模具设计计算表
- 格式:pdf
- 大小:845.19 KB
- 文档页数:19
模具报价成本分析表
一、模具设计成本分析
1、设计费用
(1)初步设计费用:包括机械设计、流体设计(液压设计与气动设计)、电气设计、控制设计和热力设计等等;
(2)样机设计费用:此费用分成两部分,一部分是完成模具设计的部分,另一部分是制作模具的部分,主要是根据客户提供的模具设计图纸进行各种测试和修改;
(3)总装设计费用:此费用主要是完成所有模具部件的拼装和最终的模具试制工作,包括总装图纸绘制、最终模具的拼装工作以及样件测试等;
(4)定型设计费用:此费用包括模具定型以及模具尺寸、尺度等的细节调整。
2、制造费用
(1)模具材料成本:此费用主要包括模具的原材料、配件材料、仪器和设备等等;
(2)模具加工费用:此费用主要包括磨床、车床、刨削、铣床、锯床及其他模具加工设备,以及钳工、抛光、热处理等等;
(3)模具装配费用:此费用主要是把模具的各个部件装配成一个模具,以及模具装配时需要的工具、设备及配件等;
(4)模具检测费用:此费用主要是检测模具的精度、尺寸、尺度等,以及模具在使用过程中需要的技术性检测和模具试。
模具面积计算重量计算公式在模具设计和制造过程中,计算模具的重量是非常重要的。
模具的重量直接影响到模具的使用寿命、成本和生产效率。
因此,了解模具面积计算重量的计算公式是非常有必要的。
模具的重量可以通过模具的面积来计算。
模具的面积是指模具的外表面积,包括模具的底部、侧面和顶部。
模具的面积可以通过数学公式来计算,然后通过密度计算出模具的重量。
模具的面积计算公式如下:A = 2πrh + 2πr^2。
其中,A表示模具的表面积,π表示圆周率,r表示模具的半径,h表示模具的高度。
在实际应用中,模具的形状各异,因此计算模具的面积需要根据模具的实际形状来确定。
以下是一些常见模具形状的面积计算公式:1. 圆柱形模具的面积计算公式:A = 2πrh + 2πr^2。
其中,r表示模具的半径,h表示模具的高度。
2. 立方体模具的面积计算公式:A = 6s^2。
其中,s表示模具的边长。
3. 圆锥形模具的面积计算公式:A = πr(r + l)。
其中,r表示模具的底部半径,l表示模具的斜高。
通过以上公式,可以计算出模具的表面积。
一旦得到了模具的表面积,就可以通过模具的密度来计算模具的重量。
模具的密度一般是通过材料的密度来确定。
不同的模具材料有不同的密度,因此需要根据实际情况来确定模具的密度。
一般来说,模具的密度可以通过以下公式来计算:ρ = m/V。
其中,ρ表示模具的密度,m表示模具的质量,V表示模具的体积。
通过上述公式,可以计算出模具的密度。
然后,通过模具的面积和密度,就可以计算出模具的重量:W = ρA。
其中,W表示模具的重量,ρ表示模具的密度,A表示模具的表面积。
通过以上公式,可以很容易地计算出模具的重量。
这对于模具的设计和制造非常重要。
知道模具的重量可以帮助设计师选择合适的材料和结构,从而提高模具的使用寿命和生产效率。
此外,计算模具的重量还可以帮助制造商合理安排生产流程,提高生产效率。
知道模具的重量可以帮助制造商选择合适的设备和工艺,从而提高生产效率和降低成本。
模具设计计算公式介绍如下:
1.模具尺寸计算公式
•模具长度L = 零件长度+ 拉料量+ 压头高度+ 开料量+ 模板厚度
•模具宽度W = 零件宽度 + 拉料量 + 压头宽度 + 开料量 + 2 x 壁厚
•模具高度H = 零件高度 + 拉料量 + 压头高度 + 开料量 + 2 x 壁厚
2.模具压力计算公式
•模具最大压力Fmax = (K x A x S x T) + (K x B x S x T) 其中,K为系数,A为零件的侧面积,B为零件的底面积,S为
材料抗拉强度,T为材料的厚度。
3.模具材料选择公式
•模具材料的选择应考虑到模具的使用寿命、成本、加工性能等因素。
一般来说,模具材料应具有高强度、高硬度、高韧性、
良好的热导性和耐磨性等特点。
常用的模具材料有工具钢、合
金钢、硬质合金等。
4.模具加工工艺公式
•模具加工过程中需要进行多项计算,如切削速度、进给速度、切削深度、切削力等。
这些参数的计算公式与加工工艺有关,
可根据具体情况进行选择和调整。
