高速电主轴及其结构
- 格式:doc
- 大小:25.00 KB
- 文档页数:6
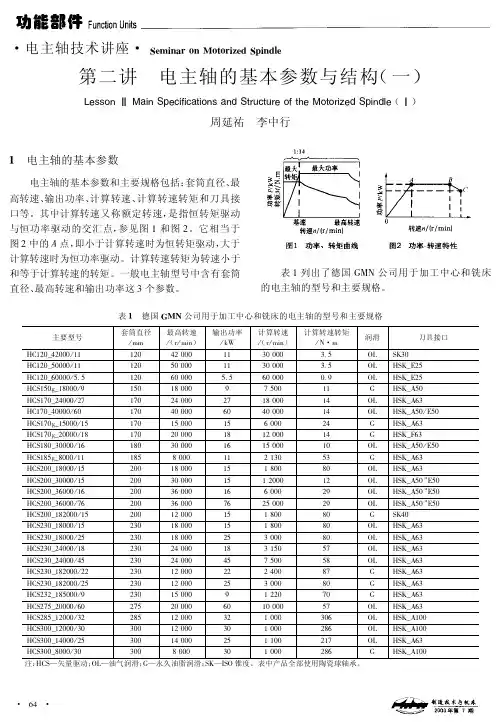
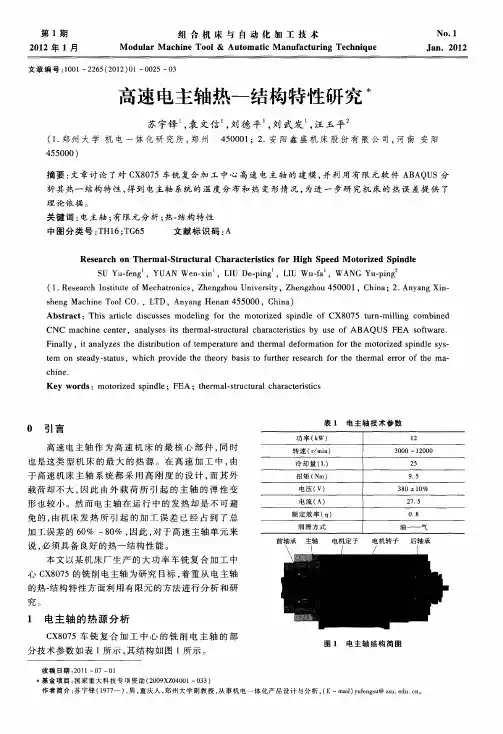
·64··电主轴技术讲座·Seminar on Motorized Spindle第二讲!电主轴的基本参数与结构(一)LessonⅡMain Specifications and Structure of the Motorized SpindIe(l)周延祐李中行1 电主轴的基本参数电主轴的基本参数和主要规格包括:套筒直径、最高转速、输出功率、计算转速、计算转速转矩和刀具接口等。
其中计算转速又称额定转速,是指恒转矩驱动与恒功率驱动的交汇点,参见图1和图2。
它相当于图2中的A点,即小于计算转速时为恒转矩驱动,大于计算转速时为恒功率驱动。
计算转速转矩为转速小于和等于计算转速的转矩。
一般电主轴型号中含有套筒直径、最高转速和输出功率这3个参数。
表1列出了德国GMN公司用于加工中心和铣床的电主轴的型号和主要规格。
表1 德国GMN公司用于加工中心和铣床的电主轴的型号和主要规格主要型号套筒直径/mm最高转速/(r/min)输出功率/kW计算转速/(r/min)计算转速转矩/N·m润滑刀具接口HC120-42000/11120420001130000 3.5OL SK30HC120-50000/11120500001130000 3.5OL HSK-E25HC120-60000/5.512060000 5.5600000.9OL HSK-E25 HCS150g-18000/9150180009750011G HSK-A50 HCS170-24000/2717024000271800014OL HSK-A63HC170-40000/6017040000604000014OL HSK-A50/E50 HCS170g-15000/151701500015600024G HSK-A63 HCS170g-20000/1817020000181200014G HSK-F63 HCS180-30000/1618030000161500010OL HSK-A50/E50 HCS185g-8000/11185800011213053G HSK-A63 HCS200-18000/152001800015180080OL HSK-A63 HCS200-30000/1520030000151200012OL HSK-A50”E50 HCS200-36000/162003600016600029OL HSK-A50”E50 HCS200-36000/7620036000762500029OL HSK-A50”E50 HCS200-182000/152001200015180080G SK40HCS230-18000/152301800015180080OL HSK-A63 HCS230-18000/252301800025300080OL