焊检尺用法
- 格式:doc
- 大小:64.00 KB
- 文档页数:7
两分钟时间,教你如何使用焊接检验尺。
焊接检验尺用途焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
焊接检验尺技术参数焊接检验尺的用途、测量范围、技术参数见下表(mm)焊接检验尺有卡簧和螺丝两种。
焊接检验尺使用说明以HJC40型为例焊缝检验尺示意图测量平面焊缝高度首先把咬边深度尺对准零,并紧固螺丝。
然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度(余高)。
如下图:测量角焊缝高度用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值为焊缝高度。
如下图:测量角焊缝厚度在45度时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。
如下图:测量焊缝咬边深度首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。
如下图:测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
如下图:测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。
如下图:测量装配间隙用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
如下图:保养方法1.焊接检验尺不能与其他工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2.不允许用香蕉水擦洗刻度部位。
3.多用尺上的间隙尺,不能当工具用。
(编辑:焊潮君)。
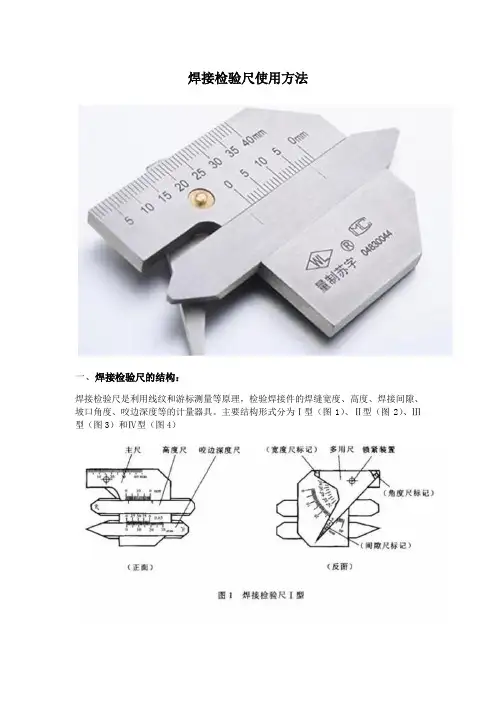
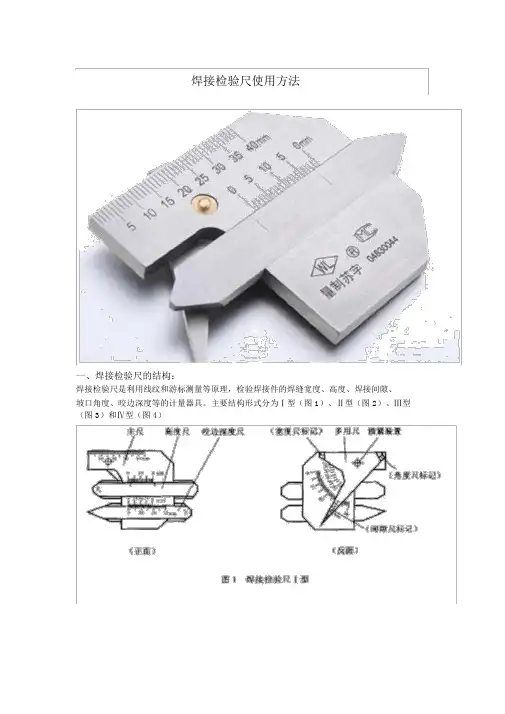
焊接检验尺使用方法一、焊接检验尺的结构:焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
主要结构形式分为Ⅰ型(图1)、Ⅱ型(图2)、Ⅲ型(图3)和Ⅳ型(图4)二、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。
3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于0.02mm。
在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
5、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
6、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。
7、测量焊缝宽度先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
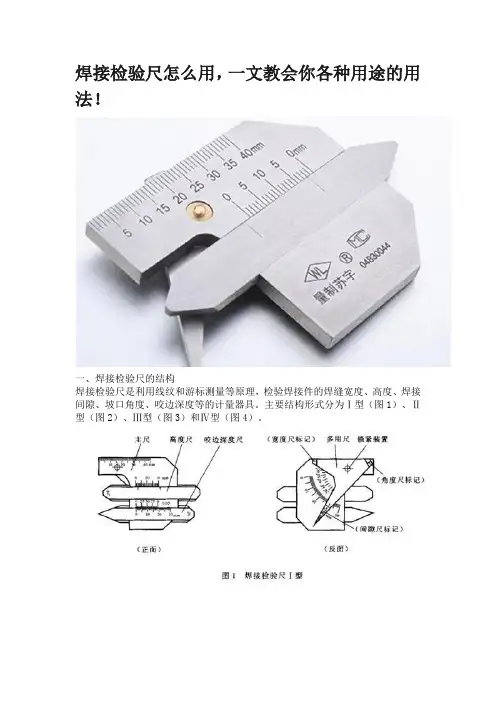
焊接检验尺怎么用,一文教会你各种用途的用法!一、焊接检验尺的结构焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
主要结构形式分为Ⅰ型(图1)、Ⅱ型(图2)、Ⅲ型(图3)和Ⅳ型(图4)。
二、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。
3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于0.02mm。
在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
5、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
6、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。
7、测量装配间隙用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
焊缝检验尺使用方法
焊缝检验尺是一种用于检验焊接工件(尤其是对于焊缝)尺寸和形状的工具,以下是一些使用方法:
1. 准备工作:选择合适的焊缝检验尺,通常根据需要测量的尺寸大小和深度来选择合适的尺寸;并选择适当的光源(如手电筒)来照亮工件表面。
2. 操作方法:将焊缝检验尺放置于焊缝上,使其与焊缝垂直,并将其平放在焊接表面上。
3. 观察测量:通过光源照射,观察焊缝的形状和尺寸,可以从检验尺上读取并记录相应的尺寸和深度值。
4. 记录比较:将测量数据记录下来,与所需的尺寸对比,以便确定焊缝是否符合要求。
5. 保养方法:在使用后,应对焊缝检验尺进行清洁,以确保其表面完整和清洁。
同时,要注意防止刮伤检验尺的尺面,以免影响下一次的使用。
焊接检验尺使用方法一、焊接检验尺的结构:焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
主要结构形式分为Ⅰ型(图1)、Ⅱ型(图2)、Ⅲ型(图3)和Ⅳ型(图4)二、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0。
3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0。
