锻压3-模锻
- 格式:ppt
- 大小:2.64 MB
- 文档页数:29
自由锻造和模型锻造的工艺过程自由锻造和模型锻造的工艺过程2009-06-28 20:50第6章自由锻造和模型锻造的工艺过程采用通用工具或直接在锻造设备的上下砧之间进行的锻造,称为自由锻造,简称自由锻。
自由锻的工艺灵活,锻造时金屑坯料只有部分表面与工具或上下砧面接触,其余为自由表面,坯料在水平方向进行塑性变形时流动自由,因而要求设备功率比模锻小;锻件形状和尺寸全凭锻工掌握和控制,因此生产效率低,锻件复杂程度和精度较低。
随着锻造生产的发展,批量的增加,自由锻件必然被生产效率高、精度高、锻件形状复杂的模锻件所代替,但特大型锻件还必须靠自由锻生产,而且随着科学技术的发展,自由锻造的现代化,锻件的内部质量、精度与生产效率都将有很大的提高。
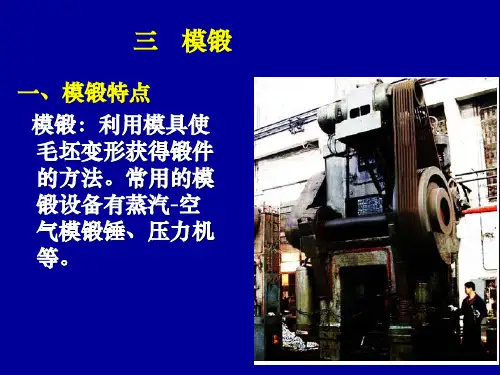
采用模具在锻造设备上进行的锻造称为模型锻造,简称模锻。
模锻时金属坯料表面与模具全面接触,坯料在进行塑性变形时流动不自由,受到模壁限制,因而要求设备功率大;锻件的尺寸和形状由终锻模膛控制,余量小,精度与效率都高,而且便于实现机械化和自动化。
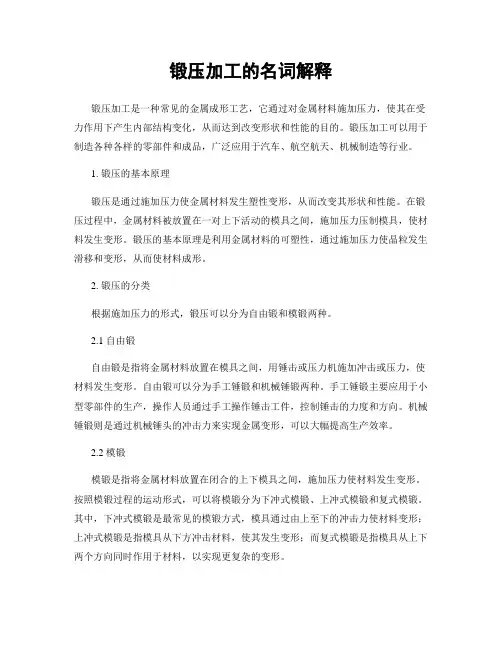
自由锻造适合于单件、小批生产,模型锻造则适合于大批量的生产。
6.1 自由锻造6.1.1 自由锻造基本工序自由锻造的基本工序有拔长、镦粗、冲孔、扩孔、切断、弯第97页形、扭转和错移等。
(1)拔长是使锻件长度增长、横截面积减小的操作工序,主要用于锻造轴类锻件,如台阶轴、拉杆和连杆等。
①拔长的基本方法拔长时沿坯料的一面顺次锻打一遍后,坯料一般会发生翘曲,应将坯料翻转180°后轻击拉直,然后再翻转90°顺次锻打。
对塑性较差的高合金钢等锻件,应采用沿螺旋方向翻转90°的方法锻造,以保证锻造时变形均匀和温度均匀。
翻转方法如图6—1所示。
②拔长的操作要点a.拔长时坯料每次进给量不得小于单面压下量,否则容易产生折叠。
b.直径较大的坯料拔成较小的圆截面时,应先锻成方形截面,当拔长到接近锻件直径时,再倒棱滚圆。
如果用圆钢拔成方钢,圆钢的最小直径应在方钢边长的1.4倍以上,才能保证锻得出。
1.体积成形〔锻造、热锻〕:利用外力,通过工具或模具使金属毛坯产生塑性变形,发生金属材料的转移和分配,从而获得具有一定形状、尺寸和内在质量的毛坯或零件的一种加工方法。
2.自由锻:只用简单的通用性工具,或在锻压设备的上、下砧间直接使坯料成形而获得所需锻件的方法。
特点: 1、工具简单,通用性强,操作灵活性大,适合单件和小批锻件,特别是特大型锻件的生产。
2、工具与毛坯局部接触,所需设备功率比生产同尺寸锻件的模锻设备小得多,适应与锻造大型锻件。
3、锻件精度低,加工余量大,生产效率低,劳动强度大3.模锻:利用模具使坯料变形而获得锻件的锻造方法。