HSK-A63 HCS230-24000/182302400018315057OL HSK-A63 HCS230-24000/452302400045750058OL HSK-A63 HCS230-182000/222301200022240087G HSK-A63 HCS230-182000/252301200025300080G HSK-A63 HCS232-185000/9230150009122070G HSK-A63 HCS275-20000/6027520000601000057OL HSK-A63 HCS285-12000/3228512000321000306OL HSK-A100 HCS300-12000/3030012000301000286OL HSK-A100 HCS300-14000/2530014000251100217OL HSK-A63 HCS300-8000/303008000301000286G HSK-A100注:HCS—矢量驱动;OL—油气润滑;G—永久油脂润滑;SK—ISO锥度。
电主轴技术讲座第二讲电主轴的基本参数与结构_一_电主轴(Electrospindle)是一种将电能转换为机械能的装置,常用于数控机床、加工中心等设备中。
本讲座将介绍电主轴的基本参数与结构。
一、电主轴的基本参数2. 功率(Power):电主轴的功率是指单位时间内产生的机械功率,单位为千瓦(kW)。
功率的选择要根据切削力和材料的硬度等因素来确定,一般在2-50kW之间。
3. 扭矩(Torque):电主轴的扭矩是指主轴承受的力矩大小,单位为牛顿米(Nm)。
扭矩的大小直接影响主轴的加工能力和稳定性,一般在2-500Nm之间。
4. 刚度(Stiffness):电主轴的刚度是指主轴的抗弯、抗扭能力,也是主轴受力时的变形量。
刚度的高低决定了电主轴的动态性能和稳定性。
二、电主轴的结构电主轴的结构主要包括电机、轴承、刀具接口等部分。
1. 电机(Motor):电主轴的电机一般采用交流电机或直流电机,根据需要可选择不同类型和功率的电机。
电机通过电能转换为机械能,驱动主轴旋转。
2. 轴承(Bearing):电主轴的轴承用于支撑和定位主轴,承受主轴的径向和轴向力。
轴承的选用要考虑到主轴的转速、扭矩和刚度等参数,常用的轴承类型有深沟球轴承、角接触球轴承等。
3. 刀具接口(Tool Interface):电主轴的刀具接口用于安装不同类型和规格的切削工具,包括刀柄、刀具夹持装置等。
刀具接口的选择要匹配主轴的规格和电机的功率,以确保切削工具的安全可靠。
三、电主轴的工作原理电主轴的工作原理是利用电能将电机旋转起来,并通过轴承将旋转的力传递给刀具,实现切削加工的效果。
其工作过程一般可分为以下几个步骤:1.电能输入:将电能输入到电机中,通过电机的换能作用将电能转换为机械能。
2.主轴旋转:电机的转子开始旋转,通过电机的驱动将力矩传递给主轴。
3.轴承支撑:轴承将主轴支撑,防止主轴在高速旋转时产生过大的振动和变形。
4.刀具安装:将切削工具安装在刀具接口上,用于进行切削加工。