以上是一些常用的模具设计公式,但具体情况仍需根据实际情况进行
选择和调整。
在实际模具设计过程中,还需要考虑到多个因素的综合作用,如模具的结构、零件的形状和尺寸、生产批量等。

d = K √Fd :導銷直徑(mm)F :模具分模面上的表面積(mm 2)K :比例係數,一般為0.07~0.09F>200000時,K 取0.07。
F =40000~200000時,K 取0.08 。
F<40000時,K 取0.09。
K=0.07F=150000mm 2√F =387.2983346d=27.11088342mmP =P1cosα+P2sinα=ALp(μcosα-sin α) P :拔模力(kg)P1:抽芯阻力(kg)P2:鑄件冷凝收縮後對型芯的包緊力(kg)A :被鑄件包緊的型芯成形部分斷面周長(mm)L :被鑄件包緊的型芯成形部分之長度(mm) p :單位面積的包緊力。
對鋅合金一般取0.6~0.8kg/mm 2;對鋁合金一般取1~1.2kg/mm 2;對銅合金一般取1.2~1.6kg/mm 2。
μ:壓鑄合金對型芯的摩擦係數,一般取0.2~0.25A=87mm L=61mmp=0.7kg/mm2μ=0.25α=1°cosα0.999847695sinα0.017453293P=863.7463143kgA = P/(n*s)A =頂出銷前端截面積(mm)P =頂出銷承受的總推力(kg )n =頂出銷數量s =鑄件的容許應力(kg/mm 2)。
銅、鋁合金取5kg/mm 2,鋅合金取4kg/mm 2,鎂合金取3kg/mm 2。
P=863.7463143kg n=6pcss=4kg/mm2A=35.98942976mm A=36mm 頂出銷直徑選擇Ø= 6.770275003mmP =P1cosα+P2sinα=ALp(μcosα-sin α) 拔模力公式試算請輸入n 、sA = P/(n*s) 頂出銷直徑公式試算頂出銷是否會發生挫曲頂出銷直徑d = K √F 導銷直徑公式試算請輸入K 、F導銷直徑請輸入A 、L 、α拔模力K =n*E*I/(P*L 2)K :穩定安全係數,鋼取1.5~3n :穩定係數,其值取20.19E :楊氏模數,鋼取2x106(kg/cm 2)I :頂出銷最小截面積處之慣性矩(cm 4),對於圓形截面I =лd 4/64(d =頂出銷直徑)P :頂出銷承受之實際推力(kg)n=20.19E=2000000kg/cm 2d=1cm I=0.049087385cm 4P=863.7463143kg L=15cm L 2=225cmK=10.19923241K=1.5~3直徑核可角銷直徑d =(P*h/(3Cosα21/3d :角銷直徑(mm)h :滑塊端面至受力點的垂直距離(mm)P :拔模力(kg)Q :角銷承受的最大彎曲力(kg)P=863.7463143kg h=40mm α15°cosα0.965925826cosα20.933012702d=23.11066608mm 角銷直徑選擇Ø24mm結論請輸入h ,αd =(P*h/(3Cosα21/3角銷直徑公式試算請輸入d 、lK =n*E*I/(P*L 2) 頂針挫曲公式試算。
模具估价预算表--带示范例子的哦流程清晰,模具材料的介绍正确
示范例子
A.模具简介
1.模具名称:XXX
2.模具材料:铝合金
3.模具形式:热浇铸模具
4.模具尺寸:200mm×200mm×200mm
B.模具估价
1.模具设计价格
整机设计费:RMB xx 元
材料制造费:RMB xxx 元
加工费用:RMB xxxx 元
2.模具材料价格
材料成本:RMB xxx 元
加工费:RMB xxxx 元
3.模具总价
模具设计价:RMB xxx 元
模具材料价:RMB xxxx 元
模具总价:RMB xxxxx 元
C.模具材料介绍
1.铝合金
铝合金是一种由铝、铜、锰、镁等多种金属元素经过熔炼混合而成的
合金材料。
由于其具有质轻、机械性能良好、抗腐蚀能力强等优点,因此
在模具行业中得到了广泛的应用。
2.热浇铸模具
热浇铸模具是指采用热浇铸技术制作的模具。
它的主要工艺特点是在
铸件表面形成不同程度的金属流动包覆,以达到改善铸件表面质量的目的。
此外,它还具有节约材料、结构比较复杂及具有较高的强度等优点,从而
