冷冲压模具及结构
- 格式:ppt
- 大小:1.46 MB
- 文档页数:30
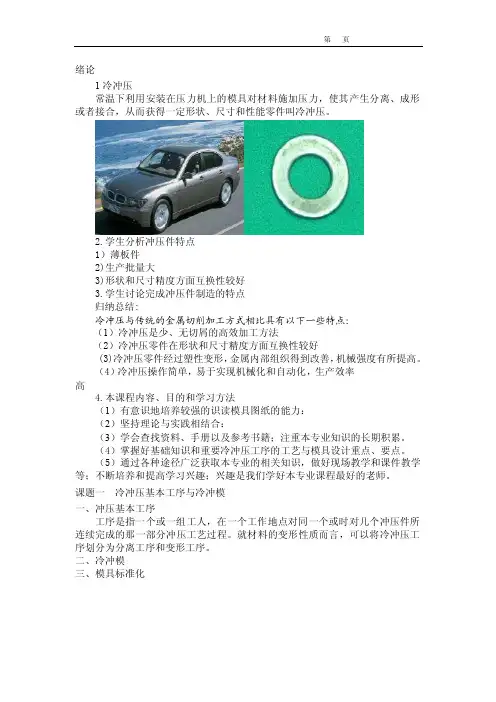
绪论1冷冲压常温下利用安装在压力机上的模具对材料施加压力,使其产生分离、成形或者接合,从而获得一定形状、尺寸和性能零件叫冷冲压。
2.学生分析冲压件特点1)薄板件2)生产批量大3)形状和尺寸精度方面互换性较好3.学生讨论完成冲压件制造的特点归纳总结:冷冲压与传统的金属切削加工方式相比具有以下一些特点:(1)冷冲压是少、无切屑的高效加工方法(2)冷冲压零件在形状和尺寸精度方面互换性较好(3)冷冲压零件经过塑性变形,金属内部组织得到改善,机械强度有所提高。
(4)冷冲压操作简单,易于实现机械化和自动化,生产效率高4.本课程内容、目的和学习方法(1)有意识地培养较强的识读模具图纸的能力:(2)坚持理论与实践相结合:(3)学会查找资料、手册以及参考书籍;注重本专业知识的长期积累。
(4)掌握好基础知识和重要冷冲压工序的工艺与模具设计重点、要点。
(5)通过各种途径广泛获取本专业的相关知识,做好现场教学和课件教学等;不断培养和提高学习兴趣;兴趣是我们学好本专业课程最好的老师。
课题一冷冲压基本工序与冷冲模一、冲压基本工序工序是指一个或一组工人,在一个工作地点对同一个或时对几个冲压件所连续完成的那一部分冲压工艺过程。
就材料的变形性质而言,可以将冷冲压工序划分为分离工序和变形工序。
二、冷冲模三、模具标准化课题二金属塑性变形基本知识一、主应力与主应变图1-1 主应变图二、塑性及与变形抗力1. 塑性及塑性变形塑性是固体材料在外力作用下发生永久变形,而不破坏其完整性的能力;影响金属塑性的因素主要包括金属本身的晶格类型、化学成分和金相组织等以及变形时的外部条件,如变形温度、变形速度和变形方式等。
2.变形抗力金属在变形时反作用于运动着的工具之力称为变形抗力。
3.变形温度对塑性变形的影响随着金属加工温度的升高金属塑性增加,变形抗力降低,柔软性增加。
比如在板料成形加工中,就可以采取加热使板料软化,增加板料的变形程度,降低板料的变形抗力,提高工件的成形精确度的措施。
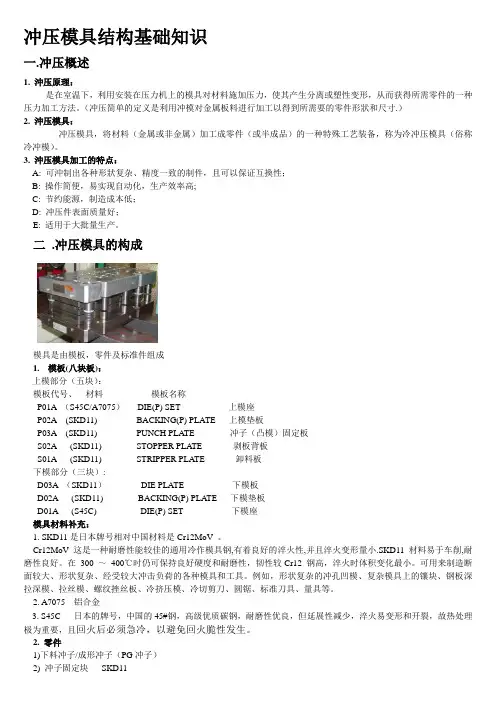
内容提纲一.什么是冲压?二.冲压加工概述三.冲压加工的工艺特点四.模具的基本结构五.模具的基本组成部分六.各零部件的作用一.什么是冲压?冲压:通过冲床和模具对板材、带材、管材及型材等材料施加压力,使其材料产生分离或塑性变形,从而获得所需形状和尺寸的加工方法二.冷冲压加工概述1.冲压按工艺分类主要有两大类:a 分离(冲裁)工序b 成形工序冲裁:使产品沿一定轮廓线与材料分离来获得工件的工序成形:使材料在不被破坏的条件下发生塑性变形,从而达到所需形状和尺寸的工件的工序在实际生产过程中,常常是多种工序应用于一套模具上来满足形状较为负杂的产品其中:冲裁、弯曲、拉深、胀形等是冲压过程中几个主要的冲压工序冷冲压加工概述冲孔折弯卷圆切舌翻孔凸包拉深三.冷冲压加工的工艺特点优点:1.冲压加工可以获得极高的生产效率2.可以得到形状比较复杂、用其它加工方法难以加工的产品,如薄壳工件等3.产品的尺寸精度与模具的精度相关;因此,尺寸较稳定、互换性较高4.材料利用率较高,冲压耗能少;单位产品的成本较低5.冲压生产操作简单,易于实现自动化和机械化6.