电主轴的工作原理、典型结构及优点打印引用发布时间:2010-04-25电主轴是高速数控加工机床的“心脏部件”,本文介绍了电主轴的工作原理、典型结构,阐述了电主轴的关键技术,总结了其发展趋势.1、概述由于高速加工不但可以大幅度提高加工效率,而且还可以显著提高工件的加工质量,所以其应用领域非常广泛,特别是在航空航天、汽车和模具等制造业中。
于是,具有高速加工能力的数控机床已成为市场新宠。
目前,国内外各著名机床制造商在高速数控机床中广泛采用电主轴结构,特别是在复合加工机床、多轴联动、多面体加工机床和并联机床中。
电主轴是高速数控加工机床的“心脏部件”,其性能指标直接决定机床的水平,它是机床实现高速加工的前提和基本条件。
2、电主轴的工作原理、典型结构及优点2.1 电主轴的工作原理电主轴就是直接将空心的电动机转子装在主轴上,定子通过冷却套固定在主轴箱体孔内,形成一个完整的主轴单元,通电后转子直接带动主轴运转。
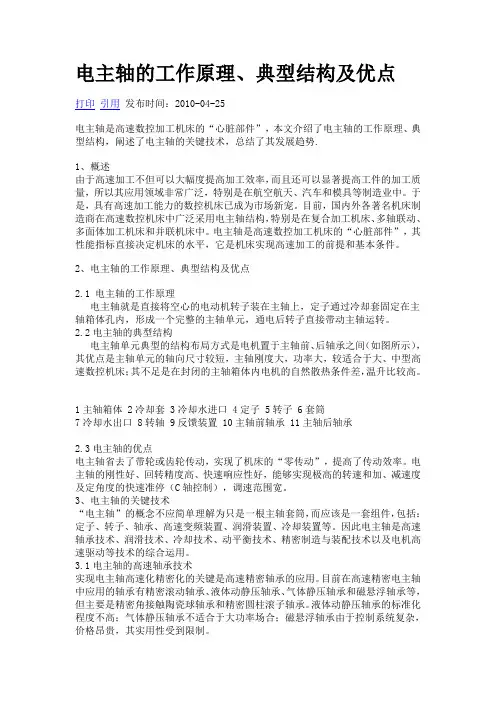
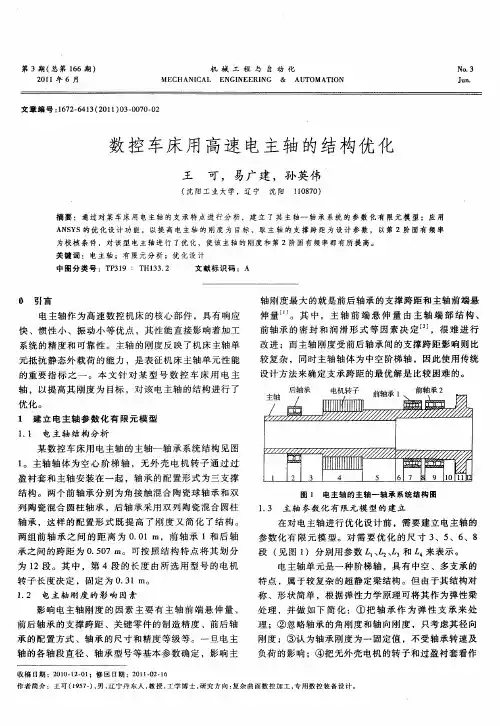
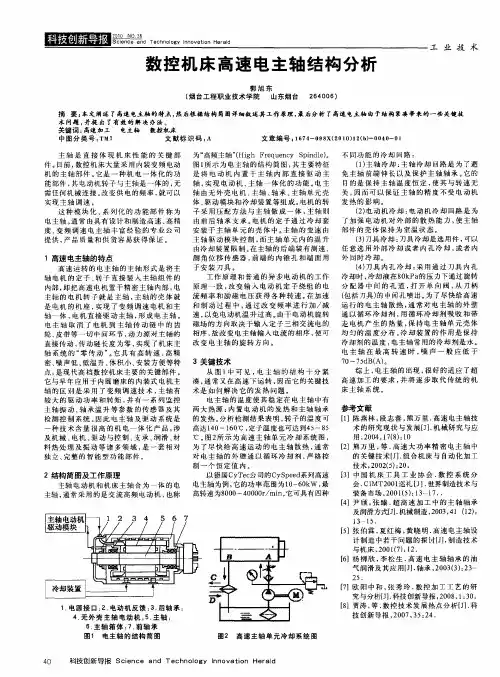
2.2电主轴的典型结构电主轴单元典型的结构布局方式是电机置于主轴前、后轴承之间(如图所示),其优点是主轴单元的轴向尺寸较短,主轴刚度大,功率大,较适合于大、中型高速数控机床;其不足是在封闭的主轴箱体内电机的自然散热条件差,温升比较高。
1主轴箱体 2冷却套 3冷却水进口 4定子 5转子 6套筒7冷却水出口 8转轴 9反馈装置 10主轴前轴承 11主轴后轴承2.3电主轴的优点电主轴省去了带轮或齿轮传动,实现了机床的“零传动”,提高了传动效率。
电主轴的刚性好、回转精度高、快速响应性好,能够实现极高的转速和加、减速度及定角度的快速准停(C轴控制),调速范围宽。
3、电主轴的关键技术“电主轴”的概念不应简单理解为只是一根主轴套筒,而应该是一套组件,包括:定子、转子、轴承、高速变频装置、润滑装置、冷却装置等。
因此电主轴是高速轴承技术、润滑技术、冷却技术、动平衡技术、精密制造与装配技术以及电机高速驱动等技术的综合运用。
3.1电主轴的高速轴承技术实现电主轴高速化精密化的关键是高速精密轴承的应用。
高速电主轴的内部结构说明高速主轴单元主要有高速电主轴,气动主轴和水动主轴。
其中高速电主轴最为常见,高速电主轴单元是高速加工机场中最为关键的部件之一。
目前大多数电主轴结构都是把加工主轴与电机转轴做成一体,以实现零传动。
同时电机外壳带有冷却系统,高速电主轴主要有带冷却系统的壳体,定子、转子、轴承等部分组成,工作时通过改变电流的频率来实现增减速度。
由于高速电主轴要实现高速运转,以下几个零部件质量直接影响着高速电主轴的性能。
(1)转轴是高速电主轴的主要回转体。
他的制造精度直接影响电主轴的最终精度。
成品转轴的形位公差尺寸精度要求很高,转轴高速运转时,由偏心质量引起震动,严重影响其动态性能,必须对转轴进行严格动平衡测试。
