焊接工艺评定试验记录参考模板
- 格式:doc
- 大小:673.00 KB
- 文档页数:16
焊接工艺评定报告样本报告编号:焊接工艺评定报告公司名称:钢号、钢板厚度、母材复验编号:钢管外径、壁厚、复验编号:焊条型号、直径、质保书编号:填充金属焊丝牌号、直径、质保书编号:试件形式、钨极牌号及直径、对接焊逢位置、角焊逢位置、焊接方法、保护气体、熔敷金属厚度、焊序、层、焊接规范、环境温度、道、焊接方法、焊接设备、电流种类、极性、焊条(丝)直径、电流电压焊接速度、流量、相对湿度、预热温度、焊前预热要求、层间温度、预热方法、焊接外观检验、无损检测检测类别及标准、检测结果、焊逢余高、角焊逢凹凸度、检验结果、焊后热处理温度、焊后热处理要求、保温时间、焊逢余高差比、坡口每侧增宽宽度差、焊逢不直度、两焊脚差、咬边、背面凹坑、变形角度、通球检验、错边量、背面余高、未焊透、焊脚、检验日期、拉伸实验、弯曲实验、冲击实验、实验编号及规格、宽厚面积断裂载荷、抗拉强度、断裂特点和部位、试样类型、弯轴直径、实验结果、缺口位置、缺口形式、实验温度、冲击功J平均值、金相宏观检验、试样编号、结论、施焊人员、填表人、审核、检验结果备注、焊接时间、日期、标记、编号、评定报告编号、焊接工艺指导书编制、审核、批准、年月日。
本报告为焊接工艺评定报告,包括钢号、钢板厚度、母材复验编号、钢管外径、壁厚、复验编号、焊条型号、直径、质保书编号、填充金属焊丝牌号、直径、质保书编号、试件形式、钨极牌号及直径、对接焊逢位置、角焊逢位置、焊接方法、保护气体、熔敷金属厚度、焊序、层、焊接规范、环境温度、道、焊接方法、焊接设备、电流种类、极性、焊条(丝)直径、电流电压焊接速度、流量、相对湿度、预热温度、焊前预热要求、层间温度、预热方法、焊接外观检验、无损检测检测类别及标准、检测结果、焊逢余高、角焊逢凹凸度、检验结果、焊后热处理温度、焊后热处理要求、保温时间、焊逢余高差比、坡口每侧增宽宽度差、焊逢不直度、两焊脚差、咬边、背面凹坑、变形角度、通球检验、错边量、背面余高、未焊透、焊脚、检验日期、拉伸实验、弯曲实验、冲击实验、实验编号及规格、宽厚面积断裂载荷、抗拉强度、断裂特点和部位、试样类型、弯轴直径、实验结果、缺口位置、缺口形式、实验温度、冲击功J平均值、金相宏观检验、试样编号、结论、施焊人员、填表人、审核、检验结果备注、焊接时间、日期、标记、编号、评定报告编号、焊接工艺指导书编制、审核、批准、年月日。
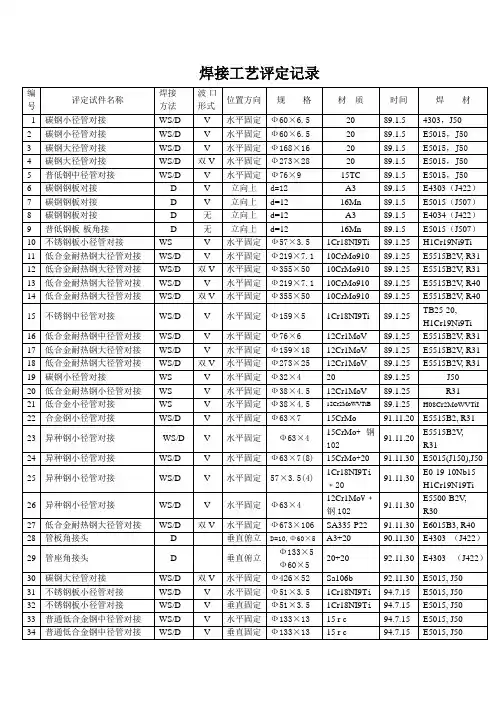

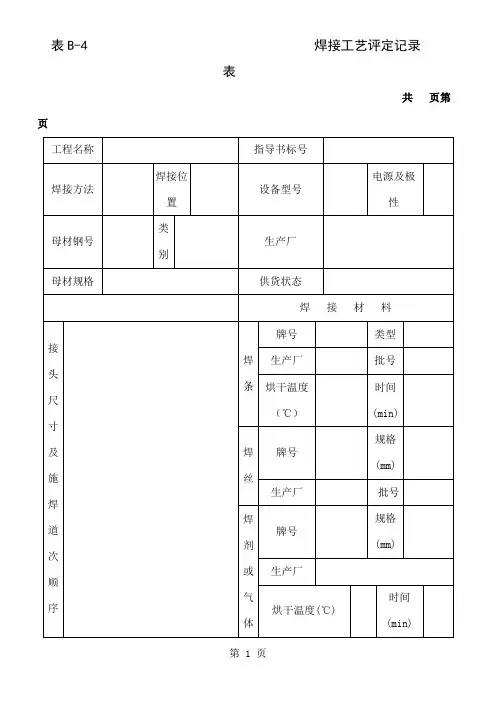
表B-4 焊接工艺评定记录表共页第页下面红色为工作计划模板,不需要的下载后可以编辑删除!谢谢工作计划一、近期今年是在新的工作岗位工作的年,是熟悉工作,履职,方法,积累经验的一年,年中“转变,”,即转变工作角色,工作职责。
转变工作角色:参加工作近十年了,从事的工作一直都单一,以至于对行业的工作所知甚少,以至陌生,县办公室全县的核心机构,工作涉及到全县各行各业,对此,在思考问题,事情时,跳出以前在的思维,摆正的位置,全局意识,转变工作角色。
工作职责:办公室对工作安排,尽快熟悉的工作和职责,熟悉县办公室的规章制度,工作要求;熟悉县办公室总体工作及年初工作,工作任务;三虚心办公室同志的,善于学习、勤于思考,在干中学、学中干,工作的运行和问题的程序;四要与科室同志总结前期工作,工作努力方向。
二、中期在工作职责、工作任务,熟悉工作方的前提下,明年,自身锤炼,政治素质、能力、工作绩效“三个提升”。
提升政治素质:要善于从政治角度看问题。
面临的情况多么,要从政治角度分析判断问题,清醒头脑。
