焊接检验尺使用方法
- 格式:docx
- 大小:41.54 KB
- 文档页数:3
焊缝检查尺的使用1.首先,确保焊缝检查尺是完整的,表面光滑无任何划痕或损坏。
使用前要清洁,并检查刻度是否清晰可读。
2.根据需要,选择合适的尺寸和形状的检查尺,以便测量焊缝的各种参数。
常用的焊缝检查尺有直角尺、牙形尺、V型尺、U型尺等。
3.将焊缝检查尺对准待测的焊缝,确保其与焊缝平行或垂直。
4.使用检查尺的边缘或刻度直接与焊缝接触,确保测量的准确性和可重复性。
检查尺的刻度应与焊缝的位置对准,以便测量结果的准确性。
5.注意检查尺的稳定性,尽量避免移动或晃动,以免影响测量结果的准确性。
6.根据需要,可以使用检查尺的刻度测量焊缝的宽度、高度、间隙、凸度、厚度等参数。
7.对于焊缝的直线度、平面度等检测,可以使用检查尺的直角边来进行。
将直角边对准与焊缝平行或垂直的两个线段,比较焊缝与直角边的垂直程度或平行度。
8.使用检查尺测量后,可以根据测量结果来评估焊缝的质量,并据此进行相应的调整和改进。
1.确保焊缝检查尺的精度和准确性,定期进行校验和维护,以确保测量结果的准确性。
2.在使用时要保持焊缝检查尺的平稳和稳定,避免因晃动和移动而影响测量结果。
可以使用辅助固定夹具等工具来增加测量的稳定性。
3.注意安全操作,避免尺刃或刻度损坏,并避免尺刃伤到手指。
4.必要时,可以使用放大镜或显微镜来观察检查尺和焊缝的接触情况,以提高测量的准确性。
总结起来,焊缝检查尺是一种重要的焊接质量检验工具,能够帮助焊工和质检人员准确评估焊接工艺和操作,并据此进行相应调整和改进。
在使用时需要注意检查尺的精度、稳定性和安全操作,以确保测量结果的准确性和可靠性。
焊接检验尺的使用方法
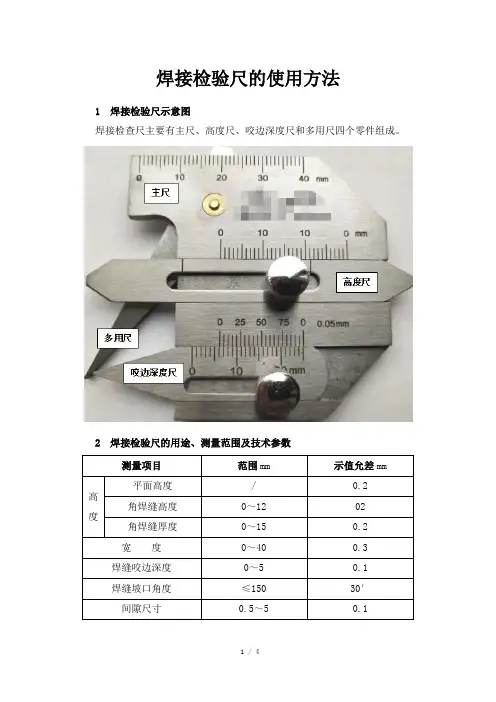
1 焊接检验尺示意图
焊接检查尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
2 焊接检验尺的用途、测量范围及技术参数
测量项目范围mm示值允差mm
高度
平面高度/ 0.2 角焊缝高度0~12 02 角焊缝厚度0~15 0.2 宽度0~40 0.3 焊缝咬边深度0~5 0.1 焊缝坡口角度≤150 30′间隙尺寸0.5~5 0.1
3 焊接检验尺的使用方法
测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
测量角焊高度:用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
4 焊接检验尺的保养方法
1.焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2.不允许用香蕉水擦洗刻度部位。
3.多用尺上的间隙尺,不能当工具用。
kh45a焊接检验尺操作规程一、序言为确保焊接产品的质量,保障工程安全,特制定本操作规程。
二、适用范围本操作规程适用于kh45a焊接检验尺的操作,旨在规范焊接检验尺的使用流程,明确操作规范,保证检验结果的准确性。
三、操作规程1. 检查仪器1.1 确认焊接检验尺在使用前是否完好,各部位无损坏;1.2 检查焊接检验尺的标定情况,确认标定结果准确无误。
2. 准备工作2.1 将焊接检验尺放置在水平、稳固的评台上;2.2 确保检验尺的表面清洁,无杂物、油污。
3. 操作步骤3.1 调整焊接检验尺的位置,将其与焊接产品表面接触紧密;3.2 打开焊接检验尺的电源开关,进行零点校准;3.3 将焊接检验尺的探头轻轻放置在焊缝表面,记录读数;3.4 移动焊接检验尺,依次记录不同位置的读数,直至完成全部焊缝的检测;3.5 将检测结果进行整理,对比标准要求。
4. 检验报告4.1 将焊接检验尺的检测结果编制成检验报告;4.2 按照规定流程提交检验报告,进行验收。
四、注意事项1. 在操作焊接检验尺时,操作人员应穿戴防护用具,确保人身安全;2. 操作人员应具备一定的焊接检验尺操作和维护知识,严格按照操作规程进行操作;3. 在使用过程中,如发现异常情况及时停止使用并报告维修人员处理。
五、结束语本操作规程经过审核通过,自颁布之日起执行,违反规程者将受到相应处罚。
以上即为kh45a焊接检验尺的操作规程,希望操作人员严格遵守,确保焊接产品的质量,保障工程安全。
