平锻机上模锻资料
- 格式:ppt
- 大小:1.49 MB
- 文档页数:72

锻造锻件的平锻机设备有什么特点呢?平锻机是一种卧式的曲柄压力机,它具有热模锻压力机的模锻特点。
平锻机和其他热模锻压力机的主要区别是平锻机有两个互相垂直的分模面,主分模面在凸模和凹模之间,另一个分模面在可分的两半凹模之间,凹模的分模形式有垂直分模和水平分模两类,平锻机工作时有两个运动方向垂直的滑块,由于主滑块沿水平方向运动,称之为平锻机。
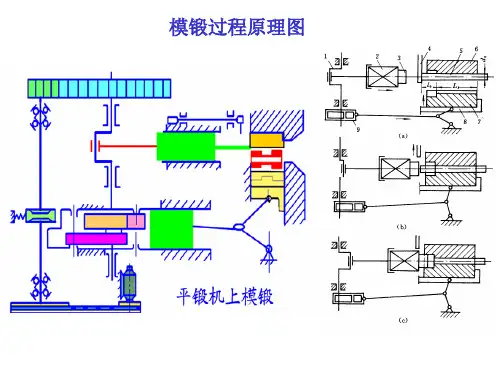
平锻机的工作过程为:平锻机启动前,棒料放在固定凹模的型槽中,由防挡板定位确定棒料的变形部分长度。
然后踏下脚踏板,在主滑块前进过程中,活动凹模迅速进入夹紧状态,将棒料夹紧,前挡板退去,凸模与热毛坯接触,并使其产生塑性变形直至充满型槽为止。
当机器回程时,凸模从凹模中退出,活动凹模恢复原位,从凹模中取出锻件。
平锻机模锻工艺有如下特点。
1.锻造时毛坯水平放置,其长度不受设备工作空间的限制,可锻出立式锻造设备难以锻造的长杆类锻件,也可以使用长棒料连续模锻。
2.有两个互相垂直的分模面,可以锻出一般锻造设备难以成形的、在两个方向具有凹挡、凹孔的锻件。
锻件质量好,加工余量小,表面光洁,没有或很少有飞边。
3.能实现聚集、冲孔、穿孔、翻边、切边、弯曲、压扁、切断、预锻、终锻等各种工步,能够进行开式模锻和闭式模锻。
特别适用于锻造局部镦粗的顶镦类锻件。
4.生产率高,一般不需要配备切边、校正、精整等辅助设备。
采用水平分模的平锻机时,操作方便,容易实现机械化和自动化。
5.对原毛坯尺寸要求较高,一般采用高精度热轧钢材或冷拔整径的钢材,否则凹模会夹不紧棒料或在凹模间产生大的纵向毛刺;模膛中的氧化皮不易清除,最好采用少氧化或无氧化加热。
平锻机上模锻设备也有如下缺点。
1.平锻机是模锻设备结构中最复杂的一种锻造设备,价格贵,投资大。
2.靠凹模夹紧棒料进行锻造成形,一般要用高精度热轧钢材或经过冷拔整径的钢材,否则会夹不紧或在凹模间产生较大的纵向毛刺。
3.锻前需用特殊装置清除坯料上的氧化皮,否则锻件粗糙度比锤上锻件高。

模型锻造3.3.2 模型锻造模型锻造包括模锻和镦锻,它是将加热或不加热的坯料置于锻模模膛内,然后施加冲击力或压力使坯料发生塑性变形而获得锻件的锻造成形过程。
一、模型锻造成形过程特征模型锻造时坯料是整体塑性成形,坯料三向受压。
坯料放于固定锻模模膛中,当动模作合模运动时(一次或多次),坯料发生塑性变形并充满模膛,随后,模锻件由顶出机构顶出模膛。
热成形要求被成形材料在高温下具有较好的塑性,而冷成形则要求材料具有足够的室温塑性。
热成形过程主要是模锻,可生产各种形状的锻件,锻件形状仅受成形过程、模具条件和锻造力的限制。
热成形模锻件的精度和表面品质除锻模的精度和表面品质外,还取决于氧化皮的厚度和润滑剂等,一般都符合要求,但要得到零件配合面最终精度和表面品质还须再进行精加工(如车削、铣削、刨削等);冷成形件则可获得较好的精度(0.2mm)与表面品质,几乎可以不再进行或少进行机械加工。
