给水PPR管安装技术交底
- 格式:docx
- 大小:22.13 KB
- 文档页数:6
交底记录
一、工程概况
描述此分项工程设计图纸中的相关要求内容和参数…
二、施工准备
1、材料要求:
(1)供水系统所选用的PP-R管材和管件,应有质量检验部门的产品合格证、产品检测报告、卫生防疫部门的检验合格证。
(2)管材和管件上应标明规格、公称压力、生产厂名或商标等标识, 包装上应标有批号、数量、生产日期和检验代号。
(3)管材和管件的外观质量应符合下列规定:
a.管材和管件的内外壁应光滑平整,不允许有气泡、裂口、裂纹、 脱皮、分解变色线和明显的痕纹、槽沟、凹陷、杂质等,且色泽一致。
b. 管材的端面应垂直于管材的轴线。
c.管件应完整,无缺损,无变形,无开裂。嵌有金属螺纹接头的管件应镶嵌牢固、无松动,金属接头、丝扣应无毛刺、缺扣。
2、主要工具
机具:管道切割机、热熔焊机、电熔焊机等
工具:断管器、管子剪、锯弓、刮刀、盒尺、角尺、水平尺、线坠、扳手、钳子、螺丝刀、錾子、手锤、工作台等。
三、施工安排
根据合同及设计图纸,描述我司该分工项工程的施工范围、工期要求、劳动力安排
...
四、施工工艺
1、工艺流程:
安装准备 → 预制加工 → 干管安装 → 支管安装 → 管道试验 → 管道冲洗 → 管腔内消毒
2、安装准备:
根据技术要求,图纸设计要求,准备所需管材、管件及工具。
3、预制加工:
总体原则是按设计图纸画出管道分路、管径、预留管口、阀门位置等施工草图,在实际施工的结
构位置上标记,按标记分段量出实际安装的尺寸,然后再按此尺寸进行下料预制。
4、PP-R热熔连接操作:
(1)热熔器接通电源,到达温度指示灯亮后方能开始操作。
(2)切割管材必须使端面垂直于管轴线,管材切割一般使用专用管子剪,如为大管径,则用锯条切割,切割后断面去毛刺和毛边。
(3)管格与管件连接端面必须清洁、干燥、无油。
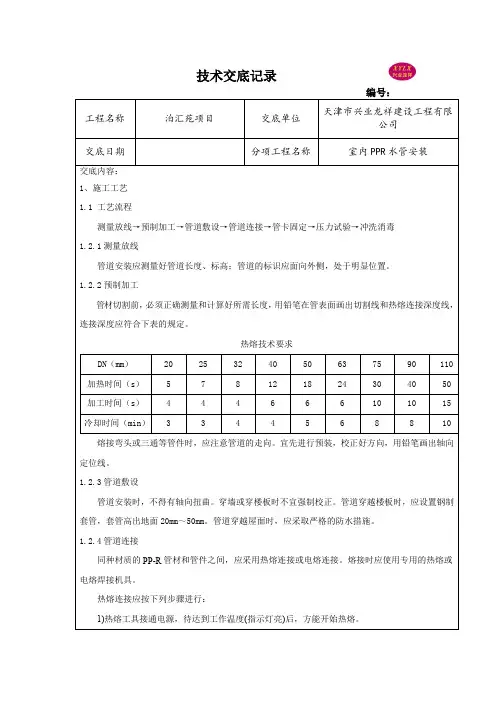
(4)用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合下表规定: 注:若环境温度小于5℃,加热时间应延长50%。
(5)熔接弯头或三通时,按设计图纸要求应注意其方向,在管件和管材的直线方向上,用辅助标志标出其位置。
(6)连接时,无旋转地把管端导入加热套管内,插入到所标志的深度,同时无旋转地把管件推到加热管上,达到规定标志处。一般地可用心中默读数字法掌握加热时间,或观察管件、管材的加热程度,当模头上出现一圈PPR热熔凸缘时,即可将管材、管件从模头上取下进行下道工序。
(7)达到加热时间后,立即把管材、管件从加热套与加热头上同时取下,迅速无旋转地直线均匀插入到所标深度,使接头处形成均匀凸缘。
(8)在规定时间内,刚熔接好的接头还可校正,但严禁旋转。
5、支架安装:
(1)管道安装时必须按不同管径和要求设置管卡或吊架,位置应准确,管卡与管道接触应紧密,不得损伤管道表面。
(2)若采用金属卡或吊架时,金属管卡与管道之间应采用塑料带或橡胶等软物隔垫。在实际操作中常以橡胶垫、同材质的管材、PVC-U排水管材作垫圈。
6、支管安装:
(1)明管安装:要求支架平整,管道平直,各用水点甩口位置符合施工及设计要求,
(2)暗管安装:现行设计大多数采取暗敷设计,安装时必须做到各用水点甩口位置正确
7、阀门安装:
阀门在安装前应做耐压强度试验,按照规范规定要求,试验应以每批(同牌号、同规格、同型号)数量中抽查10%,且不少于1个,如有漏、裂不合格的应再抽查20%,仍有不合格的,则须逐个做强度和严密性试验,强度和严密性试验压力应为阀门出厂规定压力。
8、管道实验:
