焊接检验尺HJC型使用方法完整版
- 格式:docx
- 大小:281.89 KB
- 文档页数:3
焊接检验尺HJC型使用方法完整版HJC型焊接检验尺是一种常用的焊接测量工具,广泛应用于焊接工艺中的尺寸和焊缝质量检验。
它能够提供高精度和可靠的测量结果,对焊接过程中的误差进行有效的控制。
以下是HJC型焊接检验尺的使用方法的完整版。
1.准备工作在使用HJC型焊接检验尺之前,首先要进行准备工作。
确保焊接检验尺的尺度清晰可见,无划痕和损坏。
清洁焊接检验尺上的任何杂质,确保其表面光滑。
2.选择合适的尺度HJC型焊接检验尺通常具有多个尺度,根据需要选择合适的尺度进行测量。
常见的尺度有直尺、角度尺、厚度尺等。
确定需要测量的尺寸类型,并选择相应的尺度。
3.尺度测量根据需要进行尺度测量。
将焊接检验尺与待测尺寸或焊缝贴合,确保其与待测尺寸或焊缝完全贴合,没有间隙和重叠。
通过目视检查或使用手感确认贴合情况。
4.尺度读取读取焊接检验尺上的刻度数值。
根据尺度类型,有的尺度可能是直接显示尺寸数值,有的尺度可能是角度数值或厚度数值。
确保读取准确,并记录下测量结果。
5.结果分析根据测量结果进行分析。
与设计要求或标准进行对比,判断测量结果是否符合要求或达到标准。
如果测量结果不合格,需要进行进一步的调整或修正。
如果测量结果合格,可以进行下一步的焊接工作。
6.使用注意事项在使用HJC型焊接检验尺时,需要注意以下几点:-使用正确的尺度进行测量。
根据需要选择合适的尺度,确保测量结果准确可靠。
-保持焊接检验尺的清洁和光滑。
尽量避免尺度上的划痕和污垢,以确保测量结果的准确性。
-对于复杂的尺寸或焊缝测量,可以使用多个尺度进行配合使用,以提高测量精度。
-在进行测量时,应将焊接检验尺垂直于待测尺寸或焊缝,以确保测量结果的准确性。
-在读取尺度时,要保证从正确的开始位置读取,避免读取错误。
-在进行尺度贴合时,要确保焊接检验尺与待测尺寸或焊缝完全贴合,避免出现间隙和重叠。
以上是HJC型焊接检验尺的使用方法的完整版。
通过正确的使用焊接检验尺,可以提高焊接质量,减少焊接误差,保证焊接工作的质量和安全。
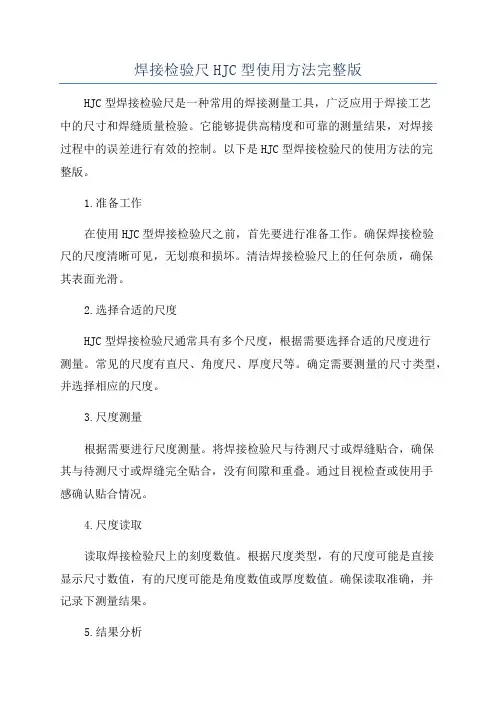
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】焊接检验尺使用方法一、焊接检验尺的结构:焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
主要结构形式分为Ⅰ型(图1)、Ⅱ型(图2)、Ⅲ型(图3)和Ⅳ型(图4)二、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。
3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于0.02mm。
在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
5、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
6、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。
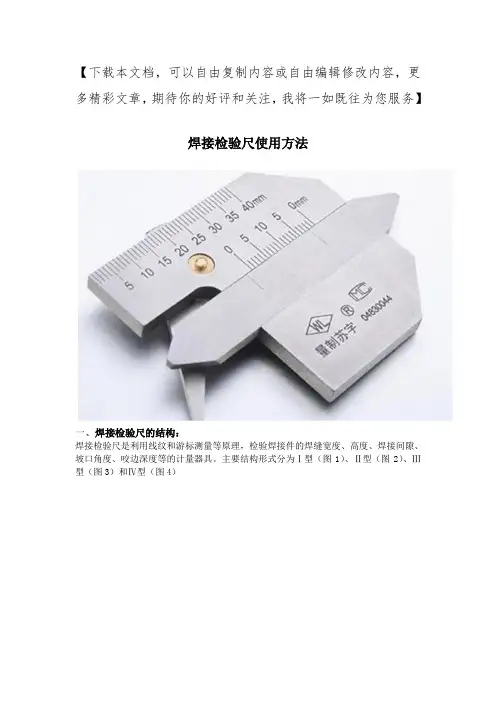
cc、焊接检验尺的结构焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、(图3 )和"型(图4 )。
坡口角度、咬边深度等的计量器具。
主要结构形式分为I 型(图1 )、n 型(图2)、川型<仙廛此标记)q IWBO 民 L 1「盘度冗标记)参用兄愤厳桃St左尺 寄復尺咬边滩度尺圉I 蝉芷购轆足I ©、• M )度尺«ir 曜尺标记)英用尺悔蚩鉴胃(反蘆»炸按检豔尺U 嚮由即邯抿检懸尺in 划二、焊接检验尺的计量性能要求1、 高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm 。
2、 标尺标记的宽度和宽度差: 标尺标记的宽度应为(0.15 ±0.05 )mm ,宽度差0.05mm3、 测量面的表面粗糙度:不大于Ra0.8 ^m 。
