车身侧围设计
- 格式:pdf
- 大小:2.81 MB
- 文档页数:70
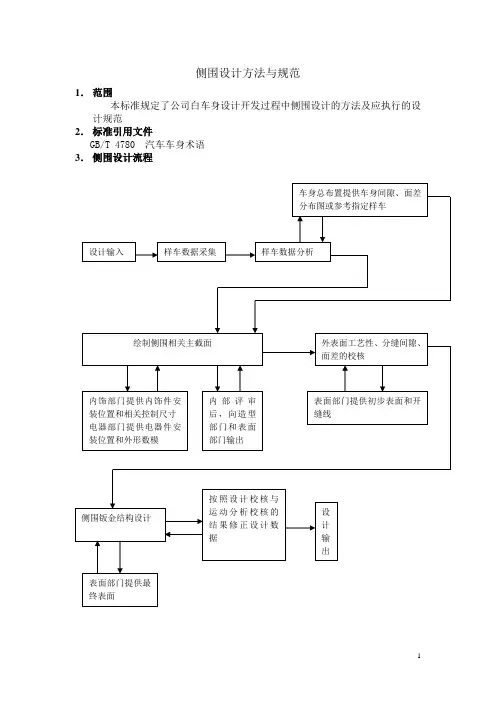
侧围设计方法与规范1.范围本标准规定了公司白车身设计开发过程中侧围设计的方法及应执行的设计规范2.标准引用文件GB/T 4780 汽车车身术语3.侧围设计流程4.设计输入1.设计任务书、项目要求、计划及客户要求2.车身总布置方案中与侧围有关的控制尺寸3.参考样车、样件、点云和样车参考资料4.数字表面5.内饰部门提供内饰件安装位置和相关控制尺寸6.电器部门提供电器件安装位置和外形数模5.设计结构的熟悉及数据的采集A.样车拆解之前应观察样车侧围结构,注意侧围与车门及内外饰的密封及配合关系。
B.样车拆解之前应采集以下数据:侧围与车门密封面配合尺寸、侧围与车门的间隙面差尺寸、侧围与顶盖间隙面差尺寸、侧围与前后风挡玻璃的间隙面差尺寸、侧围与前翼板及尾灯、后保险杠、加油口等处的间隙面差尺寸和侧围与其上装配的附件之间的关系。
C.侧围拆解过程应采集以下数据:侧围钣金件材料、厚度、孔信息(大小、作用)、焊接流程、焊接工艺、焊接间隙、焊接关系、焊点间距、焊缝长度、涂焊接胶的部位和涂胶尺寸、侧围与内外饰件、电器件和其他件的安装关系(安装方式、安装数量、附件颜色)等。
D. 在拆解过程中编制样车明细表,整理侧围焊接流程等文件。
6.绘制侧围主截面由于车身主截面定义了车身设计过程中一些重要的数据,如安装结构、密封结构、间隙数值等,所以根据先期输入条件,绘制侧围主要特征截面时应包含与侧围有关的钣金件断面结构、附件安装结构、内外饰件安装结构和电器件安装结构。
绘制主截面时,应注意与车门、内饰、电器设计等相关人员互相协调,注意同一特征截面应绘制在同一坐标位置上。
侧围特征截面一般有以下几处:1.侧围A柱处2.前门上框处3.后门上框处4.B柱上部处5.前门上铰链处6.前门下铰链处7.后门上铰链处8.后门下铰链处9.前门下框处10.后门下框处11.后风挡玻璃处12.后轮罩处13.侧窗玻璃处14.后尾灯处15.前、后门锁处16.前、后门限位器处等,如下图所示:7.主截面完成后按照CHMS-008的要求,进行内部评审。
白车身设计规则1.基本原则1.1 白车身设计是一个复杂的系统并行设计过程,要彻底地摒弃孤立地单个零件设计方法,任何一个零件只是其所处在的分总成的一个零件,设计时均应考虑其与周边相关零部件的相互关系。
(我们参考一下侧围、车架总成)1.2 任何一种车型的白车身结构均可按三层板的设计思想去构思结构设计,即最外层是外板,最内层是内板,中间是加强板,在车身附件安装连接部位应考虑设计加强板。
(比如侧围、前罩板总成)1.3 所设计的白车身结构在满足整车性能上、结构上、冲压工艺、焊接工艺、涂装工艺、总装工艺是否比参考样车或其他车型更优越,是否符合国内(尤其是客户)的实际生产状况,以便预先确定结构及工艺的改良方案。
1.4 白车身在结构与性能上应提供车身所需的承载能力,即强度和刚度要求。
2.白车身钣金的材料选取原则汽车覆盖件所用材料一般是冷轧钢板。