15±0.05)mm,宽度差0。
05mm.3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于0。
02mm.在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′.6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度.4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
5、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
6、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。
7、测量焊缝宽度先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
焊检尺测量角度的使用方法以焊检尺测量角度的使用方法为题,本文将详细介绍焊检尺的使用步骤以及注意事项。
一、焊检尺简介焊检尺是一种常用的测量工具,用于测量焊接件的角度。
它通常由两个可移动的尺子组成,可以通过调节尺子的位置来测量角度。
二、使用步骤1. 准备工作:首先,需要保证焊检尺的尺子是干净的,没有任何杂质。
同时,确保焊接件的表面也是干净的,没有灰尘或其它污物。
2. 定位尺子:将焊检尺的两个尺子打开,根据需要测量的角度,将尺子放置在焊接件上。
尺子的一端应该与焊接件的边缘对齐,另一端应该指向需要测量的角度。
3. 锁定尺子:当尺子放置在正确的位置后,需要将尺子锁定,以确保其位置不会改变。
焊检尺通常会配有锁定装置,可以通过旋转或松开螺丝来锁定或释放尺子。
4. 读取角度:在尺子锁定后,可以使用焊检尺上的刻度来读取角度。
焊检尺的刻度通常以度数或百分比来表示,根据需要选择合适的刻度进行读取。
5. 记录结果:根据读取的角度,可以将结果记录在纸上或其它媒介上,以备后续使用或参考。
三、注意事项1. 使用焊检尺时,需要保持尺子的稳定性,避免尺子晃动或移动,以免影响测量结果的准确性。
2. 在使用焊检尺之前,需要确保焊接件的表面是平整的,没有凹凸不平的情况。
如果焊接件表面有明显的凹陷或凸起,可能会对测量结果造成影响。
3. 在选择焊检尺时,应根据需要测量的角度范围来选择合适的尺寸和型号。
对于较大的角度测量,需要选择较长的尺子,以保证测量的准确性。
4. 在读取角度时,需要注意准确对齐刻度线。
由于焊检尺上的刻度线可能较小,读取时应使用放大镜或其它辅助工具,以确保准确读取角度。
5. 使用焊检尺时,需要避免将其暴露在高温或潮湿的环境中,以免影响尺子的使用寿命和准确性。
6. 在使用焊检尺进行测量时,需要注意保持测量环境的稳定性,避免外部因素对测量结果的干扰。
例如,避免有风或其它振动影响焊接件或焊检尺的稳定性。
总结:通过以上步骤,我们可以清楚地了解到焊检尺测量角度的使用方法。
焊接检验尺使用方法焊接是一种常见的金属加工方法,但是焊接后的质量如何,需要通过检验来确定。
而焊接检验尺就是焊接检验中必不可少的工具之一。
那么,如何正确使用焊接检验尺呢?下面将为大家详细介绍。
一、焊接检验尺的种类焊接检验尺有很多种,常见的有“V”型、“U”型、角度型、深度型、高度型等。
不同种类的焊接检验尺适用于不同类型的焊接工艺和不同的检验要求。
二、焊接检验尺的使用方法1.测量焊缝高度焊缝高度是焊接工艺中一个重要的指标,需要通过焊接检验尺来测量。
使用高度型焊接检验尺时,将其放置在焊缝上,调整尺子的高度,使其与焊缝高度相等。
然后读取尺子上的数字,即为焊缝的高度。
2.测量焊缝深度焊缝深度也是焊接工艺中一个重要的指标,需要通过焊接检验尺来测量。
使用深度型焊接检验尺时,将其放置在焊缝上,调整尺子的深度,使其与焊缝深度相等。
然后读取尺子上的数字,即为焊缝的深度。
3.测量焊缝角度焊缝角度是焊接工艺中一个重要的指标,需要通过焊接检验尺来测量。
使用角度型焊接检验尺时,将其放置在焊缝上,调整尺子的角度,使其与焊缝角度相等。
然后读取尺子上的数字,即为焊缝的角度。
4.测量焊缝宽度焊缝宽度是焊接工艺中一个重要的指标,需要通过焊接检验尺来测量。
使用“V”型或“U”型焊接检验尺时,将其放置在焊缝上,调整尺子的宽度,使其与焊缝宽度相等。
然后读取尺子上的数字,即为焊缝的宽度。
三、注意事项1.使用前要检查焊接检验尺的精度和准确性,避免因尺子失准而导致误差。
2.使用时要根据不同的焊接工艺和检验要求,选择合适的焊接检验尺。
3.使用时要注意安全,避免尺子滑动或掉落,造成伤害或损失。
4.使用后要及时清洁和保养,以保证其长期的使用寿命和准确性。
总之,焊接检验尺是焊接检验中不可或缺的工具之一,正确使用它可以提高焊接质量和效率,减少不必要的损失和事故。
希望大家在焊接工作中能够认真使用焊接检验尺,避免不必要的麻烦和风险。
焊接检验尺使用方法一、焊接检验尺的结构:焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
主要结构形式分为Ⅰ型(图 1)、Ⅱ型(图 2)、Ⅲ型(图 3)和Ⅳ型(图 4)二、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。
3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于 0.02mm。