部分安装在转轴上的零件也应随转轴一起进行动平衡测试。
(2)高速电主轴的核心支撑部件是高速精密轴承。
因为电主轴的最高转速取决于轴承的功能、大小、布置和润滑方法,所以这种轴承必须具有高速性能好、动负荷承载能力高、润滑性能好、发热量小等优点。
近年来,相继开发了动静压轴承、陶瓷轴承、磁浮轴承。
动静压轴承具有很高的刚度和阻尼,能大幅度提高加工效率、加工质量、延长寿命,降低加工成本;而且这种寿命为半无限长。
磁浮主轴的高速性能好、精度高、容易实现诊断和在线监控。
但这种主轴由于电磁测控系统复杂,价格十分昂贵,而且长期居高不下,至今未能得到广泛应用。
目前市场上应用最广泛的就是陶瓷轴承,一般的角接触陶瓷轴承内外圈都是钢圈,滚动体是陶瓷材料。
陶瓷具有密度小,刚度好,热膨胀系数小等优点。
而且在理论计算和接触疲劳试验和压碎试验表明,混合式陶瓷轴承首先失效的是钢圈而不是陶瓷球。
由于前面三种轴承理论寿命均为无穷大,特别是磁悬浮轴承还具有自动调节偏心等优点,在未来超高速机床市场上,随着技术的发展,磁悬浮轴承应是发展方向。
而在一般的高速加工机床中,混合式陶瓷轴承或纯陶瓷轴承也将具有广泛的使用场合。
(3)润滑系统采用良好的润滑系统对高速电主轴性能有着重要的影响。
电主轴结构组成与各功能介绍电主轴是在数控机床领域出现的将机床主轴与主轴电机融为一体的新技术,它与直线电机技术、高速刀具技术一起,将会把高速加工推向一个新时代。
电主轴包括电主轴本身及其附件,包括高速轴承技术、高速电机技术、润滑、冷却装置、内置脉冲编码器、自动换刀装置、高频变频装置等。
电动机的转子直接作为机床的主轴,主轴单元的壳体就是电动机机座,并且配合其他零部件,实现电动机与机床主轴的一体化。
高速轴承技术:其通常采用复合陶瓷轴承,耐磨耐热,寿命是传统轴承的几倍;有时也采用电磁悬浮轴承或静压轴承,内外圈不接触,理论上寿命无限。
高速电机技术:电主轴是电动机与主轴融合在一起的产物,电动机的转子即为主轴的旋转部分,理论上可以把其看作一台高速电动机。
关键技术是高速度下的动平衡;润滑:电主轴的润滑一般采用定时定量油气润滑;也可以采用脂润滑,但相应的速度要打折扣。
所谓定时,就是每隔一定的时间间隔注一次油。
所谓定量,就是通过一个叫定量阀的器件,精确地控制每次润滑油的油量。
而油气润滑,指的是润滑油在压缩空气的携带下,被吹入陶瓷轴承。
油量控制很重要,太少,起不到润滑作用;太多,在轴承高速旋转时会因油的阻力而发热。
冷却装置:为了尽快给高速运行的主轴散热,通常对其外壁通以循环冷却剂,冷却装置的作用是保持冷却剂的温度。
内置脉冲编码器:为了实现自动换刀以及刚性攻螺纹,主轴内置一脉冲编码器,以实现准确的相角控制以及与进给的配合。
自动换刀装置:为了应用于加工中心,配备了自动换刀装置,包括碟形簧、拉刀油缸等。
高速刀具的装卡方式:广为熟悉的BT、ISO刀具,已被实践证明不适合于高速加工。
这种情况下出现了HSK、SKI等高速刀具。