标题:kh45a焊接检验尺操作规程及维护保养六、维护保养1. 日常维护1.1 检查焊接检验尺的外观是否完好,如有损坏及时修理;1.2 定期清洁焊接检验尺的探头和表面,防止杂物影响检测结果;1.3 检查电源线、控制面板等部件是否存在磨损和老化现象,如有问题及时更换。
2. 定期维护2.1 对焊接检验尺进行定期标定,确保其测量准确性;2.2 对焊接检验尺的各个部件进行定期润滑,以保持其灵活性和稳定性;2.3 定期对焊接检验尺的电池进行更换或充电,以确保其正常使用。
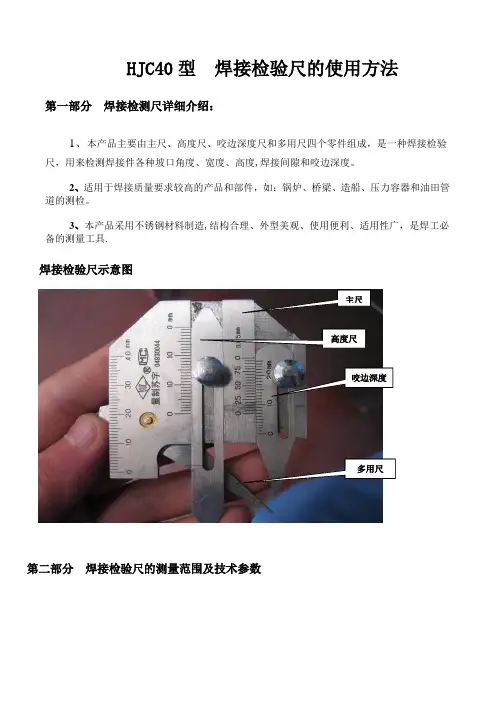
HJC40型焊接检验尺的使用方法第一部分焊接检测尺详细介绍:1、本产品主要由主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊接件各种坡口角度、宽度、高度,焊接间隙和咬边深度。
2、适用于焊接质量要求较高的产品和部件,如:锅炉、桥梁、造船、压力容器和油田管道的测检。
3、本产品采用不锈钢材料制造,结构合理、外型美观、使用便利、适用性广,是焊工必备的测量工具.焊接检验尺示意图第二部分焊接检验尺的测量范围及技术参数主尺高度尺咬边深度多用尺测量项目 范 围示值允差 高度平面高度/ 0.2 角焊缝高度 0—12 0。
2 角焊缝厚度 0—15 0。
2 宽 度 0—40 0。
3 焊缝咬边深度 0—5 0.1 焊缝坡口角度 ≤150° 30′ 间隙尺寸0.5-50.1第三部分 焊接检验尺使用方法测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度测量角焊高度,用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
2111测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
111此处测量宽度测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
此处测量角度测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
测量焊缝宽度:先用主体测量角紧靠焊缝1的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
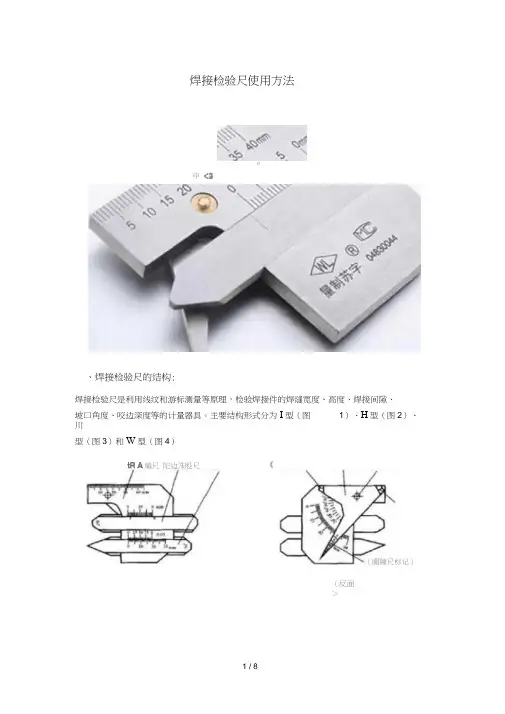
焊接检验尺使用方法、焊接检验尺的结构:焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、 坡口角度、咬边深度等的计量器具。
主要结构形式分为I 型(图 1)、H 型(图2)、川型(图3)和W 型(图4)申 <3tR A 熾尺 陀边洙股尺(圍陳尺标记)(反面>左尺岛度尺{童尺尺kid) &則尺锚響4需(£« >ffl2炸摄衿莪耳II旳事用尺WWSK < 尺杯迅》5血》RB 尺IB甲Aff尺移用尺〔住用尺杯址J(iE rii >二、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm2、标尺标记的宽度和宽度差:标尺标记的宽度应为( 0.15 ± 0.05)mm宽度差0.05mm>3、测量面的表面粗糙度:不大于Ra0.8 口m4、测量面的平面度:不大于0.02mm在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过土30'。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
頊目零俺澳星[示值•大允许溟差空尺边缘线性杯尺—*0.2髙度尺±OJ±0.3咬边深度尺 1 0,05tOA±03±0.27、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值, 即为焊缝高度。
2、测量角焊咼度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。

焊接检验尺的使用方法第一部分焊接检验尺示意图第二部分焊接检验尺的测量范围及技术参数测量项目范围示值允差高度平面高度/ 0.2 角焊缝高度0—12 02 角焊缝厚度0—15 0.2 宽度0—40 0.3 焊缝咬边深度0—5 0.1 焊缝坡口角度≤150 30′间隙尺寸0.5—5 0.1第三部分焊接检验尺使用方法主尺高度尺咬边深度多用尺测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度测量角焊高度,用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
