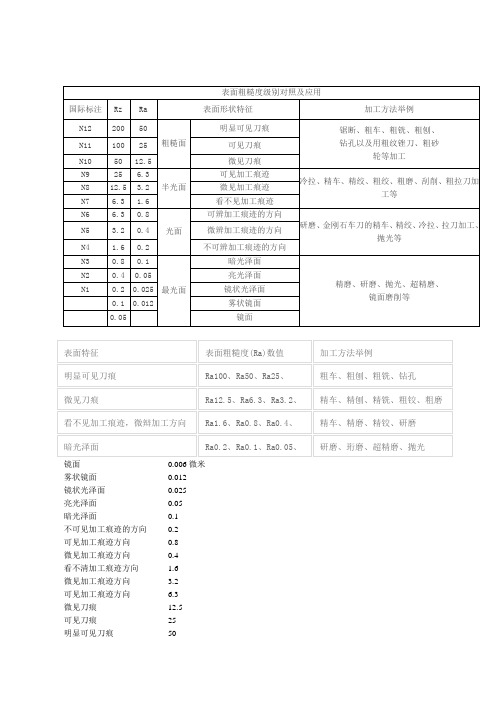
表面粗糙度等级对照表表面特征表面粗糙度(Ra)数值加工方法举例明显可见刀痕 Ra100、Ra50、Ra25、粗车、粗刨、粗铣、钻孔微见刀痕 Ra12.5、Ra6.3、Ra3.2、精车、精刨、精铣、粗铰、粗磨精车、精磨、精铰、研磨、Ra0.8Ra0.4、看不见加工痕迹,微辩加工方向、Ra1.6 研磨、珩磨、超精磨、抛光、Ra0.05、Ra0.1、Ra0.2 暗光泽面.表面粗糙度等级对照表微米0.006镜面0.012雾状镜面0.025镜状光泽面0.05亮光泽面0.1暗光泽面0.2不可见加工痕迹的方向0.8可见加工痕迹方向0.4微见加工痕迹方向 1.6看不清加工痕迹方向 3.2微见加工痕迹方向 6.3可见加工痕迹方向12.5微见刀痕1级m=100μ\值不大于Ra表面粗糙度等级对照表表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻xx壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重xx眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖的表面,内、外花键的非定xx等的端面。
紧固件的自由表面,紧固件通表面粗糙度等级对照表心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。

镜面0.006微米雾状镜面0。
012镜状光泽面0。
025亮光泽面0。
05暗光泽面0.1不可见加工痕迹的方向0。
2可见加工痕迹方向0。
8微见加工痕迹方向0。
4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12。
51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12。
5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6。
3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1。
6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0。
镜面0.006微米雾状镜面0。
012镜状光泽面0。
025亮光泽面0。
05暗光泽面0。
1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0。
4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向6。
3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12。
5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1。
6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0。
8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
为大家提供一些简单的数据:Ra max/μm表面特征加工方法常用类型0.0063雾状表面块规的工作表面,高精度测量仪器的测量面,高精度仪器摩擦机构的支承表面。
0.012雾状镜面仪器的测量表面和配合表面,尺寸超过100mm的块规工作面。
0.025镜面光泽面高压柱塞泵中柱塞和柱塞套的配合表面,中等精度仪器零件配合表面,尺寸大于120mm的IT6级孔用量规、小于120mm的IT7~IT9级轴用和孔用量规测量表面。
0.05亮光泽面保证高气密性的接合表面,如活塞、柱塞和汽缸内表面。
摩擦离合器的摩擦表面。
对同轴度有精确要求的轴和孔。
滚动导轨中的钢球或滚子和高速摩擦的工作表面。
0.1暗光泽面超级加工工作时承受较大变应力作用的重要零件的表面。
保证精确定心的锥体表面。
液压传动用的孔表面。
汽缸套的内表面,活塞销的外表面,仪器导轨面,阀的工作面。
尺寸小于120mm的IT10~IT12级孔和轴用量规测量面等。
0.2不可辩加工痕迹方向布轮磨、磨、研磨、超级加工工作时承受变应力的重要零件表面,保证零件的疲劳强度、防蚀性及耐久性,并在工作时不破坏配合性质的表面,如轴颈表面、要求气密的表面和支承表面、圆锥定心表面等。
IT5、IT6级配合表面、高精度齿轮的齿面,与C级滚动轴承配合的轴颈表面,尺寸大于315mm的IT7~IT9级孔和轴用量规及尺寸大于120~315mm的IT10~IT12级孔和轴用量规的测量表面。
0.4微辨加工痕迹方向铰、磨、镗、拉、刮3~10点/cm2、滚压要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的轮齿表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴颈表面,与橡胶密封件接触的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面。
