最新互换性与技术测量第四章_表面粗糙度及检测
- 格式:ppt
- 大小:2.67 MB
- 文档页数:7


互换性与测量技术基础之表面粗糙度测量专业:机械设计制造及其自动化1105班姓名:高朋学号:110415042013年12月17日目录互换性与测量技术基础之表面粗糙度测量 (1)一.实验目的 (3)二.实验用具 (3)三.实验内容 (3)(1)用表面粗糙度样板确定Ra值。
(3)(2)用RM-20袖珍式表面粗糙度仪检测。
(3)(3)用TR220手持式粗糙度仪,测量Ra、Ry、Rz。
(6)四.数据处理 (7)五.实验感悟与体会 (9)六.上网研究 (9)七. 我的创新 (13)一.实验目的1、掌握表面粗糙度检测常用仪器的原理与使用方法。
2、加深对参数Ra、Rz、Ry的理解。
二.实验用具样板、RM-20袖珍式表面粗糙度仪、TR220手持式粗糙度仪、信号采集系统、PC机三.实验内容(1)用表面粗糙度样板确定Ra值比较法:将被测表面粗糙度样板直接进行比较。
前提:两者的加工方法和材料应尽可能相同,否则将产生较大误差,用肉眼或借助于放大镜等比较,也可以手摸,指甲划动的感觉来判断被测表面的粗糙度(指比较粗糙的工件)。
样板不能用手乱摸,防止生锈。
这种方法一般多用于车向或评定Ra值较大的工件。
评定的准确性很多程度上取决于检验人员的经验。
(2)用RM-20袖珍式表面粗糙度仪检测材料:碳化硅加工方法:电火花注意事项:指定样件,指定表面才能使用该仪器,粗糙面严紧使用,否则损坏一起。
Ra最大只能测15um。
图1 RM-20袖珍型表面粗糙度仪RM-20袖珍型表面粗糙度仪的使用方法:A.开机打开电源开关,电源接通,屏幕显示为0.B.功能选择如果需要选择测量参数Rz,将手指轻触图一中3键,屏幕左上角将会有Rz字样的显示,表明现在切换为测量Rz模式。
如果需要选择取样长度,将手指轻按图一中4键,屏幕右方将会有取样长度示数的变化,再轻触4键,取样长度示数会再次发生变化,再轻触4键,屏幕将循环到最初形式。
C.参数选择如果需要选择测量参数Ra,将手指轻触图1中3键,如果需要选择测量参数Rz,将手指轻触图1中3键,屏幕将显示Rz值,再直接按3键,屏幕将回到Ra值。


互换性与技术测量实验指导书《互换性与技术测量》实验指导书卢桂萍编写机械与车辆学院二0一0年三月目录实验一孔轴配合的认识及基本技术测量实验二用立式光学计测量轴径实验三用合象水平仪测量直线度误差实验四表面粗糙度测量实验五齿轮测量实验一孔轴配合的认识及基本技术测量一、实验目的1.掌握技术测量的基本概念、基本知识;2.加深对光滑圆柱体结合的公差与配合的认识;3.学会选择并组合量块;4.认识和学会使用几种常用的机械式量仪;5.了解随机误差的处理。
二、实验内容1.观察减速箱中孔轴配合的类型;2.测量方法分类、测量工具介绍;2.量块的选择及组合;4.量仪的使用及测量。
三、测量原理及计量器具说明第一节技术测量的基本知识一、测量的一般概念技术测量主要是研究对零件的几何参数进行测量和检验的一门技术。
所谓“测量”就是将一个待确定的物理量,与一个作为测量单位的标准量进行比较的过程。
他包括四个方面的因素,即:测量对象、测量方法、测量单位和测量精度。
“检验”具有比测量更广泛的含义。
例如表面疵病的检验,金属内部缺陷的检验,在这些情况下,就不能采用测量的概念。
二、长度单位基准及尺寸传递系统为了保证测量的准确度,首先需要建立统一可靠的测量单位。
公制的基本长度单位为米(m),机械制造中常用的公制单位为毫米(mm),精密测量时,多用微米(μm)为单位,它们之间的换算关系为:1m=1000mm1mm=1000μm使用光速作为长度基准,虽然可以达到足够的准确,但却不便于直接应用在生产中的尺寸测量。
为保证长度基准量值能够准确地传递到生产中去,在组织上和技术上都必须建立一套系统,这就是尺寸传递系统。
如表1-1为我国尺寸传递图表,它体现了我国尺寸传递的全过程。
表1-1 尺寸传递系统三、测量工具的分类测量工具可按其测量原理、结构特点及用途分以下四类:1.基准量具:①定值基准量具;②变值量具。
2.通用量具和量仪:它可以用来测量一定范围内的任意值。
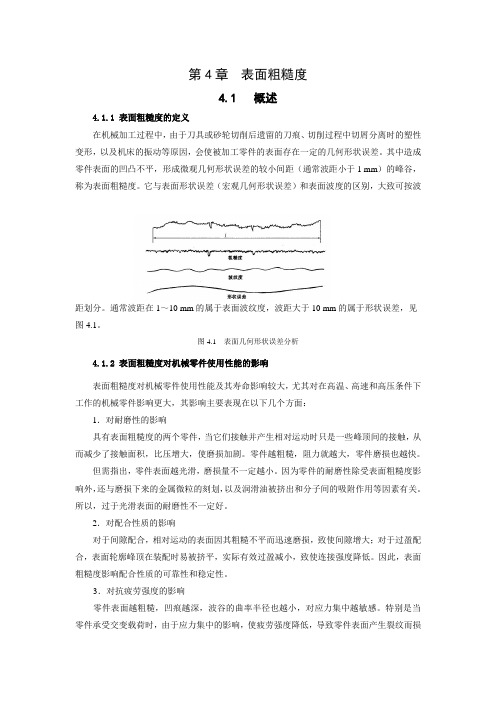
第4章表面粗糙度4.1 概述4.1.1 表面粗糙度的定义在机械加工过程中,由于刀具或砂轮切削后遗留的刀痕、切削过程中切屑分离时的塑性变形,以及机床的振动等原因,会使被加工零件的表面存在一定的几何形状误差。