21 111测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
此处测量角度测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
11此处测量宽度测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
第四部分 焊接检验尺的保养品 保 部测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
3、多用尺上的间隙尺,不能当工具用。
1。

一、焊接检验尺的结构焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
主要结构形式分为Ⅰ型(图1)、Ⅱ型(图2)、Ⅲ型(图3)和Ⅳ型(图4)。
二、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。
3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于0.02mm。
在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
5、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
6、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。
7、测量焊缝宽度先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。

焊接检验尺使用方法焊接检验尺是一种用于检测焊接工件尺寸和形状的工具,它的使用方法对于焊接工艺的控制和质量保证至关重要。
本文将详细介绍焊接检验尺的使用方法,包括选型、准备工作、测量步骤和注意事项。
一、选型焊接检验尺的种类繁多,常见的有钢尺、千分尺、卡尺、角尺等。
选型时需要根据焊接工件的形状和尺寸进行选择,同时还需考虑精度和测量范围等因素。
一般情况下,钢尺适用于测量较大的直线尺寸,千分尺适用于测量较小的尺寸,卡尺适用于测量间隙和深度,角尺适用于测量角度和倾斜度。
二、准备工作在使用焊接检验尺之前,需要进行以下准备工作:1.清洁工件表面,确保无杂质和污垢。
2.检查检验尺的精度和准确性,如有问题应及时更换或调整。
3.选择合适的测量位置和方向,避免测量误差。
三、测量步骤1.测量长度或宽度:将检验尺沿着工件表面放置,使其与工件表面平行,然后用手轻轻压紧,使其紧贴工件表面。
读数时应垂直于检验尺,并确保读数位置准确。
2.测量深度或间隙:将卡尺或深度尺放置在需要测量的位置,然后轻轻压紧,使其与工件表面紧密贴合。
读数时应垂直于检验尺,并确保读数位置准确。
3.测量角度或倾斜度:将角尺放置在需要测量的位置,然后轻轻压紧,使其与工件表面紧密贴合。
读数时应垂直于检验尺,并确保读数位置准确。
四、注意事项1.在使用焊接检验尺时,应尽量避免碰撞和摔落,以免影响精度和准确性。
2.读数时应保持视线垂直于检验尺,避免视角偏差。
3.使用前需检查检验尺的精度和准确性,如有问题应及时更换或调整。
4.测量过程中应注意安全,避免误伤。
5.测量结果应记录清楚,以备后续参考。
总之,焊接检验尺是焊接工艺中不可缺少的工具,它的使用方法对于焊接质量的控制和保证至关重要。
在使用时应注意安全,遵循正确的操作方法,以保证测量结果的准确性和可靠性。
焊接检验尺使用方法焊接是一种常见的金属加工方法,但是焊接后的质量如何,需要通过检验来确定。
而焊接检验尺就是焊接检验中必不可少的工具之一。
那么,如何正确使用焊接检验尺呢?下面将为大家详细介绍。
一、焊接检验尺的种类焊接检验尺有很多种,常见的有“V”型、“U”型、角度型、深度型、高度型等。
不同种类的焊接检验尺适用于不同类型的焊接工艺和不同的检验要求。
二、焊接检验尺的使用方法1.测量焊缝高度焊缝高度是焊接工艺中一个重要的指标,需要通过焊接检验尺来测量。
使用高度型焊接检验尺时,将其放置在焊缝上,调整尺子的高度,使其与焊缝高度相等。
然后读取尺子上的数字,即为焊缝的高度。
2.测量焊缝深度焊缝深度也是焊接工艺中一个重要的指标,需要通过焊接检验尺来测量。