室内给水管道打压实验必须符合设计要求。当设计未注明时,管道系统的实验压力应为工作压力的1.5倍,但不得小于0.6MPa。在实验压力下稳定1h,压力下降不得超过0.05MPa。然后在工作压力1.15倍的情况下稳压2h,压力下降不得超过0.03MPa。8.管道消毒:给水管道系统在验收前应进行通水冲洗,冲洗水流速宜大于2m/s,从下向上逐层打开配水点龙头或进水阀进行放水冲洗,放水时间不小于1min,放水点水质与进水点水质相当为止。冲洗水水质应符合《生活饮用水卫生标准》。管道冲洗后,用含20—30mg/L的游离氯的水灌满道,对管道进行消毒。消毒水滞留24h后排出。 消毒后,再用饮用水冲洗,打开配水点龙头适当放水,在管网最远配水点取样,经卫生监督管理部门检验合格后方可交付使用。
五、质量要求
热熔连接应按下列步骤进行:
1、热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。
2、切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边和毛刺。
3、管材与管件连接端面必须清洁、干燥、无油污。
4、用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合下表1:
公称外径(mm) 热熔深度(mm) 加热时间(S) 加工时间(S) 冷却时间(min)
20 14 5 4 3
25 16 7 4 3
32 20 8 4 4
40 21 12 6 4
50 22.5 18 6 5
63 24 24 6 6
5.立管和横管支、吊架或管卡的间距,不得大于表2和3的规定。
表2 冷水管支、吊架最大间距
公称外径De(mm) 20 25 32 40 50 63 75 90 110
横 管(mm) 400 500 650 800 1000 1200 1300 1500 1600
立 管(mm) 700 800 900 1200 1400 1600 1800 2000 2200
表3 热水管支、吊架最大间距
六、成品保护
1、贮运过程中成品保护:
(1)搬运管材和管件时,应小心轻放,避免油污,严禁剧烈撞击、与尖锐物品碰触。
(2)管材和管件应存放在通风良好的库房或简易棚内,不得露天存放,防止阳光直射,距离热源不得小于1m。
(3)管材应水平堆放在平整的地上,应避免管材受弯曲,堆高不得超过1.5m。管件宜装在纸箱内逐层码放,不宜码放过高。
2、施工过程中成品保护:
(1)当施工中其它系统采用金属管道时,PP-R管道应布置在金属管道的内侧。
(2)施工过程中及时封堵好各个预留口。
(3)安装完毕的管道严禁蹬踏、吊挂重物。
(4)直埋暗管隐蔽后,应在埋设管道的部位表面粘贴标识,严禁在该位置进行敲击作业、钉金属钉、尖锐物体或打眼作业。
七、安全环保与绿色施工措施
1、使用热熔或电熔焊接机具时,应核对电源电压,遵守电器工具安全操作规程,注意防潮。
2、在地沟内或潮湿作业面施工时,必须严格遵守电器工具安全操作规程,保证三级漏电保护有效,热熔焊机的电源线安全可靠,移动配电箱不得放在地沟内或作业区的潮湿地面上。
3、热熔焊接操作时,应戴手套,小心烫伤。
4、操作现场不得有明火,不得存放易燃液体,严禁对给水PP-R管材进行明火煨弯。
5、施工中产生的下脚料、废料以及维修工程中拆除的废旧管材,应及时回收。可重复作为生产管材、管件的原材料,不得作为一般建筑垃圾处理。 公称外径De(mm) 20 25 32 40 50 63 75 90 110
横 管(mm) 300 400 500 650 700 800 1000 1100 1200
立 管(mm) 600 700 800 900 1100 1200 1400 1600 1800
...
交底内容:
交底审核人 交底人 土建工程师 质检员 交底时间
作业队 接受交底人 班组长 质检员 接受交底时