其中造成零件表面的凹凸不平,形成微观几何形状误差的较小间距(通常波距小于1 mm)的峰谷,称为表面粗糙度。
它与表面形状误差(宏观几何形状误差)和表面波度的区别,大致可按波距划分。
通常波距在1~10 mm的属于表面波纹度,波距大于10 mm的属于形状误差,见图4.1。
图4.1 表面几何形状误差分析4.1.2 表面粗糙度对机械零件使用性能的影响表面粗糙度对机械零件使用性能及其寿命影响较大,尤其对在高温、高速和高压条件下工作的机械零件影响更大,其影响主要表现在以下几个方面:1.对耐磨性的影响具有表面粗糙度的两个零件,当它们接触并产生相对运动时只是一些峰顶间的接触,从而减少了接触面积,比压增大,使磨损加剧。
零件越粗糙,阻力就越大,零件磨损也越快。
但需指出,零件表面越光滑,磨损量不一定越小。
因为零件的耐磨性除受表面粗糙度影响外,还与磨损下来的金属微粒的刻划,以及润滑油被挤出和分子间的吸附作用等因素有关。
所以,过于光滑表面的耐磨性不一定好。
2.对配合性质的影响对于间隙配合,相对运动的表面因其粗糙不平而迅速磨损,致使间隙增大;对于过盈配合,表面轮廓峰顶在装配时易被挤平,实际有效过盈减小,致使连接强度降低。
因此,表面粗糙度影响配合性质的可靠性和稳定性。
3.对抗疲劳强度的影响零件表面越粗糙,凹痕越深,波谷的曲率半径也越小,对应力集中越敏感。
特别是当零件承受交变载荷时,由于应力集中的影响,使疲劳强度降低,导致零件表面产生裂纹而损坏。
4.对接触刚度的影响由于两表面接触时,实际接触面仅为理想接触面积的一部分。
零件表面越粗糙,实际接触面积就愈小,单位面积压力增大,零件表面局部变形必然增大,接触刚度降低,影响零件的工作精度和抗振性。
《互换性与技术测量(第六版)》习题参考答案绪言0-1题:写出R10中从250~3150的优先数。
解:公比q10= ,由R10逐个取数,优先数系如下:250,315,400,500,630,800,1000,1250,1600,2000,2500,3150 0-2题:写出R10/3中从0.012~100的优先数系的派生数系。
解:公比q10/3= 3;由R10中的每逢3个取一个数,优先数系如下:0.012, 0.025, 0.050, 0.100, 0.200, 0.400, 0.800,1.600, 3.150, 6.300, 12.50, 25.00, 50.00, 100.00。
0-3题:写出R10/5中从0.08~25的优先数系的派生数系。
解:公比q10/5=5;由R10中的每逢5个取一个数,优先数系如下:0.80, 0.25, 0.80, 2.50, 8.00, 25.0第一章圆柱公差与配合1-1题 1.1231-2题(1)为间隙配合,孔与轴配合的公差带代号为:φ2088d H(3)为过盈配合,孔与轴配合的公差带代号为:φ5567r H1-3题 (1)为基孔制的间隙配合φ+ 0 - H8最大间隙:Xmax=+0.131㎜ 最小间隙:Xmin=+0.065㎜配合公差为:f T =0.066㎜r 6φ+ 0 - H7 +0.060+0.041最大过盈:Ymax=-0.060㎜ 最小过盈:Ymin=-0.011㎜ 配合公差为:f T =0.049㎜+ 0 - H8孔、轴公差:h T =0.039㎜,s T =0.025㎜; 配合的极限:Xmax=+0.089㎜,Xmin=+0.025㎜4(2)为基轴制的过渡配合(5)为基孔制的过盈配合1-4题φ+ 0 - 孔、轴公差:h T =0.021㎜, s T =0.013㎜;配合的极限:Xmax=+0.019㎜,Ymax=-0.015㎜ 配合的公差:f T =0.034㎜φ+ 0 - H7 u 6+0.235+0.210孔、轴公差:h T =0.040㎜,s T =0.025㎜; 配合的极限:Ymax=-0.235㎜,Ymin=-0.17㎜ 配合的公差:f T =0.065㎜;5(1)φ600.1740.10000.01996D h ++- (2)φ50018.0002.0025.0067+++k H (5)φ800.0910.12100.01976U h ---1-5题 (1)Ф2588f H 或Ф2588h F (2) Ф4067u H 或Ф4067h U(3) Ф6078k H 或Ф4078h K(1-6题)孔与轴的线胀大系数之差:△6105.11=⨯=α/℃, 降温-70℃导致的间隙减少量:△X = -0.040 mm设计结果:①Ф5078e H (基孔制);②Ф5078f F (非基准制,X max 和 X min 相同)。