0.8可辨加工痕迹方向车、磨、立铣、刮3~10点/cm2、镗、拉、滚压要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴颈和外壳孔,中速转动的轴颈,直径超过80mm的E、D级滚动轴承配合的轴颈及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔,间隙配合IT8~IT9级的孔,磨靡削的齿轮表面等。
表面粗糙度等级表面粗糙度是指材料表面附着物和不附着物所形成的不同高度粗糙特征组成,它是由表面不同类型的坑洞或凹凸所形成的粗糙度组成。
表面粗糙度的测量可以用来衡量材料的表面性能,其中最常用的就是粗糙度等级。
粗糙度等级是根据表面的不同表面粗糙度而定的,其结果可以用来衡量表面的平坦度以及表面的粗糙度。
表面粗糙度等级一般以米(μm)为单位进行测量,也可以用毫米(mm)、毫微米(m)或纳米(n)为单位测量。
常见的表面粗糙度等级有三类,即金属粗糙度(Ra)、深层粗糙度(Rz)和表面质量(Rq)。
一、金属粗糙度(Ra):金属粗糙度(Ra)是表面最平坦的部分的平均粗糙度,它是表面粗糙度的主要衡量指标之一,是指在指定的尺寸范围内,表面所有点的距离平均值,在这个范围内,可以采样某一小部分点,计算每个点与其他点之间的距离,然后再把所有点之间的距离累加,最后将其和除以采样点的个数。
二、深层粗糙度(Rz):深层粗糙度(Rz)是表面最高点和最低点的差值,它表示表面整体的粗糙度,通常用于测量有明显凹凸细节的表面,它可以反映表面的粗糙度的变化情况,在表面的一定尺寸范围内,测量所有的高点和低点的差值,最后将其累加求平均值。
三、表面质量(Rq):表面质量(Rq)是由不同粗糙度点之间的距离所减少的表面精度,它可以反映出不同变形情况下表面的整体精度,也可以反映出表面中各类型凹凸细节的数量,在表面某一尺寸范围内,测量每个点与其他点之间的距离,将每个点到其他点的距离累加求和后,最后再除以采样点的总数。
以上就是表面粗糙度等级的基本介绍。
表面粗糙度等级在工业生产中有着重要的意义,它可以用来衡量材料的表面性能,为材料的运用和使用提供依据。
因此,表面粗糙度等级的测量和控制工作是十分重要的,它可以检测出表面粗糙度等级的变化,以及表面质量的精度,实现对表面性能的优化,从而提升产品的质量和使用性能。
虽然表面粗糙度等级的测量工作看似简单,但它的检测细节还是很复杂的,尤其是在纳米尺度上,其表面粗糙度等级的变化无法直接观察到。
表面粗糙度等级
表面粗糙度等级
1、常见8级表面粗糙度等级:
①参考抛光度等级(Ra):(1)Ra≤0.4 μm;(2)0.4 μm<Ra≤0.8 μm;
(3)0.8 μm<Ra≤1.6 μm;(4)1.6 μm<Ra≤3.2 μm;(5)3.2 μm<Ra≤6.3 μm;
(6)6.3 μm<Ra≤12.5 μm;(7)12.5 μm<Ra≤25 μm;(8)25 μm<Ra≤50 μm。
②参考抛光形貌等级:(1)细致光滑;(2)细腻温和;(3)粗糙温和;(4)细
节清晰;(5)粗糙清晰;(6)粗糙粗糙;(7)明显粗糙;(8)粗糙凹凸。
2、ISO表面粗糙度等级:
①参考抛光度等级(Ra):(1)Ra≤1.6 μm;(2)1.6 μm<Ra≤3.2 μm;
(3)3.2 μm<Ra≤6.3 μm;(4)6.3 μm<Ra≤12.5 μm;(5)12.5 μm<Ra≤25
μm;(6)25 μm<Ra≤40 μm;(7)40 μm<Ra≤63 μm;(8)63 μm<Ra≤125 125 μm。
②参考抛光形貌等级:(1)光滑光滑;(2)细腻柔和;(3)粗糙柔和;(4)细
节清晰;(5)粗糙清晰;(6)粗糙混乱;(7)显著粗糙;(8)粗糙凹凸。
3、JIS表面粗糙度等级:
①参考抛光度等级(Ra):(1)Ra≤1.6 μm;(2)1.6 μm<Ra≤3.2 μm;
(3)3.2 um<Ra≤6.3 μm;(4)6.3 μm<Ra≤12.5 μm;(5)12.5 μm<Ra≤25
μm;(6)25 μm<Ra≤50 μm;(7)50 μm<Ra≤100 μm;(8)100 μm<
Ra≤500 μm。
②参考抛光形貌等级:(1)极高光滑;(2)高光滑;(3)细腻柔和;(4)柔和
细节;(5)柔和粗糙;(6)粗糙重叠;(7)粗糙凹凸;(8)明显粗糙。
以上就是关于常见8级表面粗糙度等级的介绍,我们可以通过上述表
面粗糙度等级来参考我们的加工表面,从而实现加工表面的合理要素。
表面粗糙度是一个非常重要的参数,它能够直接反映出材料的加工质量,所以能够合理的来控制表面粗糙度等级,对于确保产品的质量有
很大的帮助。
在研究表面粗糙度等级的过程中,一定要深入理解其背后的原理,正
确使用,这样才能制出最优质的产品。
因此,正确理解表面粗糙度等
级是制造优质产品的重要举措,同时要及时跟踪表面粗糙度等级变化,确保制造出最终上市的优质产品。