使用深度型焊接检验尺时,将其放置在焊缝上,调整尺子的深度,使其与焊缝深度相等。
然后读取尺子上的数字,即为焊缝的深度。
3.测量焊缝角度焊缝角度是焊接工艺中一个重要的指标,需要通过焊接检验尺来测量。
使用角度型焊接检验尺时,将其放置在焊缝上,调整尺子的角度,使其与焊缝角度相等。
然后读取尺子上的数字,即为焊缝的角度。
4.测量焊缝宽度焊缝宽度是焊接工艺中一个重要的指标,需要通过焊接检验尺来测量。
使用“V”型或“U”型焊接检验尺时,将其放置在焊缝上,调整尺子的宽度,使其与焊缝宽度相等。
然后读取尺子上的数字,即为焊缝的宽度。
三、注意事项1.使用前要检查焊接检验尺的精度和准确性,避免因尺子失准而导致误差。
2.使用时要根据不同的焊接工艺和检验要求,选择合适的焊接检验尺。
3.使用时要注意安全,避免尺子滑动或掉落,造成伤害或损失。
4.使用后要及时清洁和保养,以保证其长期的使用寿命和准确性。
总之,焊接检验尺是焊接检验中不可或缺的工具之一,正确使用它可以提高焊接质量和效率,减少不必要的损失和事故。
希望大家在焊接工作中能够认真使用焊接检验尺,避免不必要的麻烦和风险。
kh45b型焊接检验尺的使用方法
KH45B型焊接检验尺是一种用于焊接工作中对焊接工件进行尺寸测量和检验的工具。
下面是它的使用方法:
1. 准备工作:将焊接工件放置在水平的工作表面上。
2. 调整刻度尺:将KH45B型焊接检验尺的两个可动刻度尺分别对准焊缝的两侧边缘,并将两个刻度尺的零刻线与焊缝的起点对齐。
3. 进行测量:移动KH45B型焊接检验尺,在焊缝上沿着工件的长度方向滑动,并记录每一个关键点的测量结果。
4. 检查尺寸:使用KH45B型焊接检验尺的刻度标记,可以方便地检查焊缝的宽度和高度,以及其他关键的尺寸。
5. 分析结果:将测量结果与焊接标准进行比较,以确定焊接工艺是否符合规定要求。
6. 调整焊接工艺:根据测量结果,如有需要,可以对焊接工艺进行调整,以保证焊缝的质量。
7. 整理和保养:使用完KH45B型焊接检验尺后,应将其清洁干燥,并妥善存放,
以防止损坏或丢失。
需要注意的是,使用KH45B型焊接检验尺时,应严格按照操作规程和相关安全要求进行操作,以确保人员的安全。
焊接检验尺使用方法集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]
焊接检验尺使用方法
一、焊接检验尺的结构:
焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
主要结构形式分为Ⅰ型(图1)、Ⅱ型(图2)、Ⅲ型(图3)和Ⅳ型(图4)
二、焊接检验尺的计量性能要求
1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。
3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于0.02mm。
在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法
1、测量平面焊缝高度
首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度
用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝
在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
4、测量焊缝咬边深度
首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
5、测量焊缝宽度
先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
6、测量焊件坡口角度
根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。
7、测量焊缝宽度
先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
8、测量装配间隙
用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
四、焊接检验尺的保养
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
3、多用尺上的间隙尺,不能当工具用。