请检单-外购、外协件验收记录表
- 格式:doc
- 大小:46.00 KB
- 文档页数:1

外购件入厂验收标准及规程一、范围本规范适用于亚洲富士长林电梯(新余)有限责任公司所涉及的曳引机、限速器及其他外购件及企业自行提供图样,技术要求的标准件等外购产品的验收。
二、目的为了对入厂外购件进行有效地质量控制,防止未经验收、未经验证合格的产品投入使用,以确保入厂外购件能最大限度的满足公司产品的质量要求,特别制定本规范。
三、验收规则物品进厂验收是产品生产过程中的重要工序之一,各有关人员必须高度重视并严格把关,凡未经进厂质量验收或进厂质量验收不合格的外购产品一律不得入库,更不能擅自使用。
四、外购件进厂验收说明(一)物品进厂验收的依据依照外协、外购物件的技术标准(由技术部负责提供)、工艺文件等相关资料。
1.外购产品由供应商提供型式试验报告、产品合格证、验收单、质量保证书等技术要求、质量应具备的文件。
2.没有质量证明文件的外协、外购产品,采购部门必须与技术、外协、外购件入厂验收规范品质等有关部门进行协商,在取得相应的质量文件后才能交检,否则不予验收。
3.对产品品质性能及使用安全性将产生较大影响的入厂验收外购件:曳引机等安全部件进行全检。
4. 首次签订合同意向的供方生产的外购件进行全检。
5.技术质量部门应做好质量验收记录,并将各种质量合格资料收存归档,保证其完整性,可追溯性和检索性。
(二)外购件进厂验收程序1.外协件入场后,由采购部门人员填写《报检单》(一式三份)向技术质量部验收人员进行报检,报检单上应注明产品名称、图号、数量、生产厂家等。
2.报检时,由采购部门将质量证明书及技术要求的相关的材质、型式试验等报告提交验收人员审核。
3.凡没有生产厂家验收合格证明书及有关质量凭证的产品、标识不符的产品、质量证明书及其他质量凭证不合格的产品验收员不予受理,由采购部门负责退货。
若有特殊情况,应由采购部提出书面申请,报管理者批准后,方可进厂验收。
4.原始凭证审核合格后或办理必要的审批手续后,验收人员应立即按照“外购件进厂验收说明、要求”并依据本公司产品设计样图、工艺文件、技术标准或技术条件及合同规定进行验收,采购部应予以配合。


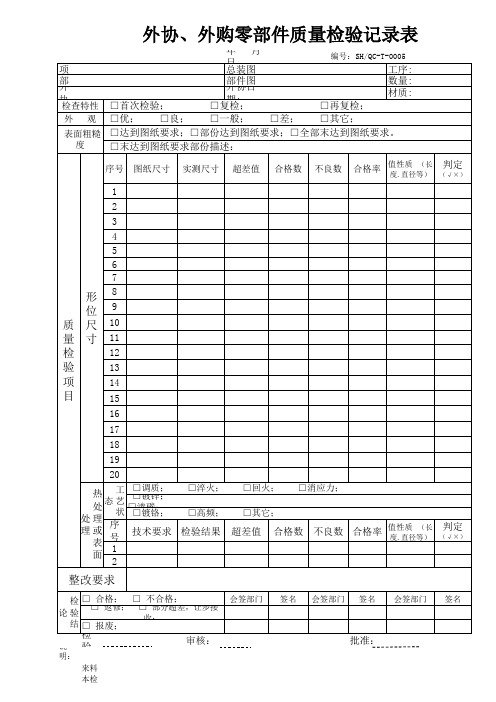
外购、外协件进货检验标准**-JW-05-05一、检验目的:对于外部供方提供的物料进行检验,以确保投入使用的物料能满足生产预期要求。
二、检验依据:各有关物料标准和技术条件中的有关质量检验项目。
本检验标准所采用的抽样方案为GB/T 2828.1-2003标准中AQL为1.5,一般检查水平Ⅱ,实施抽样判定。
三、检验范围:本标准适用于本公司所有外协、外购件。
四、检验程序:1、供方所供物料在入库前,首先应及时通知外检员进行检查确认;2、外检员依据本标准中的检验项目进行检验、核查;3、检验合格后出具检验报告单;4、仓库凭此检验报告单方可办理入库手续;5、检查时发现不合格,外检员出具不合格品处臵报告单,上报主管领导。
五、检验项目:(一)圆钢:1、对质量证明书的审核:检查原材料的化学成份、几何尺寸、表面质量等要求应符合该类别材料标准所列的标准规定。
供方所提供的质量证明书,必须是经材料生产单位质量检验部门盖章确认的原件或传真件。
从非材料生产单位获得的原材料,要取得材料质量证明书原件或加盖供材单位检验公章。
2、原材料标记检验:材料明显部位(两端面)至少应标有材料牌号、规格、炉(批)号等,且与材料质量证明书一致。
3、外观质量:对材料表面进行抽样检查,检查是否存在外翘皮等缺陷。
4、几何尺寸:外形尺寸、长度尺寸利用游标卡尺、卷尺进行抽样检查。
外形尺寸D ±1,长度尺寸L +50 0;5、化学成分:利用现有检测条件进行化学元素成分检测,必要时可委外进行光谱检测。
6、其它补充:圆钢物资到货后可先卸货,后检验。
发现质量问题,外检员及时通知供应部门,联系供应商处理相关问题。
(二)外加工毛管:1、产品标识:外加工毛管两端应放臵产品加工合格证,合格证中应注明钢号、规格、重量、生产批号、生产日期等。
2、外观质量:对材料表面进行抽样检查,检查是否存在内外翘皮、导板印、滑道等缺陷。
4、几何尺寸:外径、壁厚尺寸利用游标卡尺、壁厚千分尺进行抽样检查。

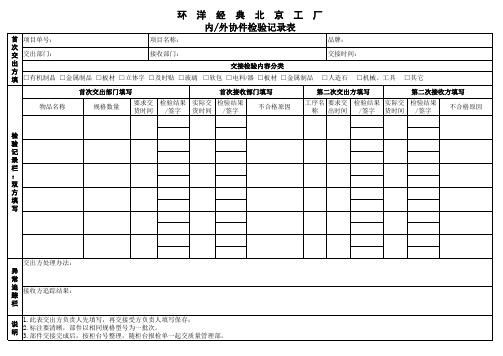
