焊接参数记录表(模板)
- 格式:xls
- 大小:20.00 KB
- 文档页数:1
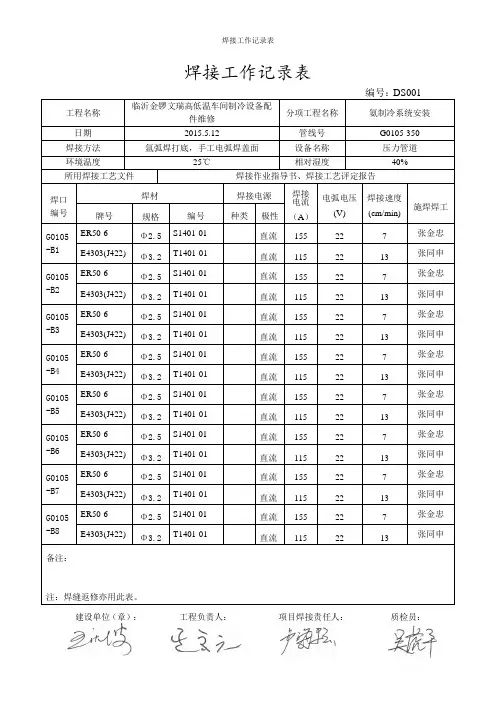
工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
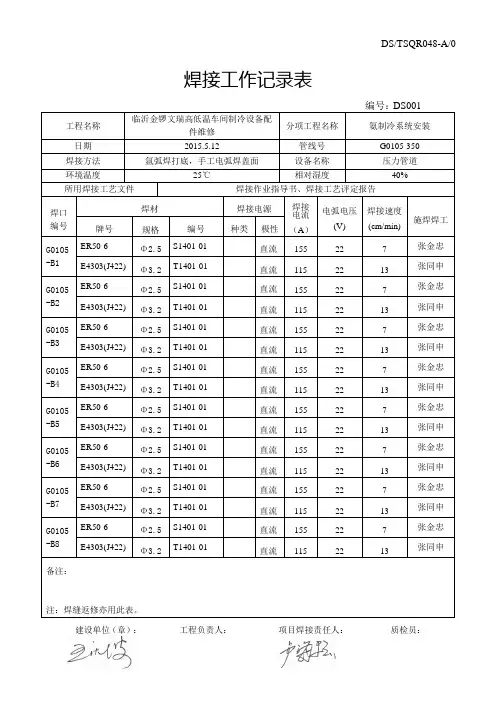
焊接工作记录表工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
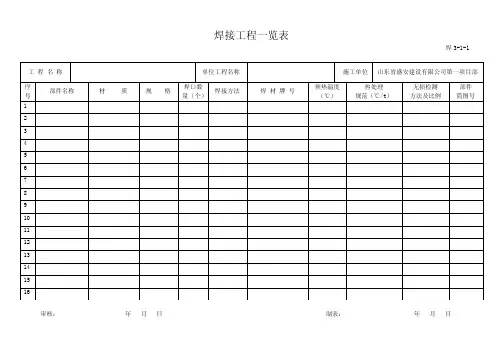
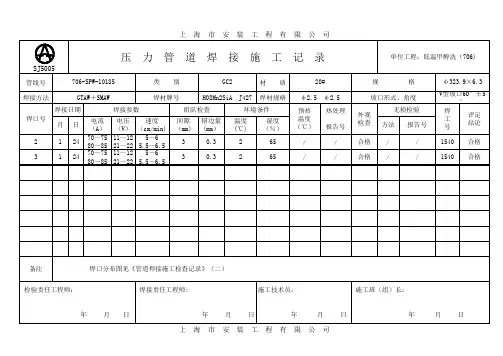
焊接工程一览表焊3-1-1审核:年月日制表:年月日焊接工艺评定项目应用范围一览表焊3-1-2持证焊工登记一览表焊3-1-3制表:年月日焊材烘干与恒温存放记录表焊3-2-1焊材发放/回收记录表焊3-2-2焊接记录焊3-2-3质检员:年月日记录:年月日焊缝外观质量检查记录单位:(mm)焊3-2-4质检员:年月日承压部件(管道)焊口系统图焊3-2-5焊接接头返修工艺卡焊3-2-6下面是三个励志小故事,不需要的朋友可以下载后编辑删除谢谢!!!你可以哭泣,但不要忘了奔跑2012年,我背着大包小包踏上了去往北京的火车,开启了北漂生涯。
彼时,天气阴沉,不知何时会掉下雨滴,就像我未知的前方一样,让人担忧。
去北京的决定是突然而果决的,我在宿舍纠结了一天,然后在太阳逃离窗口的时候打电话告诉父母,我要到首都闯一闯。
消息发出去之后,并没有预料之中的强烈反对,父亲只给我回了一个字:好。
就这样看似毫无忧虑的我,欣喜地踏上了北上的路。
有些事情只有真正迈出第一步的时候,才会迎来恐惧。
当我踏上北上的列车时,才惊觉对于北京,除了天安门、央视大楼这些着名建筑,我知之甚少。
俗话说无知者无畏,可于我而言,这句话并不适用,因为在坐上火车那一刻,我就开始对未来胆战心惊,毫无底气。
火车开动之后,我的心情变得更加复杂而紧张,甚至一度心生退意。
人类果然是一个无解的方程式,看似无畏的勇气背后不知藏下了多少怯懦和犹豫。