模锻可使用多种锻压设备(蒸汽锤、机械压力机、液压机、卧式机械镦锻机等),所需设备要根据生产量和实际采用的成形过程来选择。
模锻广泛用于飞机、机车、汽车、拖拉机、军工、轴承等制造业中,最常见的零件是齿轮、轴、连杆、杠杆、手柄等。
但模锻常限于150kg以下的零件。
由于锻模造价高,制造周期长,故模型锻造仅适宜于大批量生产。
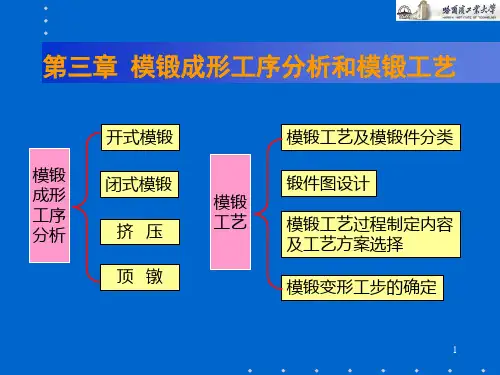
二、模锻过程模锻生产过程的流程如下:1、绘制模锻件图模锻件图(又叫模锻过程图)是生产过程中各个环节的指导性技术文件。
在制订模锻件图时应考虑的因素有:(1)分模面分模面指上、下锻模在锻件上的分界面。
锻件分模面选择的好坏直接影响到锻件的成形、锻件出模、锻模结构及制造费用、材料利用率、切边等一系列问题。
在制订模锻件图时,须遵照下列原则确定分模面位置。
①要保证模锻件易于从模膛中取出。
故通常分模面选在模锻件最大截面上。
②所选定的分模面应能使模膛的深度最浅。
这样有利于金属充满模膛,便于锻件的取出和锻模的制造。
③选定的分模面应能使上下两模沿分模面的模膛轮廓一致,这样在安装锻模和生产中发现错模现象时,便于及时调整锻模位置。
第11章平锻机上模锻平锻机上模锻是模型锻造中的主要生产方式之一。
在汽车、拖拉机及轴承的制造中以及在国防工业中应用相当广泛。
§11.1概述一、平锻机上模锻的工艺特点1、平锻机上模锻的优缺点模锻锤的锤头、热模锻压力机的滑块都是上、下往复运动的,但它们的装模空间高度有限,因此,不能锻造很长的锻件。
如果长锻件仅局部镦粗,而其较长的杆部不须变形,则可将棒料水平放置在平锻机上,以局部变形的方式锻出粗大部分。
平锻机有两个工作部分,即主滑块和夹紧滑块。
其中,主滑块作水平运动,而夹紧滑块的运动方向随平锻机种类而变。
垂直分模平锻机的夹紧滑块作水平运动,水平分模平锻机的夹紧滑块作上、下运动。
装于平锻机主滑块上的模具称为凸模(或冲头),装于夹紧滑块上的模具称为活动凹模,另一半凹模固定在机身上,因此称为固定凹模。
所以,平锻模有两个分模面,一个在冲头和凹模之间,另一个在两块凹模之间。
平锻工艺的实质就是用可分的凹模将坯料的一部分夹紧,而用冲头将坯料的另一部分镦粗、成形和冲孔,最后锻出锻件。
在平锻机上不仅能锻出局部粗大的长杆件,而且可以锻出带盲孔的短轴类锻件,还可以对坯料进行卡细、切断、弯曲与压扁等工序,同时还能用管坯模锻。
因此,在平锻机上可以模锻形状复杂的锻件。
(1)平锻机上模锻的优点在平锻机上模锻与其它设备上模锻相比具有以下优点:1)能锻造热模锻压力机和模锻锤所不能锻造的具有通孔或长杆类锻件。
2)因为大部分采用闭式模锻没有飞边,在凹模中成形的锻件外壁不需要模锻斜度,并能直接锻出通孔,因此能节约大量金属,如图11.1所示。
(a)锤模锻件(b)平锻件图11.1平锻机模锻时节约金属的实例3)对于形状简单、重量不大的锻件,可用长棒料进行多件模锻,可以节省下料工时和减轻劳动量。
4)平锻机结构刚性好,工作时振动小,滑块行程准确,行程不变,锻件精度高。
5)便于采用电感应加热和机械传送装置,使坯料自动地在模槽内移动,容易实现机械化和自动化操作,改善劳动条件。