互换性与测量技术重点知识点总结绪言互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能装在机器上,达到规定的功能要求,这样的一批零件或部件就称为具有互换性的零,部件。
通常包括几何参数和机械性能的互换.允许零件尺寸和几何参数的变动量就称为公差.互换性课按其互换程度,分为完全互换和不完全互换.公差标准分为技术标准和公差标准,技术标准又分为国家标准,部门标准和企业标准.第一章圆柱公差与配合基本尺寸是设计给定的尺寸。
实际尺寸是通过测量获得的尺寸.极限尺寸是指允许尺寸变化的两个极限值,即最大极限尺寸和最小极限尺寸。
最大实体状态是具有材料量最多的状态,此时的尺寸是最大实体尺寸。
与实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,与实际轴外接的最小理想孔的尺寸称为轴的作用尺寸。
尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。
尺寸公差是指允许尺寸的变动量。
公差=|最大极限尺寸—最小极限尺寸|=上偏差—下偏差的绝对值配合是指基本尺寸相同的,相互结合的孔与轴公差带之间的关系。
间隙配合:孔德公差带完全在轴的公差带上,即具有间隙配合。
间隙公差是允许间隙的变动量,等于最大间隙和最小间隙的代数差的绝对值,也等于相互配合的孔公差与轴公差的和。
过盈配合,过渡配合T=ai,当尺寸小于或等于500mm时,i=0.45+0。
001D(um),当尺寸大于500到3150mm时,I=0.004D+2。
1(um).孔与轴基本偏差换算的条件:1。
在孔,轴为同一公差等级或孔比轴低一级配合2。
基轴制中孔的基本偏差代号与基孔制中轴的基本偏差代号相当3。
保证按基轴制形成的配合与按基孔制形成的配合相同。
通用规则,特殊规则例题基准制的选用:1。
一般情况下,优先选用基孔制。
2。
与标准件配合时,基准制的选择通常依标准件而定.3。
为了满足配合的特殊需要,允许采用任一孔,轴公差带组合成配合。
公差等级的选用:1。
对于基本尺寸小于等于500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差小于等于IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差大于IT8级或基本尺寸大于500mm的配合,由于孔德测量精度比轴容易保证,推荐采用同级孔,轴配合。
4.4、表面粗糙度的选用确定零件表面粗糙度时,既要满足零件表面的功能要求,又要考虑经济性$评定参数的选择$参数值的选择一、评定参数的选用只有当幅度参数不能满足表面的功能要求时,才选取附加参数作为附加项目RSm主要在对涂漆性能.冲压成形时抗裂纹、抗震、抗腐蚀、减小流体流动摩擦阻力等有要求时选用Rmr(c)主要在耐磨性、接触刚度要求较高等场合附加选用二、参数值的选用选用原则满足功能要求其次考虑经济性及工艺的可能性在满足功能要求的前提下,参数的允许值应尽可能大些(除Rmr(c)外)具体设计时,多采用经验统计资料,用类比法来选用类比法选择参数值时应注意1)同一零件上,工作表面粗糙度值小于非工作表面2)摩擦表面粗糙度值小于非摩擦表面3)运动速度高、单位面积压力大,以及受交变应力作用的钢质零件圆角、沟槽处、应有较小的粗糙度4)配合性质要求高的配合表面,如小间隙的配合表面,受重载荷作用的过盈配合表面,都应有较小的表面粗糙度5)尺寸精度要求高时,参数值应相应地取得小6)要求防腐蚀、密封性能好或外表美观的表面粗糙度要求比较高7)凡有关标准已对表面粗糙度要求作出规定,则按该标准确定表面粗糙度参数值类比法选择参数值时应注意 尺寸公差、表面形状公差小时,表面粗糙度值也小,它们之间有一定的对应关系T:形状公差值;IT:尺寸公差值T≈0.6IT,则Ra≤0.05IT;Rz≤0.2ITT≈0.4IT,则Ra≤0.025IT;Rz≤0.1ITT≈0.25IT,则Ra≤0.012IT;Rz≤0.05ITT<0.25IT,则Ra≤0.015T;Rz≤0.6TP116。