二要政治敏锐性。
密切关注时事、时事,网络、报刊、电视等,敏锐把握方针政策动向,工作的性。
要高尚的政治品格。
眼界宽广、胸襟广阔、淡泊名利、甘于奉献、原则。
提升能力:提升写作能力。
理论学习,注重平时公文写作中的锻炼,注意办公室同志撰写材料的学习,能交办的新文件拟稿任务。
提升语言表达能力。
说话训练,汇报工作、简洁、清楚。
提升办事能力。
领会工作内容,勤于思考,能工作职责或交办要求,的任务。
提升工作绩效:虚心、同志、等对工作的意见和建议,总结经验教训,工作,优质的工作。
调研、信息报送等工作,能超额办公室下达的工作。
三、远期学习,的先进和作风上的优良;锻炼,服务意识和的。
服从组织、安排,善于思考、创新,能独立且出色工作。
四、工作措施1、学习。
学习是历史使命,选择学习选择进步,学习进步,放弃学习放弃进步,学习终身任务和长期实践的,要学习“身强体健”。

焊接工艺评定记录01-05(改)焊接工艺评定记录01-05(改)SY/QR-11-04焊接工艺评定记录(PQR )(参见ASME 锅炉及压力容器规范第IX 卷,QW-200.2)记录焊接试件的真实条件公司名称山西腾飞石油钻具有限公司工艺评定记录编号PQR-01 日期2012.12.15 焊接工艺规程编号WPS-01 焊接方法手工电弧焊自动化等级(手工、自动、半自动化)手工接头(QW-402)试件坡口设计(如果所用的焊接方法或焊接工艺多于一种,则评定时应按每种填充金属或焊接方法分别记录其厚度)75o10母材(QW-403)材料标准号 GB/T1591-2008 型号和等级 Q345-BP-No. 1 与P-No. 1 相焊接厚度 10mm 直径 / 其他 /填充金属(QW-404)SFA No. / AWS No.J502(E5023) F-No. / A- N o. / 焊条(丝)直径φ3.2 φ4.0, 其他/ 熔敷焊缝金属厚度 / /位置(QW-405)坡口位置3G 焊接方向(向上、向下)立焊向上其他/ 预热(QW-406) / 预热温度 / 层间温度 / 其他 /焊后热处理(QW-407)温度 / 时间 / 其他 /气体(QW-408)气体混合体(%)流量保护气 / / / 尾部保护气 / / / 背面保护气 / / /电特性(QW-409)电流 AC 极性反极安培第1层100A 伏特 24V 钨极尺寸 / 其他140-220A 电压26~34V焊接技巧(QW-410)焊接速度 200-260mm /min 无摆动焊接或有摆动焊摆动多道焊或单道焊(每侧)多道焊多丝焊或单丝焊单丝焊其他堆焊层全部为多层焊导向弯曲试验(QW-160)类型和编号结论面弯 W10001-3 在弯曲后的凸面上的焊缝和热影响区内无开口现象面弯 W10001-4 在弯曲后的凸面上的焊缝和热影响区内无开口现象背弯 W10001-5 在弯曲后的凸面上的焊缝和热影响区内无开口现象背弯 W10001-6 在弯曲后的凸面上的焊缝和热影响区内无开口现象韧性试验(QW-170)试样No. 缺口位置试样尺寸试验温度冲击动ft-Ib侧向膨胀落锤试验(Y/N)剪切面,% 1-3in.角焊缝试验(QW-180)结果是否满意:是否熔透母材:是否宏观检查结果其他试验试验类型/熔敷金属成分/其他宏观断面侵蚀试验合格见(WG/104001)表面目视检验合格焊工姓名刘瑞林上班记时卡编号01 钢印号01试验执行人见报告实验室试验编号WJ1004017,WG 1004001 兹证明本报告所述均属正确,并且试验是根据ASME规范第IX卷的要求进行试件的准备、焊接和试验的,结果显示:该工艺规范适用。
焊接工艺评定报告
单位名称 XX 公司 批准人签字 报告编号 201202-P-5G-D 日 期 焊接方法 半自动焊 机械化程度:手工 半自动 √ 自动