适合于大批量的生产缺点:1.冲压模具一般比较复杂,模具加工周期较长,且成本较高2.模具加工要求较高,不易制作综上所述:在进行模具设计时,需要很强的想象力和创造力;在理论和经验方面,对设计者和加工者的要求都很高五. 模具的基本组成部分模具的基本组成部分上盖板材质:45# (不需要热处理)T=20.00mm代码:PA硬度要求:自身硬度,无特别要求主要作用:是使脱料弹簧的压力得以平衡,协调性好;将上模固定于冲床上。
加工机种:铣床、磨床材质:45# (不需要热处理)T=40.00 mm代码:UP硬度要求:自身硬度,无特别要求主要作用:放置外导套、限位柱以及卸料弹簧上模座厚度的大小与卸料弹簧的长度有直接的关系加工机种:铣床、磨床、慢走丝外导套上垫板材质:SLD T=12.000mm代码:PB硬度要求:HRC58~62 (需深冷处理)主要作用:承受冲头或镶件在冲压过程受力回让,避免上模座发生凹陷或变形。
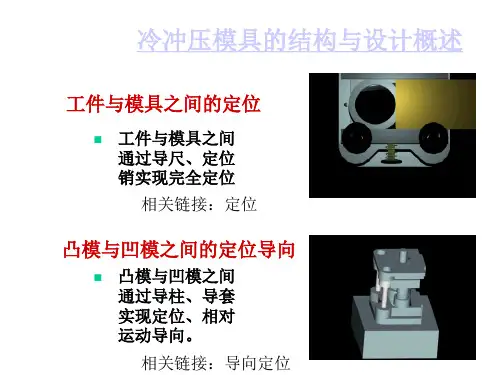
冷冲压模具的基本结构冷冲压模具是一种用于金属冷加工的工具,它的基本结构包括模架、上模、下模、顶针和导柱等部分。
一、模架模架是冷冲压模具的主要支撑部分,通常由上座板、下座板、立柱和横梁等组成。
上座板和下座板分别固定在冲床的上、下工作台上,起到支撑模具和工件的作用。
立柱和横梁则连接上座板和下座板,使模具具有足够的刚性和稳定性。
二、上模上模是冷冲压模具中的一部分,也称为凸模。
它通常由模座、模块和模板等组成。
模座用于固定上模到模架上,模块则是上模的主要工作部分,其上有可更换的模板,用于冷冲压工序。
上模的设计和制造要考虑到模具使用过程中的载荷、摩擦和磨损等因素。
三、下模下模是冷冲压模具中的另一部分,也称为凹模。
它通常由模座、模块和模板等组成。
模座用于固定下模到模架上,模块则是下模的主要工作部分,其上有可更换的模板,用于冷冲压工序。
下模的设计和制造也需要考虑到模具使用过程中的载荷、摩擦和磨损等因素。
四、顶针顶针是冷冲压模具中的一个重要组成部分,通常由顶针座和顶针杆组成。
顶针座用于固定顶针杆到模架上,顶针杆则是顶针的工作部分,用于在冷冲压过程中对工件进行定位和成形。
顶针的设计和制造要考虑到模具使用过程中的载荷、精度和耐磨性等要求。
五、导柱导柱是冷冲压模具中的重要组成部分,用于引导模具在冷冲压过程中的上下运动。
导柱通常由导柱座和导柱柱体组成,导柱座用于固定导柱到模架上,导柱柱体则起到支撑和引导的作用。
导柱的设计和制造要考虑到导向精度、耐磨性和稳定性等因素。
冷冲压模具的基本结构就是由模架、上模、下模、顶针和导柱等部分组成。
模架起到支撑和固定模具的作用,上模和下模是冷冲压工序中的工作部分,顶针用于定位和成形工件,导柱则用于引导模具的上下运动。
这些组成部分相互配合,共同完成冷冲压加工的任务。
在设计和制造冷冲压模具时,需要考虑到各部分的功能和使用要求,以确保模具的性能和寿命。
同时,在使用过程中还需要进行定期的维护和保养,以延长模具的使用寿命和保证加工质量。

冷冲压模具设计要点
1.材料选择:冷冲压模具所使用的材料应具有高强度、耐磨损和耐腐
蚀的特性,一般常用于模具制作的材料有工具钢、硬质合金、高速钢等。
2.结构设计:冷冲压模具的结构设计应考虑到模具的强度、刚性和稳