高频变频装置:要实现主轴每分钟几万甚至十几万转的转速,必须用一高频变频装置来驱动其内置高速电动机,变频器的输出频率必须达到上千或几千赫兹。
电主轴的工作原理电主轴是一种用于机床加工的关键部件,它能够实现高速旋转,并提供必要的切削力和转矩。
本文将详细介绍电主轴的工作原理,包括结构组成、工作过程和性能特点等方面。
一、电主轴的结构组成电主轴主要由机电、轴承、主轴、冷却系统和传感器等组成。
1. 机电:电主轴通常采用交流机电或者直流机电,其功率大小取决于加工需求。
机电通过提供旋转力矩来驱动主轴进行高速旋转。
2. 轴承:轴承用于支撑和定位主轴,保证其稳定运转。
常见的轴承类型有滚动轴承和滑动轴承,可根据加工需求选择合适的轴承。
3. 主轴:主轴是电主轴的核心部件,负责承载切削工具和传递切削力。
主轴通常由高强度合金钢制成,具有良好的刚性和耐磨性。
4. 冷却系统:电主轴在高速旋转过程中会产生大量热量,为了避免过热对加工质量的影响,需要配备冷却系统,通过循环冷却液来控制温度。
5. 传感器:传感器用于监测电主轴的转速、温度和振动等参数,以确保其正常运行并及时发现异常情况。
二、电主轴的工作过程电主轴的工作过程可以分为启动阶段、稳定运行阶段和住手阶段。
1. 启动阶段:当电主轴启动时,机电会提供足够的起动力矩,使主轴开始旋转。
同时,冷却系统开始工作,确保主轴的温度在安全范围内。
2. 稳定运行阶段:一旦电主轴达到设定的转速,进入稳定运行阶段。
此时,机电通过恒定的电流供应持续提供驱动力矩,主轴保持稳定的旋转速度。
3. 住手阶段:当加工任务完成或者需要住手电主轴时,机电会逐渐减小电流供应,使主轴逐渐减速住手。
冷却系统继续工作,将主轴冷却至安全温度。
三、电主轴的性能特点1. 高速旋转:电主轴能够实现高速旋转,提供足够的切削速度和切削力,适合于高效率的加工需求。
2. 高精度:电主轴采用精密轴承和优质材料制成,具有较低的振动和轴向偏移,可保证加工精度。
3. 高刚性:主轴采用高强度合金钢制成,具有良好的刚性和抗变形能力,可承受较大的切削力和转矩。
4. 自动监测:电主轴配备传感器,能够实时监测转速、温度和振动等参数,及时发现异常情况并采取相应措施。
1绪论1.1 高速切削技术1.1.1 高速切削技术的理论基础早在20世纪50年代,就已经出现了用于磨削小孔的高频电主轴,当时的变频器采用的是真空电子管,虽然转速高,但传递的功率小、转矩也小。
随着高速切削的发展的需要和功率电子器件、微电子器件和计算机技术的发展,产生了全固态元件的变频器和矢量控制驱动器,加上混合陶瓷轴承的出现,使得在20世纪末期出现了一大批用于高速切削的大功率、大转矩、高转速的高速机床电主轴。
作为国民经济支柱产业的制造业,是衡量一个国家科学技术发展水平的重要标志,高速切削技术是加工制造技术的一次革命性突破,是未来窃谑加工技术的重点发展方向。
高速切削技术是指利用超硬材料的加工刀具和高转速、高精度和高自动化的制造装备,以实现切除效率、加工质量和加工精度大幅度提升的先进制造技术。