得到广泛应用。
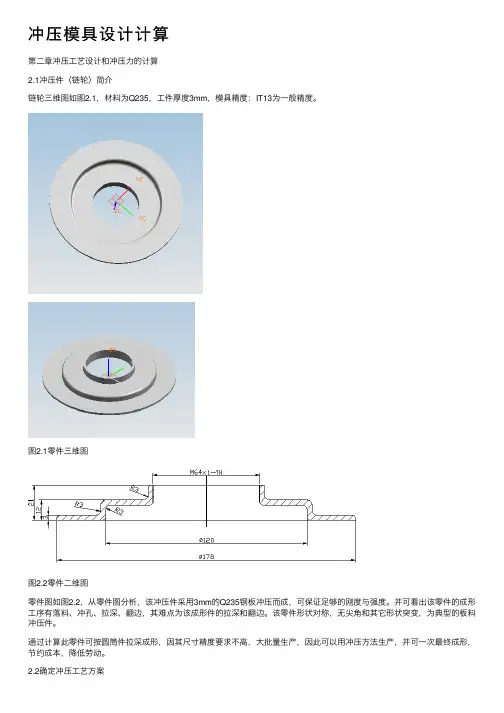
冲压模具设计计算第⼆章冲压⼯艺设计和冲压⼒的计算2.1冲压件(链轮)简介链轮三维图如图2.1,材料为Q235,⼯件厚度3mm,模具精度:IT13为⼀般精度。
图2.1零件三维图图2.2零件⼆维图零件图如图2.2,从零件图分析,该冲压件采⽤3mm的Q235钢板冲压⽽成,可保证⾜够的刚度与强度。
并可看出该零件的成形⼯序有落料、冲孔、拉深、翻边,其难点为该成形件的拉深和翻边。
该零件形状对称,⽆尖⾓和其它形状突变,为典型的板料冲压件。
通过计算此零件可按圆筒件拉深成形,因其尺⼨精度要求不⾼,⼤批量⽣产,因此可以⽤冲压⽅法⽣产,并可⼀次最终成形,节约成本,降低劳动。
2.2确定冲压⼯艺⽅案经过对冲压件的⼯艺分析后,结合产品图进⾏必要的⼯艺计算,并在分析冲压⼯艺类型、冲压次数、冲压顺序和⼯序组合⽅式的基础上,提出各种可能的冲压分析⽅案[]10。
1)冲压的⼏种⽅案(1)落料、冲孔、拉深、翻边单⼯序模具⽣产。
(2)落料、冲孔复合模,拉深、翻边复合模⽣产。
(3)落料、冲孔连续进⾏采⽤级进模⽣产,拉深、翻边复合模⽣产。
(4)落料、冲孔、拉深、翻边复合模⽣产。
⽅案⼀:结构简单,需要四道⼯序,四套模具才能完成⼯件的加⼯,成本⾼。
⽅案⼆:加⼯⼯序减少,节省加⼯时间,制造精度⾼,成本相应减少,提⾼了劳动⽣产率。
⽅案三:在⽅案⼆的基础上加⼤了制造成本,既不经济⼜不实惠。
⽅案四:在⽅案⼆的基础上⼜减少了加⼯⼯序,⼜节省加⼯时间,制造精度⾼,成本相应减少,⼜提⾼了劳动⽣产率。
⼀个⼯件往往需要经过多道⼯序才能完成,编制⼯序⽅案时必须考虑两种情况:单⼯序模分散冲压或⼯序组合采⽤复合模连续冲压,这主要取决于冲压件的⽣产批量,尺⼨⼤⼩和精度等因素。
通过产品质量、⽣产率、设备条件、模具制造和寿命、操作安全以及经济效益等⽅⾯的综合分析,⽐较决定采⽤⽅案四。
即:落料、冲孔、拉深、翻边→成品。
2)各加⼯⼯序次数的确定根据⼯件的形状和尺⼨及极限变形程度可进⾏以下决定:落料、冲孔、拉深、翻边各⼀次。
模具费用的计算方法:1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费模具报价估计1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。
(都是毛胚重量)3、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3:1,模架的加工费用一般是1:1。
4、风险费用是以上总价的10%。
5、税()6、设计费用是模具总价的10%。
∙∙模具的报价策略和结算方式模具的报价与结算是模具估价后的延续和结果。
从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价。
在这个过程里,人们总是希望,模具估价=模具价格=模具结算价。
而在实际操作中,这四个价并不完全相等,有可能出现波动误差值。
这就是以下所要讨论的问题。
当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据。
通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同。
才能正式开始模具的加工。
一、模具估价与报价、报价与模具价格模具估价后,并不能马上直接作为报价。
一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加10-30%提出第一次报价。
经过讨价还价,可根据实际情况调低报价。
但是,当模具的商讨报价低于估价的10%时,需重新对模具进行改进细化估算,在保证保本有利的情况下,签订模具加工合同,最后确定模具价格。
模具费用怎么计算模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费模具报价估计1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。
