【精品】焊接工艺评定表格
- 格式:doc
- 大小:170.50 KB
- 文档页数:28
![NB47014-2011焊接工艺评定表格[教材]](https://uimg.taocdn.com/0b200c735fbfc77da369b186.webp)
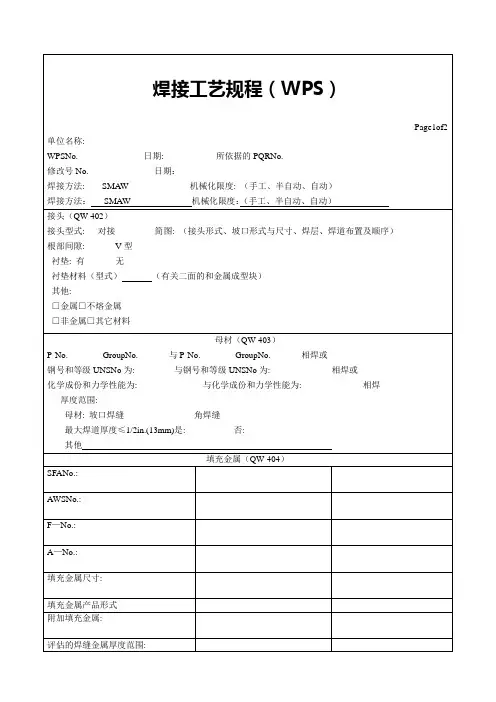
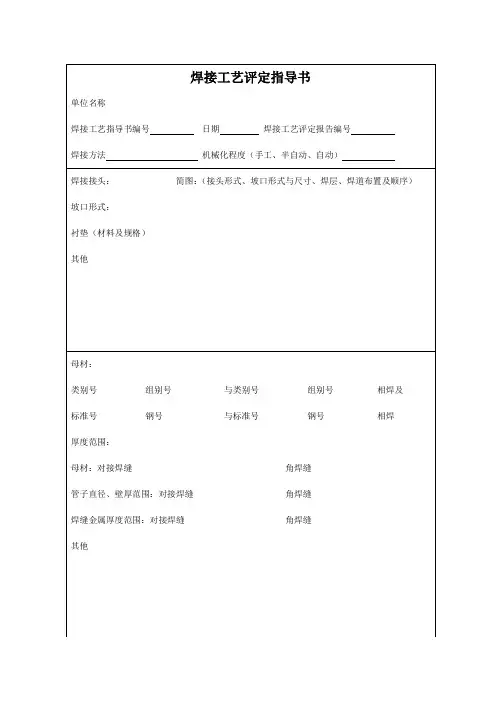
NB47014-2011焊接工艺评定表格[教材] 预焊接工艺规程(pWPS)单位名称预焊接工艺规程编号日期所依据焊接工艺评定编号: 焊接方法机械化程度(手工、半自动、自动) 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置坡口形式: 及顺序)衬垫(材料及规格)其他母材:类别号组别号与类别号组别号相焊或标准号材料代号与标准号材料代号相焊对接焊缝焊件母材厚度范围角焊缝焊件母材厚度范围管子直径、壁厚范围:对接焊缝角焊缝其他填充金属:焊材类别:焊材标准:填充金属尺寸:焊材型号:焊材牌号(金属材料代号):填充金属类别:其他对接焊缝焊件焊缝金属厚度范围: 角焊缝焊件焊缝金属厚度范围耐蚀堆焊金属化学成份(%)C Si Mn P S Cr Ni Mo V Ti Nb/ / / / / / / / / / / 其他:注:每一种母材与焊接材料的组合均需分别填表焊接位置: 焊后热处理:对接焊缝的位置: 焊后热处理温度(?): 立焊的焊接方向:(向上、向下) 保温时间范围(h): 角焊缝位置立焊的焊接方向:(向上、向下)预热: 气体:最小预热温度(?) 气体混合比流量L/min 最大道间温度(?) 保护气: 保持预热时间尾部保护气: 加热方式背面保护气: 电特性电流种类极性焊接电流范围(A) 电弧电压(V) 焊接速度(范围)钨极类型及直径喷嘴直径(mm) 焊接电弧种类(喷射弧、短路弧等) 焊丝送进速度(cm/min) (按所焊位置和厚度,分别列出电压和电压范围,记入入下表) 焊接工艺参数填充金属焊接电流焊道/ 焊接电弧电压焊接速度线能量焊层方法牌号直径极性电流(A) (cm/min) (kJ/cm) V技术措施:摆动焊或不摆动焊摆动参数焊前清理和层间清理: 背面清根方法单道焊或多道焊(每面) 单丝焊或多丝焊导电嘴至工件距离(mm) 锤击其他: 绘制日期审核日期批准日期焊接工艺评定报告单位名称焊接工艺评定编号焊接工艺指导书编号焊接方法机械化程度:(手工、半自动、自动)接头简图: :(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)母材: 焊后热处理:材料标准保温温度(?) 