通过冲击力或压力使毛坯在一定形状和尺寸的锻模模腔内产生塑性模锻特点: (1)锻件形状较复杂,尺寸精度高; (2)切削余量小,材料利用率高,模锻件本钱较低; (3)与自由锻相比,操作简单,生产率高;(4) 设备投资大,锻模本钱高,生产准备周期长,且模锻件受到模锻设备吨位的限制,适于小型锻件的成批和大量生产。
变形获得锻件4.锻造工艺流程:备料---加热---模锻---切边、冲孔—热处理—酸洗、清理---校正5.锻造用料:碳素钢和合金钢、铝、镁、铜、钛等及其合金。
材料的原始状态:棒料、铸锭、金属粉末和液态金属。
6.一般加热方法:可分为燃料〔火焰〕加热和电加热两大类。
7.钢在加热时的常见缺陷:氧化、脱碳、过热、过烧、裂纹8.自由锻主要工序:镦粗、拔长、冲孔、扩孔9.使坯料高度减小,横截面增大的成形工序称为镦粗。
镦粗分类:完全镦粗、端部镦粗、中间镦粗10.镦粗的变形分析:难变形区、大变形区、小变形区11.镦粗工序主要质量问题:①锭料镦粗后上、下端常保存铸态组织②侧外表易产生纵向或呈45度方向的裂纹③高坯料镦粗时常由于失稳而弯曲。
防止措施: 1、使用润滑剂和预热工具 2、采用凹形毛坯 3、采用软金属垫 4、采用叠镦和套环内镦粗 5、采用反复镦粗拔长的锻造工艺12.使坯料横截面积减小而长度增加的成形工序叫拔长13.在坯料上锻制出透孔或不透孔的工序叫冲孔14.冲孔的质量分析:走样、裂纹、孔冲偏15.减小空心坯料壁厚而增加其内、外径的锻造工序叫扩孔16.采用一定的工模具将坯料弯成所规定的外形的锻造工序称为弯曲17.扭转是将坯料的一局部相对于另一局部绕其轴线旋转一定角度的锻造工序18.按成形方法的不同,模锻工艺可分为开式模锻、闭式模锻、挤压和顶镦四类19.模具形状对金属变形流动的影响:⑴控制锻件的最终形状和尺寸⑵控制金属的流动方向⑶控制塑性变形区⑷提高金属的塑性⑸控制坯料失稳提高成形极限20.开式模锻变形过程:第Ⅰ阶段是由开场模压到金属与模具侧壁接触为止;第Ⅰ阶段完毕到金属充满模膛为止是第Ⅱ阶段;金属充满模膛后,多余金属由桥口流出,此为第Ⅲ阶段。


锻压加工的名词解释锻压加工是一种常见的金属成形工艺,它通过对金属材料施加压力,使其在受力作用下产生内部结构变化,从而达到改变形状和性能的目的。
锻压加工可以用于制造各种各样的零部件和成品,广泛应用于汽车、航空航天、机械制造等行业。
1. 锻压的基本原理锻压是通过施加压力使金属材料发生塑性变形,从而改变其形状和性能。
在锻压过程中,金属材料被放置在一对上下活动的模具之间,施加压力压制模具,使材料发生变形。
锻压的基本原理是利用金属材料的可塑性,通过施加压力使晶粒发生滑移和变形,从而使材料成形。
2. 锻压的分类根据施加压力的形式,锻压可以分为自由锻和模锻两种。
2.1 自由锻自由锻是指将金属材料放置在模具之间,用锤击或压力机施加冲击或压力,使材料发生变形。
自由锻可以分为手工锤锻和机械锤锻两种。
手工锤锻主要应用于小型零部件的生产,操作人员通过手工操作锤击工件,控制锤击的力度和方向。
机械锤锻则是通过机械锤头的冲击力来实现金属变形,可以大幅提高生产效率。