(都是毛胚重量)3、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3:1,模架的加工费用一般是1:1。
4、风险费用是以上总价的10%。
5、税6、设计费用是模具总价的10%。
模具的报价策略和结算方式模具的报价与结算是模具估价后的延续和结果。
从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价。
在这个过程里,人们总是希望,模具估价=模具价格=模具结算价。
而在实际操作中,这四个价并不完全相等,有可能出现波动误差值。
这就是以下所要讨论的问题。
当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据。
通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同。
才能正式开始模具的加工。
一、模具估价与报价、报价与模具价格模具估价后,并不能马上直接作为报价。
一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加10-30%提出第一次报价。
经过讨价还价,可根据实际情况调低报价。
模具价格计算法一、材料系数法模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费二、经验计算法材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%三、模具报价估计1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。
(都是毛胚重量)3、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3:1,模架的加工费用一般是1:1。
4、风险费用是以上总价的10%。
5、设计费用是模具总价的10%。
四、模具的报价策略和结算方式模具的报价与结算是模具估价后的延续和结果。
从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价。
在这个过程里,人们总是希望,模具估价=模具价格=模具结算价。
而在实际操作中,这四个价并不完全相等,有可能出现波动误差值。
这就当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据。
通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同。
才能正式开始模具的加工。
模具估价后,并不能马上直接作为报价。
一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加10-30%提出第一次报价。
经过讨价还价,可根据实际情况调低报价。
但是,当模具的商讨报价低于估价的10%时,需重新对模具进行改进细化估算,在保证保本有利的情况下,签订模具加工合同,最后确定模具价格。
模具价这时形成的模具价格,有可能高于估价或低于估价。
当商讨的模具价格低于模具的保本价进,需重新提出修改模具要求、条件、方案等,降低一些要求,以期可能降低模具成本,重新估算后,再签订模具价格合同。
序号1234567891011121416 〇 大水口 〇 细水口 〇 简化型细水口17定位圈外径〇 ¢120mm 〇 ¢125mm 〇 ¢150mm 〇 无 〇 其他( )使用机型 〇 型腔 〇 型芯 〇 模板 〇 滑块 冷却位置 〇 直浇 〇 潜浇 〇 侧浇 〇 点浇 〇 热流道冷却位置 〇 型腔 〇 型芯 〇 模板 〇 滑块 模具结构 〇 滑块 〇 斜顶 〇 镶件 〇 其他( )生产效率 〇 15~35s/pcs 〇 36~55s/pcs 〇 其他( )13脱模方式 〇 顶杆 〇 绞牙 〇 推管 〇 推板 〇 拉板 〇 气缸 〇 推拉 〇 手动 原材收缩率 〇1‰~5‰ 〇6‰~10‰ 〇11‰~15‰产品材料〇16‰~20‰〇其他( )〇 半自动〇 镶件模具寿命 〇 30万模 〇 50万模 〇 其他 ( )制表日期 年 月 日模具依据标准内容〇 图纸满足条件 请在 〇 (√); 不满足条件请在其他(√),并且填写〇 样品#NAME?