材料代号保温时间 (h) 类、组别号与类组别号保护气体:相焊气体混合比流量(L/min) 厚度保护气体直径尾部保护气其他背面保护气填充金属: 电特性 :焊材类别电流种类焊材标准极性焊材型号钨极尺寸焊材牌号焊接电流焊材规格焊接电压焊缝金属厚度焊接电弧种类其他其他焊接位置: 技术措施对接焊缝的位置 (向上、向下) 焊接速度(cm/min) 角焊缝位置 (向上、向下) 摆动或不摆动摆动参数预热: 多道焊或单道焊(每面) 预热温度(?) 多丝焊或单丝焊道间温度(?) 其他其他拉伸试验试验报告编号:试样宽度试样厚度横截面积最大载荷抗拉强度试样编号断裂部位和特征mm ? mm (mm) kN MPa弯曲试验试验报告编号:试样厚度弯心直径弯曲角度试样编号试样类型试验结果 (?) (mm) (mm) 冲击试验试验报告编号:夏比V型试验温度冲击吸收功侧向膨胀量试样编号试样尺寸备注缺口位置 ? J mm金相检验(角焊缝):根部(焊透、未焊透) ,焊缝(熔合、未熔合) 焊缝、热影响区(有裂纹、无裂纹)检验截面 ? ? ? ? ? 焊脚差(mm)无损检测:RT UT MT PT 其他耐蚀堆焊金属化学成份(重量,%)C Si Mn P S Cr Ni Mo V Ti Nb化学成分表面至熔合线的距离(mm)附加说明:结论:本评定按NB?T47014-2011规定焊接试件、检验试样,确认试验记录正确评定结果:(合格、不合格)焊工焊工代号施焊日期姓名编制日期审核日期批准日期第三方检验换热管与管板与管板焊接工艺卡接头简图: 焊接工艺程序焊接工艺卡编号图号接头名称接头编号焊接工艺评定报告编号焊工持证项目序号本厂监检单位第三方或用户管: 管: 换热管与管板焊接接头:还要画出管孔周边管板结构、母材代号厚度mm 检板: 板: 预制金属衬套形状及尺寸验焊接方法或焊焊缝金属接工艺厚度mm 焊接位置填充金属焊接电流层-道焊接方法电弧电压,V 焊接速度,cm?min 线能量kj?cm 施焊技术牌号直径极性电流(A) 预热温度(?) 道间温度(?) 焊后热处理后热钨极直径喷嘴直径脉冲频率脉宽比(,)正面气体气体成分流量背面编制日期审核日期批准日期换热管与管板焊接工艺附加评定报告单位名称焊接工艺附加评定报告编号焊接工艺卡编号:焊接简图:评定因素:焊接方法及机动化程度焊接位置焊条直径填充金属公称直径手工焊时立焊方向(向上、向下)角焊缝厚度每面单道焊?多道焊焊接电流值预制金属衬套预制金属衬套的形状与尺寸换热管与管板接头:标注母材类别、换热管外径、管换热管与官办的连接方式壁厚、管孔周边管板结构、预制金属衬套的形状与尺换热管与管板接头的清理方法寸、孔桥宽度外观检查: 报告编号: 结果渗透检验: 报告编号: 接头编号 1 2 3 4 5 6 7 8 9 10 有无裂纹金相检验: 报告编号:检验面编号 1 2 3 4 5 6 7 8 是否合格有无裂纹,未融合角焊缝厚度(mm) 是否焊透结论:本附加评定按NB?T47014-2011附录D规定焊接试件、检验试样,确认试验记录正确评定结果:(合格、不合格)焊工姓名焊工代号施焊日期编制日期审核日期批准日期。