图1.1 萨洛蒙曲线高速切削起源于20世纪30年代,当时德国著名的切削物理学家卡尔·萨洛蒙博士提出了高速切削假设,阐述了著名的超高速切削理论,即萨洛蒙原理:如图1.1所示,在常规切削速度范围内(A区),随着切削速度的增大,切削温度及刀具磨损程度呈线性增加,切削速度达到v1时,刀具会因为无法承受如此高的温度和磨损而不能继续使用,但是当切削速度增加到某一数值v0(一般常规切削速度的5-6倍)后,切削速度和刀具磨损速度反而随着切削速度的增加而降低。
当速度达到v2以上时,切削温度已经降到t0以下,又处于刀具允许的切削条件范围之内,因而对于每一种工件材料,存在一个从v1-v2的速度范围(B区),在这个速度范围内,由于切削温度太高(高于刀具材料允许的最高温度t0),任何刀具都无法承受,切削加工不可能进行,而处于v2以上切削速度的加工,就是高速切削加工。
实践证明随着切削速度的提高,切屑形态从带状、片状到碎屑状发展,所需单位切削力在初期呈上升趋势,而后急剧下降,这说明高速切削比常规切削轻快,两者的机理也不同。
高速切削速度比常规切削速度几乎高出一个数量级,正是萨洛蒙理论的出现,才得以使高速切削在理论上成为可能。
电主轴结构电主轴是现代加工技术中的一种超精密机床主轴,广泛用于机械加工、汽车零件加工、光学加工、电子加工等领域。
电主轴本质上是一种集成式机电传动系统,由电机、主轴、轴承、冷却器、传感器等组成。
电主轴的质量、性能和稳定性直接影响到加工品质和加工效率。
下面就来简单介绍一下电主轴的结构。
1. 电机:电主轴的动力来源是电机,它可以是永磁同步电机、异步电机或直流电机。
电机必须要能够提供足够的动力和转矩,以便使主轴在高速、重负荷和连续工作状态下能够正常运转。
2. 主轴:主轴是电主轴的核心部分,它承载着工件和刀具,完成工件的切削加工过程。
主轴可以采用不同的加工方式,如铣床、车床、磨床、钻床等,因此主轴结构也有所不同。
主轴的材质通常为高强度合金钢或高速度钢,同时经过特殊的表面处理和热处理,在加工过程中能够耐高温、高速和高载荷。
3. 轴承:轴承是支撑主轴和工件的关键部件,它的质量和性能直接决定了电主轴的精度和寿命。
轴承通常采用高速、刚性和精密性强的角接触球轴承、高速铜壳涡流轴承、高速滚珠轴承等。
这些轴承具有自润滑、耐磨、精度高、速度快等优点,能够在高速、高温、高负荷、连续工作的环境下运行。
4. 冷却器:冷却器是电主轴的重要组成部分,它主要用于冷却轴承和主轴,降低摩擦产生的热量和保证电主轴的稳定运转。
冷却器通常采用空气冷却和水冷却两种方式,根据不同的加工环境和设备要求选择不同的冷却方式。
5. 传感器:传感器是电主轴中的重要组成部分,它主要用于监测和控制电主轴的运行状态。
常见的传感器有转速传感器、温度传感器、振动传感器和位移传感器等。
通过传感器获取数据,可以实时监测电主轴的转速、温度、振动和位置等参数,确保电主轴能够在合适的条件下进行加工工作。
综上所述,电主轴的结构复杂、精密度高、稳定性好,是现代制造业中不可或缺的一种精密加工设备。
电主轴在制造、加工领域的应用越来越广泛,其技术和研发方向也在不断发展,未来将有更多的新型电主轴出现。