其它客户名称模具名称生产要求〇 全自动模穴数 〇 1:1 〇 1:2 〇 1:4 〇 2:1 〇 其他( )浇口方式 〇 S136 〇 S136H 〇 NAK80 〇 其他( )15模仁产品外观要求模架 〇 咬花 〇 高光 〇 其他( ) 〇 45# 〇 50# 〇 P20 〇 718 〇 718H 产品名称产品编号模具编号开模天数。
注塑模具设计标准QR-ZY-GC-001 版本 2015一:关于司筒(推管)、顶针(推杆)的强度计算1:压曲负载 F[kgf]的计算 顶针的压曲强度计算通常利用欧拉公式: F=n×π2×A×E×( K )2L2:压缩负载 F1[kgf]的计算: 压缩负载是指熔融状树脂在填充,保压时施加到顶针上的负载。
F1=p×A n:支承条件常数 直杆时:n=4 台阶时:n=2.05 A:截面积[单位 mm] 圆截面:π ×d2 4 π 环形截面: ×(d2-d12) 4E:纵向弹性模量:21000[kgf/mm2]=2.1×105MPa=2.1×106 kgf/cm2 K:截面惯性半径 圆截面 环形截面 K=I / A (mm)K=d/4(mm) K=√d2+d12/16 (mm)I: 截面惯性矩[mm4] 圆截面: 环形截面:π ×d4 64 I= π ×(d4-d14) 64I=P: 型腔内压强[kgf/mm2] 3: 安全率的计算:1S=F >1 F1注塑模具设计标准QR-ZY-GC-001 版本 2015二:关于悬臂梁结构的最大挠度(δmax)计算公式 1:型芯前端有集中负载 δmax=Fl3/3EI δmax:最大挠度(cm) F: E: I: 集中负载(kgf/cm2) 纵向弹性模量 截面抗弯惯量(cm4)[惯性矩]Fl此公式同样可以计算斜顶杆的直径注:δ:斜顶杆变形量(cm);F:斜顶头的重力(kgf);E:纵向弹性模量 2.1x106(kgf/cm2);I:截面抗弯 惯性矩(cm4)。
2:型芯侧面有均布负载 δmax=ql4/8EI q: E: I: = Fl3/8EI q×l=F δmax:最大挠度(cm) 均布负载(kgf/cm); l 指型芯悬于模板的长度 纵向弹性模量 截面抗弯惯量(cm )[惯性矩]4ql实际上,熔化树脂会瞬间流向型芯的周围,因此只受单方向压力作用的可 能性极小。
冲压模具尺寸设计标准系数表冲压模具尺寸设计标准系数表是用于指导冲压模具设计的一种参考工具。
在进行冲压模具设计时,需要考虑到材料的性能、工艺要求、产品要求等因素,而尺寸设计则是其中非常重要的一部分。
尺寸设计的好坏直接影响到模具的使用寿命、生产效率和产品质量。
冲压模具尺寸设计标准系数表是根据冲压工艺的特点和经验总结出来的一种标准化方法。
通过将冲压模具的尺寸与零件的尺寸进行比较,分析模具所承受的载荷、应力分布和变形等情况,选择合适的材料和尺寸,以满足产品的要求。
冲压模具尺寸设计标准系数表通常包括以下几个方面的内容:1. 冲裁模尺寸设计标准系数表:主要包括冲裁模的根数、直径、间距、半径和高度等尺寸。