2.2 模锻模锻是指将金属材料放置在闭合的上下模具之间,施加压力使材料发生变形。
按照模锻过程的运动形式,可以将模锻分为下冲式模锻、上冲式模锻和复式模锻。
其中,下冲式模锻是最常见的模锻方式,模具通过由上至下的冲击力使材料变形;上冲式模锻是指模具从下方冲击材料,使其发生变形;而复式模锻是指模具从上下两个方向同时作用于材料,以实现更复杂的变形。
3. 锻压加工的优势与其他金属加工方法相比,锻压加工具有以下几个优势。
3.1 优化内部组织结构在锻压过程中,金属材料受到的应力较大,晶粒发生滑移和变形,从而使内部组织结构得以优化。
这种结构优化可以使材料的力学性能得到提升,提高材料的强度和硬度。
3.2 提高产品的密度和质量由于锻压过程中金属材料受到较大的压力,材料中的气孔和缺陷会被压实,从而提高产品的密度。
同时,锻压加工还可以清除金属材料表面的氧化皮、铁锈等杂质,使产品的质量得到提高。
模型锻造3.3.2 模型锻造模型锻造包括模锻和镦锻,它是将加热或不加热的坯料置于锻模模膛内,然后施加冲击力或压力使坯料发生塑性变形而获得锻件的锻造成形过程。
一、模型锻造成形过程特征模型锻造时坯料是整体塑性成形,坯料三向受压。
坯料放于固定锻模模膛中,当动模作合模运动时(一次或多次),坯料发生塑性变形并充满模膛,随后,模锻件由顶出机构顶出模膛。
热成形要求被成形材料在高温下具有较好的塑性,而冷成形则要求材料具有足够的室温塑性。
热成形过程主要是模锻,可生产各种形状的锻件,锻件形状仅受成形过程、模具条件和锻造力的限制。
热成形模锻件的精度和表面品质除锻模的精度和表面品质外,还取决于氧化皮的厚度和润滑剂等,一般都符合要求,但要得到零件配合面最终精度和表面品质还须再进行精加工(如车削、铣削、刨削等);冷成形件则可获得较好的精度(0.2mm)与表面品质,几乎可以不再进行或少进行机械加工。
模锻可使用多种锻压设备(蒸汽锤、机械压力机、液压机、卧式机械镦锻机等),所需设备要根据生产量和实际采用的成形过程来选择。
模锻广泛用于飞机、机车、汽车、拖拉机、军工、轴承等制造业中,最常见的零件是齿轮、轴、连杆、杠杆、手柄等。
但模锻常限于150kg以下的零件。
由于锻模造价高,制造周期长,故模型锻造仅适宜于大批量生产。
二、模锻过程模锻生产过程的流程如下:1、绘制模锻件图模锻件图(又叫模锻过程图)是生产过程中各个环节的指导性技术文件。
在制订模锻件图时应考虑的因素有:(1)分模面分模面指上、下锻模在锻件上的分界面。
锻件分模面选择的好坏直接影响到锻件的成形、锻件出模、锻模结构及制造费用、材料利用率、切边等一系列问题。
在制订模锻件图时,须遵照下列原则确定分模面位置。
①要保证模锻件易于从模膛中取出。
故通常分模面选在模锻件最大截面上。
②所选定的分模面应能使模膛的深度最浅。
这样有利于金属充满模膛,便于锻件的取出和锻模的制造。
③选定的分模面应能使上下两模沿分模面的模膛轮廓一致,这样在安装锻模和生产中发现错模现象时,便于及时调整锻模位置。
锻造和锻压