4、 测量面的平面度:不大于 0.02mm 。
在宽度尺测量面距短边 0.2mm 内及其他测量 面距短边1mm 内允许塌边。
5、 角度样板的偏差和测角度尺的示值误差:最大允许误差不超过土30 '。
>b" u基罚尺 (用哎尺标记〉誌竣尺标LD1阿障尺愉记)i 正面】栏用尺t 挖标记i离您尺扌州哎尺林记」6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值, 即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45。
时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值, 即为咬边深度。
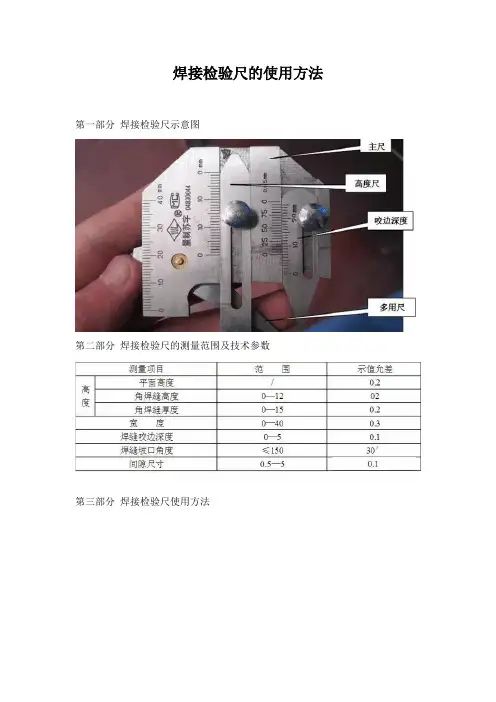
焊接检验尺的使用方法
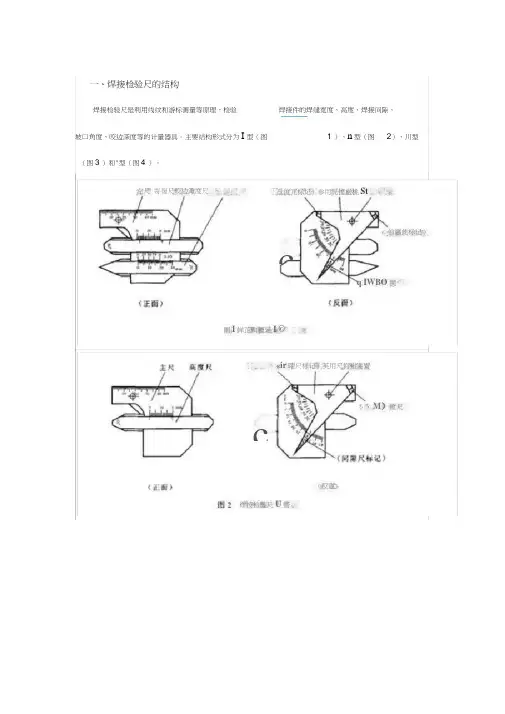
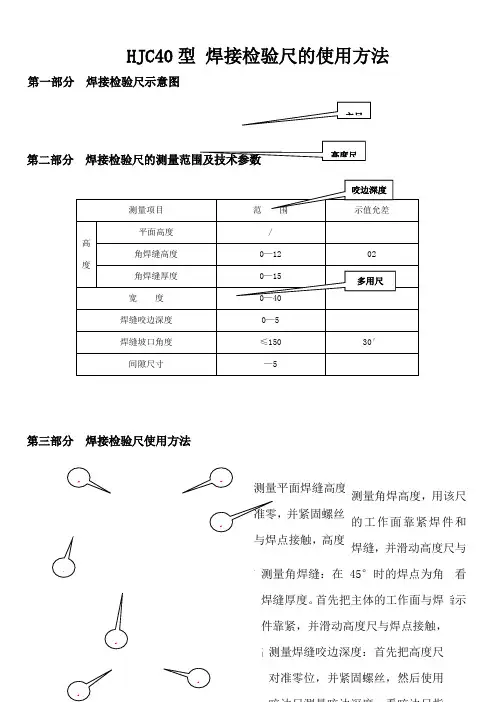
1 焊接检验尺示意图
焊接检查尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
2 焊接检验尺的用途、测量范围及技术参数
测量项目范围mm示值允差mm
高度
平面高度/ 0.2 角焊缝高度0~12 02 角焊缝厚度0~15 0.2 宽度0~40 0.3 焊缝咬边深度0~5 0.1 焊缝坡口角度≤150 30′间隙尺寸0.5~5 0.1
3 焊接检验尺的使用方法
测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
测量角焊高度:用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
4 焊接检验尺的保养方法
1.焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2.不允许用香蕉水擦洗刻度部位。
3.多用尺上的间隙尺,不能当工具用。
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】焊接检验尺使用方法一、焊接检验尺的结构:焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
主要结构形式分为Ⅰ型(图1)、Ⅱ型(图2)、Ⅲ型(图3)和Ⅳ型(图4)二、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。
3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于0.02mm。
在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
5、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
6、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。
HJC40型焊接检验尺的使用方法第一部分焊接检验尺示意图
第二部分
第三部分焊接检验尺使用方法
1
1
1
1
第四部分 焊接检验尺的保养
品 保 部
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件
之间,看多用尺上间隙尺所指值,即
为间隙值。
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
3、多用尺上的间隙尺,不能当工具用。
1
测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
焊接检验尺的使用方法第一部分焊接检验尺示意图
第二部分焊接检验尺的测量范围及技术参数
第三部分焊接检验尺使用方法
测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度
测量角焊高度,用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
第四部分焊接检验尺的保养