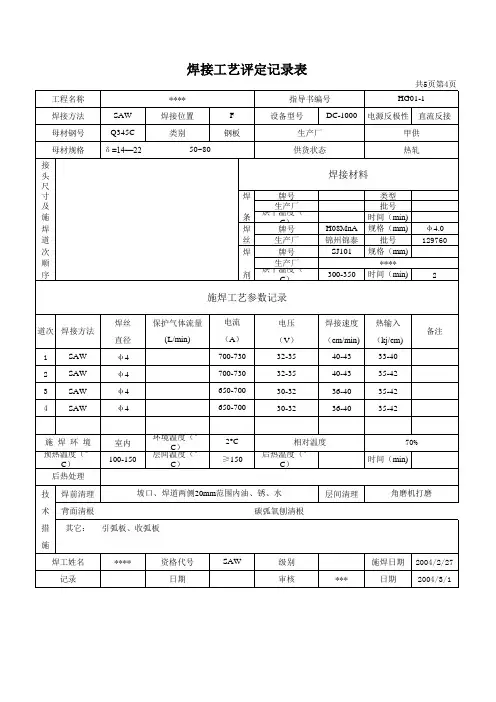
焊接工艺评定报告评疋编号焊缝类型试板钢号试板厚度焊接方法焊接材料适用母材厚度范围_____________适用焊缝厚度范围_____________评定执行标准_________________完成时间________________XXXXXXXXXXXXXXXXXX焊接工艺评定报告焊接工艺评定报告焊接工艺评定报告焊接工艺评定施焊记录表焊接工艺评定外观检验记录表预焊接工艺规程焊材牌号(钢号)填充金属类别其他耐蚀堆焊化学成分(重量%)C Si Mn P S Cr Ni Mo V Ti Nb其他:预焊接工艺规程角焊缝位置:保温时间(h):立焊的焊接方向:(向上、向下)预热:保护气体:最低预热温度(C)气体混合比流量(L/min )最高道间温度(C)保持预热时间:保护气体:无加热方式:尾部保护气:无背面保护气:无电特性:电流种类:极性:焊接电流范围(A):_ 电弧电压(V):_焊后热处理:温度范围(°C):钨极类型用直径__________________________焊接电弧种类(喷射弧、短路弧等)(按所焊位置和厚度,分别列出电流和电压范围,记入下表)焊接位置:对接焊缝位置:立焊的焊接方向:(向上、向下)喷嘴直径____________焊丝送进速度(cm/焊道/焊层焊接方法填充材料牌号直径焊接电流极性电流(A)电弧电压焊接速度cm/min线能量KJ/cm技术措施:其他:1、施焊前在坡口内点焊固定,尽可能无错边。
点焊缝长度10〜15mm ,间距100〜150mm2、焊剂烘干(250 C, 2小时)后置于保温筒内,随用随取。
3、坡口及其两侧至少各20mm范围内无锈无油污及其它杂质。
4、风速〉10m/s,相对湿度〉90 %,雨雪环境,焊件湿度V -20 C禁止施焊< 采取防护措施除外〉焊接试板力学和弯曲性能检验报告理化责任师:填表人:2011 年3月12日。
焊接工艺评定表全集文档(可以直接使用,可编辑实用优质文档,欢迎下载)
版本:A版
目录
1、预焊接工艺规程
2、试件取样位置图
3、焊评试验施焊记录表
4、外观检验表
表0.2单位工程施工质量评定表
施工单位自评等级:评定人:
项目经理:
(盖公章)
年月日监理机构复核等级:
复核人:
总监或副总监:
(盖公章)
年月日
项目法人认定等级:
认定人:
技术负责人:
(盖公章)
年月日
工程质量监督机构
核定等级:
核定人:
机构负责人:
(盖公章)
年月日
表0.2.3道路工程外观质量评定表
汉中职业技术学院附属医院中医针灸康复科
康复功能评定量表
一、基本情况
姓名:性别:年龄: 科室:床号:住院号:
临床诊断:
二、功能评定
三、ADL评定
四、环境因素和个人因素
五、患者意愿及目标
六、评定总结
1.康复治疗目标:
2.康复治疗方案:
3.注意事项:
医师:治疗师:责任护士:患者或家属:
年月日。