焊接接头: 详图: 坡口形式 V 衬垫 无
母材: 标准号 GB/T9711.1 牌号 L320 II 类II-1组与II 类II-1组相焊 厚度 11.1mm 直径 Ф914mm 其他 无 焊后热处理:
温 度 无 保温时间 无 保护气体: 尾部保护气 无 流量 无 背面保护气 无 流量 无
焊条标准 AWS5.1AWS5.5 焊条牌号直径 E6010 Ф3.2 焊丝牌号直径 E81T8-NIZJ Ф2.5 焊剂牌号 无 熔敷金属厚度 11.1mm
电特性
电流种类 直流 极性 反接 焊接电流(A )70-170电压(V )21-35 钨极尺寸 无 其他 无
焊接位置: 对焊焊缝位置 5G 方向(向上 向下 √ ) 技术措施:
焊接速度: 7-35cm/min 摆动或不摆动 直拉或轻微摆动
摆动方式 直拉或轻微摆动 多道焊或单道焊 无
单丝焊或多丝焊 无
其他 无
预热:
预热温度 无
层间温度 无
其他 无
注:详图中应注明坡口尺寸,焊接层次,焊接顺序。
焊接工艺评定原始记录
无损检测报告
XX管道工程
项目:XX安装工程工艺评定
委托单位: XX管道工程项目部
实验编号:
XX无损检测实验室
2012年03月01日。
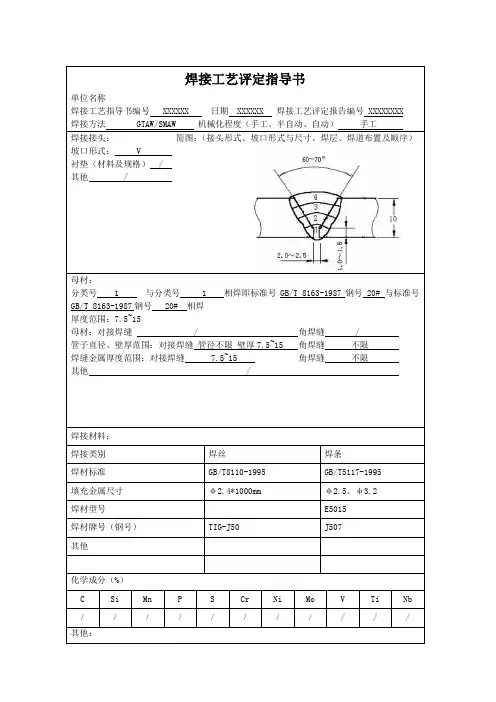
中石化工建设有限公司预焊接工艺规程(pWPS)表号/装订号共页第页单位名称天津海盛石化建筑安装工程有限公司预焊接工艺规程编号WPS-HP0101日期2014.8 所依据焊接工艺评定报告编号HP0101焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工焊接接头:坡口形式:V型坡口衬垫(材料及规格) Q235B其他坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:类别号Fe-1 组别号Fe-1-1 与类别号Fe—1 组别号Fe—1—1 相焊或标准号GB3274—2007 材料代号Q235B 与标准号GB3274—2007 材料代号Q235B 相焊对接焊缝焊件母材厚度范围:4~12mm角接焊缝焊件母材厚度范围:不限管子直径、壁厚范围:对接焊缝——- 角焊缝-——其他: 同时适用返修焊和补焊填充金属:焊材类别:焊丝(GMAW)焊丝(SAW)焊材标准:GB/T8110-2008 JIS Z3351填充金属尺寸:φ1。
2mm φ4.8mm焊材型号:ER50-6 YS—S6焊材牌号(金属材料代号): THT—50—6 US-36填充金属类别: Fe-1-1 FeMS1-1其他:/对接焊缝焊件焊缝金属厚度范围:GMA W≤6mm,SAW≤12角焊缝焊件焊缝金属厚度范围:不限耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb编制:审核: 批准: 日期:日期:日期:中石化工建设有限公司焊接工艺评定报告表号/装订号共页第页单位名称中石化工建设有限公司焊接工艺评定报告编号日期预焊接工艺规程编号焊接方法机动化程度(手工、机动、自动)接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)60°母材:材料标准材料代号类、组别号与类、别号相焊厚度其他焊后热处理:保温温度(℃)保温时间( h )保护气体:气体混合比流量(L/min)保护气体尾部保护气/ / /背部保护气/ / /填充金属:焊材类别焊材标准焊材型号焊接牌号焊材规格焊缝金属厚度其他/ 电特性:电流种类极性钨极尺寸焊接电流(A)电弧电压(V)焊接电弧种类/ 其他。