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
3、多用尺上的间隙尺,不能当工具用。
.。
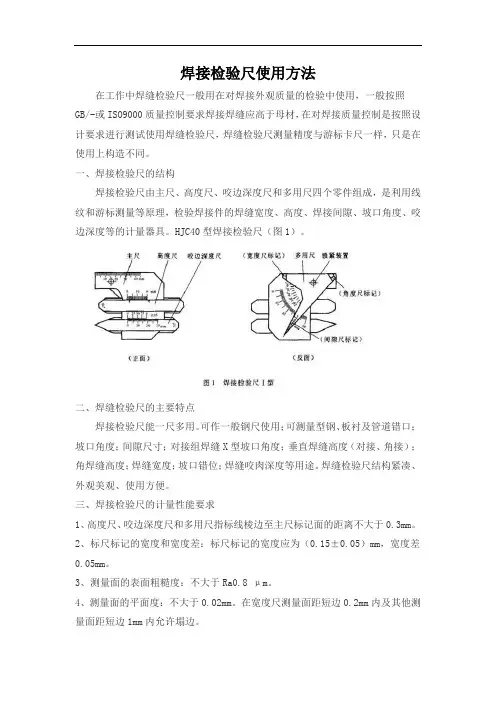
焊接检验尺使用方法在工作中焊缝检验尺一般用在对焊接外观质量的检验中使用,一般按照GB/-或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制是按照设计要求进行测试使用焊缝检验尺,焊缝检验尺测量精度与游标卡尺一样,只是在使用上构造不同。
一、焊接检验尺的结构焊接检验尺由主尺、高度尺、咬边深度尺和多用尺四个零件组成,是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
HJC40型焊接检验尺(图1)。
二、焊缝检验尺的主要特点焊接检验尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
焊缝检验尺结构紧凑、外观美观、使用方便。
三、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。
3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于0.02mm。
在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
四、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
焊接检验尺(HJC40型)使用方法
实物图
一、技术参数
单位:mm
范围示值允差平面高度0.2角焊缝厚度0-150.2角焊缝高度0-120.20-400.30-50.1≤15030'0.5-5
0.1焊缝坡口角度间隙尺寸
高度
测量项目
宽度
焊缝咬边深度
二、使用方法
测量平面焊缝高度:首先把咬边深度尺寸对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度。
(图一)
测量焊缝宽度:先用主体测量角靠近焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
(图六)
测量焊缝咬边深度:首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
(图四)
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
(图五)
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
(图七)
三、保养方法
1.焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影
响精度。
2.不允许用香蕉水擦洗刻度部位。
3.多用尺上的间隙尺,不能当工具尺。
焊接检验尺H J C型使
用方法
HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
焊接检验尺(HJC40型)使用方法
实物图
一、技术参数
二、使用方法
测量平面焊缝高度:首先把咬边深度尺寸对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度。
(图一)
测量焊缝宽度:先用主体测量角靠近焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
(图六)测量焊缝咬边深度:首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
(图四)
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
(图五)
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
(图七)
三、保养方法
1.焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影
响精度。
2.不允许用香蕉水擦洗刻度部位。
3.多用尺上的间隙尺,不能当工具尺。