锻造和锻压是金属加工过程中常用的方法。
它们都是利用力的作用,将金属材料加热至塑性状态后通过压力改变其形状或者改善其性能。
锻造是指将金属材料加热至塑性状态后,通过压力使其在模具中产生塑性变形,从而得到所需形状的金属制品的过程。
锻造可以分为自由锻造、模锻和冷锻三种。
自由锻造是指将金属材料加热至塑性状态后,用锤子或者压力机的冲击力使其形成所需形状的金属制品。
模锻是指将金属材料加热至塑性状态后,放置在前有模型的模具中,通过压力形成所需形状的金属制品。
冷锻是指将金属材料在常温下进行锻造,通常用于加工钢材。
锻压是指将金属材料加热至塑性状态后,放置在压力机的模具中,通过压力变形来得到所需形状的金属制品的过程。
与锻造相比,锻压过程中施加的压力更大,通常用于加工大型的金属件。
锻压常用于汽车、机械、船舶等行业。
锻造和锻压都可以提高金属材料的力学性能和耐磨性能,使其具备更好的机械性能和耐用性。
此外,锻造和锻压还可以改变金属材料的形状、尺寸和结构,使其符合设计要求。
锻造的工艺类别-回复关于锻造的工艺类别锻造是一种利用金属材料进行塑性变形的加工工艺,广泛应用于航空航天、汽车制造、机械制造等众多领域。
在锻造过程中,金属材料通过施加力量使其发生塑性变形,从而得到所需的形状和性能。
根据锻造的不同方式和应用需求,可以将其分为以下几个工艺类别。
1. 锻造分类的基本原则针对不同的应用需求,锻造工艺可以根据工作温度、加工方式、材料形态等因素进行分类。
根据工作温度,锻造可以分为冷锻、热锻和半热锻。
根据加工方式,分为自由锻造、模锻和挤压锻造。
根据材料形态,分为块锻和片锻。
2. 冷锻冷锻是指在室温下进行的锻造工艺。
冷锻适用于一些低碳钢、合金钢等材料,常用于大批量生产零件,具有高效、成本低的特点。
冷锻的主要优点是能够保持金属材料的机械性能,但对于一些高碳钢和有色金属来说,冷锻会导致良好的塑性变形困难。
热锻是指在高温下进行的锻造工艺,通常应用于高碳钢、合金钢和不锈钢等材料。
热锻能够降低金属的形变阻力,提高金属的塑性变形能力,使其更容易塑性变形,从而获得更好的工艺性能。
热锻的工艺温度通常在材料的非再结晶温度至再结晶温度之间。
热锻不仅能够得到复杂形状的零件,还能够提高材料的机械性能和耐热性。
4. 半热锻半热锻是指在金属材料的工作温度接近再结晶温度时进行的锻造工艺。
半热锻结合了冷锻和热锻的优点,能够在保持较高塑性的同时降低锻造过程中的形变阻力。
这种工艺适用于很多钢材、高温合金和有色金属的锻造,可以得到更好的成形精度和机械性能。
5. 自由锻造自由锻造也称为自由锤锻造,是锻造中最常见的一种工艺。
在自由锻造中,金属材料被放置在将要锻造的位置上,然后用锤头或锻压机施加冲击力或压力进行塑性变形。
自由锻造适用于锻造不规则形状的零件,可以得到良好的成形效果和机械性能。
模锻是利用模具将金属材料压制成所需形状的锻造工艺。
模锻适用于精密锻造,能够获得更高的形状精度和尺寸一致性。
模锻通常需要使用专门设计的模具和模锻设备,具有较高的成本。