这些尺寸的选取要根据冲裁工艺的要求和产品的尺寸来确定,以保证冲裁的准确性和稳定性。
2. 下模尺寸设计标准系数表:主要包括下模的高度、宽度、长度和支撑结构等尺寸。
这些尺寸的选取要考虑到模具的牢固性和稳定性,以确保冲压过程中模具不会发生变形或破裂。
3. 凸模尺寸设计标准系数表:主要包括凸模的高度、直径、半径和间距等尺寸。
这些尺寸的选取要考虑到材料的强度和变形情况,以确保凸模能够正常工作并满足产品的要求。
4. 弹簧尺寸设计标准系数表:主要包括弹簧的直径、长度和弹性系数等尺寸。
这些尺寸的选取要考虑到弹簧的载荷和变形情况,以确保弹簧能够提供足够的压力并保持稳定的工作状态。
冲压模具尺寸设计标准系数表的制定需要根据具体的冲压工艺和产品要求来确定,不同的产品和工艺可能会有不同的尺寸设计要求。
因此,在进行模具设计时,设计人员需要根据实际情况选择合适的系数表,并对其中的尺寸进行相应的调整和优化,以满足产品的要求。
同时,模具设计人员还需要具备一定的经验和专业知识,以对尺寸设计进行合理的把握和调整。
压铸模具价格预估计算表一、模具设计与制造费用估计模具设计与制造是压铸模具制造的首要环节,也是决定模具价格的重要因素。
该环节包括以下几个方面的费用:1.设计费用:根据客户的要求和产品的设计图纸,进行模具的设计工作。
设计师的费用通常按小时计算,根据设计工作的复杂性和设计师经验的不同,费用也会有所不同。
2.制造费用:根据设计图纸进行模具的制造工作。
制造费用包括材料费、零部件加工费、装配费等。
模具的材料通常采用高硬度的工具钢,价格相对较高。
零部件的加工费用根据零部件的形状、尺寸和加工难度确定。
3.试模费用:完成模具制造后,需要进行试模,以确保模具能够正常运行。
试模费用包括试模材料费用和试模时间费用。
试模时间费用通常按照模具制造的时间费用计算。
二、模具维护与维修费用估计模具在使用过程中,由于长时间的高温高压作用,会导致模具磨损、变形等问题,需要进行维护和维修。
模具维护与维修费用包括以下几个方面:1.清洁费用:在模具使用过程中,需要对模具进行定期清洁,以去除模具表面的残留物。
清洁费用包括清洗剂的费用和清洁工人的费用。
2.维护费用:模具在长时间使用后,需要对其进行维护,包括更换润滑油、更换磨损的零部件等。
维护费用根据模具的大小和维护工作的复杂性确定。
3.维修费用:如果模具发生损坏或出现问题,需要进行维修。
维修费用包括零部件更换费用和维修工人的费用。
三、模具使用成本估计模具使用成本是指在模具使用过程中产生的各项费用,包括以下几个方面:1.能源费用:压铸过程需要使用电力和气体等能源,需要计算能源费用。
2.原材料费用:压铸过程需要使用压铸合金,根据产品的重量和合金价格计算原材料费用。
3.劳动力费用:压铸过程需要操作工人进行操作和监控,需要计算劳动力费用。
4.设备维护费用:压铸设备需要定期维护,包括润滑和更换磨损零部件等,需要计算设备维护费用。