在宽度尺测量面距短边 0.2mm内及其他测量面距短边 1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表 1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
一、焊接检验尺用途焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
二、焊接检验尺技术参数焊接检验尺的用途、测量范围、技术参数见下表(mm)测量项目范围示值允差高度平面高度0.2 角焊缝高度0-12 0.2 角焊缝厚度0-15 0.2宽度0-40 0.3焊缝咬边角度0-5 0.1焊件坡口尺寸≤150°30′间隙尺寸0.5-5 0.1三、焊接检验尺使用说明以HJC40型为例1、测量平面焊缝高度首先把咬边深度尺对准零,并紧固螺丝。
然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度(余高)。
如下图:2、测量角焊缝高度用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值为焊缝高度。
如下图:3、测量角焊缝在45度时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。
如下图:4、测量焊缝咬边深度首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。
如下图:5、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
如下图:6、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。
如下图:7、测量装配间隙用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
如下图:四、保养方法:1.焊接检验尺不能与其他工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2.不允许用香蕉水擦洗刻度部位3.多用尺上的间隙尺,不能当工具用。
H JC40型焊接检验尺的使用方法第一部分焊接检验尺示意图第二部分焊接检验尺的测量范围及技术参数测量项目范围示值允差高度平面高度/ 0.2 角焊缝高度0—12 02 角焊缝厚度0—15 0.2 宽度0—40 0.3 焊缝咬边深度0—5 0.1 焊缝坡口角度≤150 30′间隙尺寸0.5—5 0.1第三部分焊接检验尺使用方法主高度咬边深多用尺测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度测量角焊高度,用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
21 111测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
此处测量角度测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
11此处测量宽度测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
第四部分 焊接检验尺的保养品 保 部测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
1。
焊缝检验尺的使用方法在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同,焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
一、焊接检验尺的用途、测量范围、技术参数见下表测量项目范围示值允差高度平面高度角焊缝高度角焊缝厚度宽度焊缝咬边深度焊件坡口角度间隙尺寸焊接检验尺说明书前言40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。
它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。
它比30型焊接检验尺,增加了测量功能,扩大了测量范围。
可作检测焊接工程的加工和焊缝外形的一种多功能工具。
该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。
一、主要特点:此尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
二、主要技术参数:测量名称测量范围读数值示值误差作钢尺用0-40mm 1mm ±0.1mm错口〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm坡口角度〈160° 5° ±30'间隙尺寸1-5mm 0.5mm ±0.20mm对接组焊缝X型坡口角角度60°;70° 60°;70° ±30'垂直焊缝高度(对接、角接) 〈20mm 1mm ±0.20mm角焊缝高度〈20mm 1mm ±0.20mm焊缝宽度0-40mm 1mm ±0.20mm坡口错位〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm焊缝咬肉深度〈30mm 0.05mm ±0.10mm三、注意事项:使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。