定性,以保证模具在使用过程中能够承受大的载荷和高频的工作循环,同
时也要考虑到模具的拆卸和维护方便。
3.设计尺寸:模具设计的尺寸应根据产品的形状、尺寸和要求来确定,其中应考虑到材料的伸缩性、弹性以及工艺的要求等因素,确保成形后的
产品尺寸精度和表面质量。
4.几何形状:冷冲压模具的几何形状应符合产品的要求,具有合理的
结构,以利于金属材料在成形过程中的流动和填充,同时也要避免产生应
力集中和变形等问题。
5.寿命和耐磨性:冷冲压模具在使用过程中会受到金属材料的冲击和
磨损,因此需要具备良好的耐磨性和长寿命,可以通过表面涂层、热处理
以及硬质合金加工等方式来提高模具的寿命。
6.润滑和冷却:在冷冲压过程中,为了减少摩擦和热量的产生,需要
对冷冲压模具进行润滑和冷却处理,以保证模具的正常工作和生产效率。
7.精度和控制:冷冲压模具的设计要考虑到产品的精度和控制要求,
包括成形厚度、尺寸公差、直角度、表面平整度等,以保证产品的质量和
性能。
8.模具标准和规范:对于冷冲压模具的设计,应按照相关的标准和规
范进行设计,以确保模具的质量和安全性。
冷冲压模具设计的要点主要包括材料选择、结构设计、设计尺寸、几何形状、寿命和耐磨性、润滑和冷却、精度和控制,以及模具标准和规范等方面。
只有综合考虑以上要点并灵活运用,才能设计出高质量、高效率的冷冲压模具。

冲压模具的基本结构及工作原理引言:冲压模具是一种常见的工具,广泛应用于金属冲压加工中。
它的作用是将金属板料加工成所需形状和尺寸的工件。
本文将介绍冲压模具的基本结构和工作原理,以及其在工业生产中的重要作用。
一、冲压模具的基本结构:冲压模具由上模和下模组成。
上模是安装在冲床上的模具,下模则是固定在工作台上的模具。
上模和下模的结构相对复杂,主要包括以下部分:1. 可动部件:可动部件包括模具座、导向柱、导向套和推杆等。
它们的作用是使模具在加工过程中能够平稳运动,并保持正确的位置,保证加工的精度和质量。
2. 工作部件:工作部件指的是模具中用于加工工件的具体部分,如模腔、模块、刀具等。
工作部件的结构和形状根据加工工件的要求来设计,它们直接决定了冲压加工的效果和工件的质量。
3. 固定部件:固定部件主要包括模板、夹具、固定柱等。
它们的作用是将可动部件和工作部件固定在一起,保证模具在加工过程中的稳定性和安全性,防止工件和模具的移动或脱离。
二、冲压模具的工作原理:冲压模具的工作原理基于压力和运动的原理。
它通过冲击或挤压金属板料使其变形,从而得到所需形状和尺寸的工件。
具体工作过程如下:1. 夹紧工件:在冲压加工之前,需要将金属板料夹在模具的工作部件之间,确保工件在加工过程中不会移动。
2. 施加压力:冲床施加压力,使冲头和模具进行相对运动。
压力使得模具的工作部件对金属板料施加冲击或挤压作用。
3. 金属板料变形:受到冲击或挤压作用,金属板料会发生塑性变形,根据模具的设计形成所需的工件形状。
4. 完成冲压加工:当冲头和模具分离后,工件便完成了冲压加工。
然后,夹紧工件的夹具松开,取出加工好的工件,进行后续加工或装配。
三、冲压模具在工业生产中的重要作用:冲压模具在工业生产中起着至关重要的作用,具体表现在以下几个方面:1. 提高生产效率:冲压模具采用批量生产的方式,可以一次加工多个工件,大大提高了生产效率。
冲压加工速度快、自动化程度高,能满足大规模生产需求。