母排进货检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意: 1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)进货检验记录(绝缘子母线夹绝缘隔板绝缘螺栓)合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意: 1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)热收缩套管进货检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意:1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)断路器进货检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意:1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)开关柜壳体进货检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意: 1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)互感器进货检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意:1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)接地开关进货检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意: 1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)电气按钮进货检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意:1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)信号灯进货检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意: 1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)电缆(电线)进货检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意:1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)电器仪表进货检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意: 1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)辅助材料进货检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意:1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)外协产品检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意: 1. 检验依据外协产品检验和试验规程(XJKG-ZD3.2-02)2. 不合格品执行《不合格品控制程序》(XJKG-QP7.0-2007)外协产品检验记录(铜排镀锡)合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意:1. 检验依据外协产品检验和试验规程(XJKG-ZD3.2-02)2.不合格品执行《不合格品控制程序》(XJKG-QP7.0-2007)真空灭弧室验收检验记录隔离开关进货检验记录合同号:数量/编号:产品型号:检验员:生产厂家:检验日期:注意: 1. 检验依据进货检验规程(XJKG-ZD3.2-01)2. 资料不齐全时拒检(XJKG-ZD3.2-01)。
外协零部件验收规程一、验收前准备(一)由技术中心下发外包外协图纸后,应预先安排质量部检验人员,熟悉图纸资料,如检验需要,由质量部门准备符合验收标准要求的量具,器具。
(二)对要求精密度较高的加工件,如验收有困难,应请相关技术部门人员协助验收。
二、验收要求1、以供货合同和加工凭单为依据,严格对照图纸检查加工件的材质、规格、及数量,并逐件清查核对。
2、按照图纸逐件检查零件是否合格;3、做好数量验收记录,写明验收地点、时间、参加人员、种类、品名、应到和实到数量。
三、一般要求:1 尺寸及公差1.1 产品尺寸及公差必须符合产品图样的要求。
1.2 未注公差的尺寸公差a)机加非配合线性尺寸小于或等于120mm时,极限偏差按GB/T1804-c,大于120 mm时极限偏差按GB/T1804-m;倒圆半径与倒角高度尺寸的极限偏差按GB/T1804-m;b)机加配合尺寸公差按GB/T1800.3中IT14,孔取正,轴取负;c)剪切件、冲压件的尺寸公差按WJ1705中的8级;塑料制件尺寸公差按GB/T14486-1993。
