模锻
- 格式:ppt
- 大小:2.45 MB
- 文档页数:61

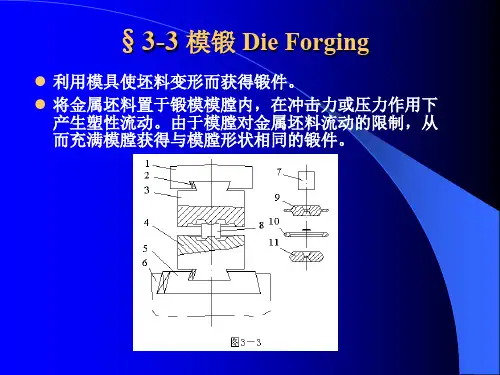


模型锻造3.3.2 模型锻造模型锻造包括模锻和镦锻,它是将加热或不加热的坯料置于锻模模膛内,然后施加冲击力或压力使坯料发生塑性变形而获得锻件的锻造成形过程。
一、模型锻造成形过程特征模型锻造时坯料是整体塑性成形,坯料三向受压。
坯料放于固定锻模模膛中,当动模作合模运动时(一次或多次),坯料发生塑性变形并充满模膛,随后,模锻件由顶出机构顶出模膛。
热成形要求被成形材料在高温下具有较好的塑性,而冷成形则要求材料具有足够的室温塑性。
热成形过程主要是模锻,可生产各种形状的锻件,锻件形状仅受成形过程、模具条件和锻造力的限制。
热成形模锻件的精度和表面品质除锻模的精度和表面品质外,还取决于氧化皮的厚度和润滑剂等,一般都符合要求,但要得到零件配合面最终精度和表面品质还须再进行精加工(如车削、铣削、刨削等);冷成形件则可获得较好的精度(0.2mm)与表面品质,几乎可以不再进行或少进行机械加工。
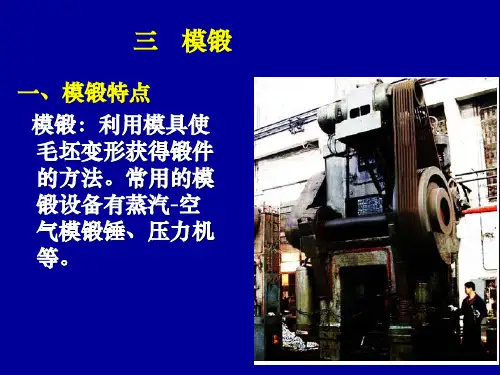
模锻可使用多种锻压设备(蒸汽锤、机械压力机、液压机、卧式机械镦锻机等),所需设备要根据生产量和实际采用的成形过程来选择。
模锻广泛用于飞机、机车、汽车、拖拉机、军工、轴承等制造业中,最常见的零件是齿轮、轴、连杆、杠杆、手柄等。
但模锻常限于150kg以下的零件。
由于锻模造价高,制造周期长,故模型锻造仅适宜于大批量生产。
二、模锻过程模锻生产过程的流程如下:1、绘制模锻件图模锻件图(又叫模锻过程图)是生产过程中各个环节的指导性技术文件。
在制订模锻件图时应考虑的因素有:(1)分模面分模面指上、下锻模在锻件上的分界面。
锻件分模面选择的好坏直接影响到锻件的成形、锻件出模、锻模结构及制造费用、材料利用率、切边等一系列问题。
在制订模锻件图时,须遵照下列原则确定分模面位置。
①要保证模锻件易于从模膛中取出。
故通常分模面选在模锻件最大截面上。
②所选定的分模面应能使模膛的深度最浅。
这样有利于金属充满模膛,便于锻件的取出和锻模的制造。
③选定的分模面应能使上下两模沿分模面的模膛轮廓一致,这样在安装锻模和生产中发现错模现象时,便于及时调整锻模位置。