旁座的姐姐见我一人,开始和我有一搭没一搭地聊起了天。
几分钟后,我们竟如同许久未见的好友一般,开始聊起了各自的生活。
我说出了自己的恐惧与未见,期冀从她那里得到些许安慰和鼓励。
出乎意料地,她并没有说一些心灵鸡汤般的哲理语句,反而给我讲了一个故事,一个让我在很长一段时间都印象深刻,每次想起便会荷尔蒙再度升高的故事,一个她自己的故事。
那是一段并不愉快的经历,整段经历是蜿蜒前行的。
高考中,她因为做错了三道大题,成为家里的罪人。
朋友极尽嘲笑,亲戚们也开始暴露自己毒舌的属性,父母当时并没有过多指责,因为他们正在跟自己的兄弟姐妹们为了祖母的遗产争得死去活来。

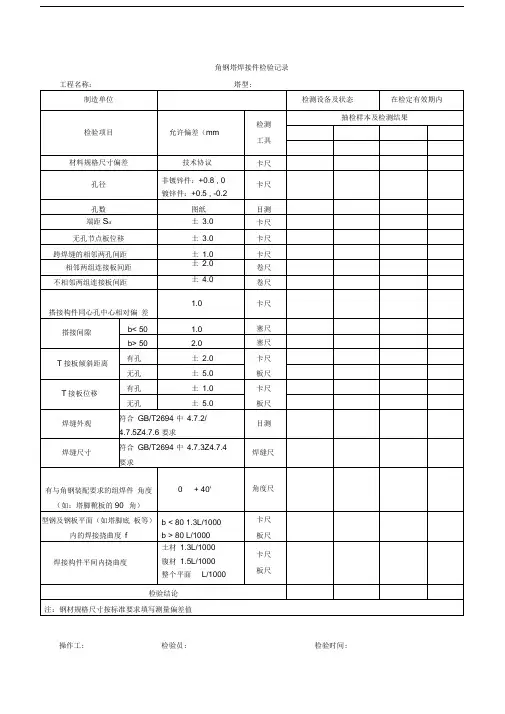
焊缝排位记录表填写范例
焊缝排位记录表是用来记录焊接过程中的焊缝信息的重要文档。
下面是一个填写焊缝排位记录表的范例:
焊缝排位记录表
焊接项目:某某工程
焊接日期:2022年1月1日
焊工:张三
焊接编号:001
焊缝编号:001
焊接位置:XX部位
焊接材料:XX材料
焊接方法:手工电弧焊
焊接电流:100A
焊接电压:25V
填写人:李四
审核人:王五
序号 | 焊缝编号 | 焊接位置 | 焊接材料 | 焊接方法 | 焊接电流(A) | 焊接电压(V) | 填写人 | 审核人
---|---|---|---|---|---|---|---|---
1 | 001 | XX部位 | XX材料 | 手工电弧焊 | 100 | 25 | 李四 | 王五
备注:此表格仅为示例,实际填写时需要根据具体情况进行调整。
在填写焊缝排位记录表时,首先需要填写焊接项目、焊接日期、焊工、焊接编号和焊缝编号等基本信息。
接下来需要填写焊接位置、焊接材料、焊接方法、焊接电流和焊接电压等具体焊接参数。
最后需要填写填写人和审核人的信息。
在表格中,每一行代表一个焊缝的信息,可以根据实际情况添加多行。
在每一列中填写对应的信息,确保填写准确无误。
同时,可以在备注栏中添加一些需要特别说明的信息。
填写完成后,需要由填写人进行核对和审核,确保填写的信息正确无误。
审核完成后,焊缝排位记录表可以作为焊接过程的重要参考文档保存。