1.3 未注公差角度的公差a) 机加按GB11355-m;1.4 未注形位公差零件的形位公差a)机加件按GB/T1184附录B中表B1~B4的12级;b)冷冲件按WJ1708中的2级。
1.5 型材不加工表面的公差按该材料的标准验收。
2. 表面状况及外观质量2.1 零件表面质量a)零件上不允许有飞边、毛刺和裂纹。
镀锌件、磷化件和氧化件在装配时允许镀层、磷化层和氧化层有不暴露在外面的局部损伤;b)图样上无特殊规定时,机加件和冲压件必须去毛刺、倒圆或倒角,倒圆、倒角按外角约0.6 mm,内角约0.4 mm,小薄零件视需要可适当减小。
图样上注有倒角而未注倒角尺寸时,亦按外角约0.6 mm,内角约0.4 mm倒角;c)零件上的螺纹不允许有裂纹、凹痕和毛刺,用不通过螺纹量规检查时,拧入量不多于两圈;d)图中无特殊规定时,车制零件允许留有顶尖孔。
1 目的为了加强外购(外协)件质量检验,保证其满足规定的质量要求,特制定本规范。
2 范围适用于本全公司所有配套件进厂检验。
3 职责3.1 技术部负责制定并提供外购(外协)件技术要求、图纸等检验要求。
3.2 质管部检验员负责按要求对外购(外协)件进行检验。
3.3 采购部负责提供外购件的3C认证证书、检验(试验)报告、材质报告等资料。
3.4 采购员负责外购(外协)件的报检工作。
4 内容4.1 采购员在物资进厂后及时填写《采购物资报检单》报检验员检验,由检验员填写《物资进厂检验记录》。
生产部仓库保管员在外购(外协)件入库时,需核对产品的数量及其检验结论。
4.2 物资首次样品检验按《首次新供产品样件确认管理规定》进行,正常物资检验按相应物资检验指导书执行。
指导书包括:《车辆关健件检验指导书》、《普通紧固件、标准件检验指导书》、《电气检验指导书》、《液压元件检验指导书》、《原材料检验指导书》、《油漆物料检验指导书》等。
4.3 外购件检验抽样的频率、检验项目按作业指导书规定执行。
4.4 外协件检验按技术部提供的有关图纸、技术要求进行检验,按20%进行抽样,并填写《零部件检验记录》,必要时进行全数检验4.5 仓库保管员依据合格检验单,办理外购(外协)件入库手续4.6 不合格的外购,外协件由检验员填写《质量信息反馈单》交采购部,由采购部按不合格品处理程序处理。
5 相关文件《首次新供产品样件确认管理规定》《车辆关键件检验指导书》《普通紧固件、标准件检验指导书》《电气检验指导书》《液压元件检验指导书》《原材料检验指导书》《油漆物料检验指导书》6 质量记录《采购物资报告单》《质量信息反馈单》《零(部)件检验记录》《物资进厂检验记录》。
1. 目的对原材料、外购件、外协件进货检验过程实施控制,确保采购产品的质量符合规定的要求。
2. 适用范围本规程适用于本公司采购的进货检验。
3. 检验依据标准进货检验判定依据:《原材料、外购件、外协件进货检验规程》、产品图纸、技术标准等材料执行标准及技术要求的有关规定进行检查、验收。
4. 职责4.1采购部门负责进货产品的送检工作。
4.1.1采购人员负责下达《请验单》);4.1.2质检部检验员根据《请验单》负责进货产品的检验和试验;4.1.3采购部根据各部门反应的信息对供应商进行考评;4.2仓储部门负责进货产品进行登记入库。
4.3质检部门负责进货产品检验和试验的工作指导,并对质量问题进行仲裁。
5. 工作内容5.1原材料的分类根据原材料对最终产品影响重要程度,将其分为关键项、重要项和一般项:关键项(A类):即保证安全项,指如果不满足要求,将危及人身安全并导致产品不能完成主要任务的特性。
具体有:主筒材料、主法兰、支法兰、封头。
重要项(B类):即重要原材料、零部件,构成最终产品的主要部分或关键部分,直接影响最终产品的使用或安全性能,可能导致顾客严重投诉、对产品实现有重要影响的物资。
具体有:支筒材料、吸附法兰、气管座等其它受压部件一般项(C类):即一般原材料、零部件,构成最终产品非关键部位的批量物资,它一般为生产过程辅助,不影响最终产品的质量。
具体有:吊耳、接线端子、支撑脚、保护板等非受压部件。
批次允收准则:进料检验必须以“0”缺陷为允收准则;其中关键项、重要项合格率100%,一般项不低于95%。
5.3检验工作程序供方供货——〉采购员送达《请验单》——〉检验员对待检物料进行检验并填写《验收、入库通知单》——〉交质量经理判定是否合格并批准同意入库。
供方首次供货:供方必须将样件、自检报告单、合格证、生产许可证、营业执照和注册证书复印件等交由采购部门《请验单》,质量负责人依据图纸等技术要求制定检验项目,交检验员进行检验,检验人员填写《验收、入库通知单》,试用必须有相关人员认可。