2.1按国家标准选取钣金材料2.1.1钣金按表面质量分有I,II两级:I级质量最好,适用于外板;II级次之,适用于内板与加强板。
2.1.2钣金按冲压拉延等级分有P,S,Z,F,HF,ZF六级P:普通拉深级,适用于拉延深度浅的零件;S:深拉深级,适用于拉延深度一般的零件;Z:最深拉深级,适用于拉延深度较深的零件;F:复杂拉深级,适用于结构复杂且拉延深度较深的零件;HF:很复杂拉深级,适用于结构较复杂且拉延深度较深的零件;ZF:最复杂拉深级,适用于结构非常复杂且拉延深度较深的零件;2.1.3钣金按强度等级分有:普通强度,高强度,超高强度高强度和超高强度钢板按其强化机理分为:固溶强化、析出强化、组织强化,复合组织强化、热处理硬化型强化、相变强化、冷作强化、时效强化等。
高强度钢板的强化机理定义:固溶强化利用固溶铁中原子产生的格子变形的强化机理。
析出强化使Ti、Nb、V等的碳化物和氮化物以细小的形态析出,由于这些析出物,位错活动受到阻碍,据此形成强化的机理。
组织强化利用将钢从高温的奥氏体急冷时生成硬质的马氏体和贝氏体的强化机理。
车辆侧围外板结构随着交通工具的普及和经济的发展,汽车已经成为人们日常生活中不可或缺的一部分。
而车辆侧围外板结构作为汽车的重要组成部分之一,不仅承担着保护车辆和乘客的功能,同时也对汽车的外观设计和碰撞安全性有着重要影响。
本文将深入探讨车辆侧围外板结构的特点、材料以及设计原则。
一、车辆侧围外板结构的特点车辆侧围外板结构位于车辆的侧面,其主要功能是为车辆提供保护,同时也起到了提升车辆整体刚度和抗扭强度的作用。
侧围外板通常由几种不同的构件组成,如侧门外板、C柱、D柱等。
这些构件需考虑到力学性能、外观设计、轻量化和制造成本等因素。
1. 力学性能:车辆侧围外板需要具备一定的刚度和强度,以抵抗侧面碰撞可能带来的冲击力。
同时,它还需要具备较高的抗振性能,以减少车辆振动和噪音。
2. 外观设计:车辆侧围外板也是决定汽车外观美观的重要因素之一。
设计师需要通过合理的线条和曲面组合,使车辆侧面外板在满足功能要求的基础上,呈现出流线型和动感的外观。
3. 轻量化:随着环保意识的增强,汽车制造业越来越注重车辆的轻量化设计。
车辆侧围外板同样需要尽可能地减少重量,以降低油耗、提高行驶性能和减少碳排放。
4. 制造成本:车辆侧围外板需要考虑制造成本,包括材料成本、加工成本以及装配成本等。
制造过程需要高效、精确和可靠,以保证生产效率和质量。
二、车辆侧围外板结构的材料1. 钢材:目前,车辆侧围外板的主要材料是各种类型的钢材,如冷轧钢板、高强度钢板和高附加值的高强度钢板等。
钢材具有较高的强度、刚度和成形性能,同时也能满足工艺要求和制造成本的控制。
2. 铝合金:随着轻量化的需求不断增加,铝合金开始在车辆侧围外板中得到应用。
铝合金具有较低的密度和良好的可塑性,能够在一定程度上降低车身质量,提高燃油经济性。
3. 复合材料:近年来,由于其轻质高强的特性,复合材料也开始在汽车工业中应用。
车辆侧围外板采用复合材料能够进一步降低车身重量,同时提高车辆的安全性能和刚度。
车身结构设计规范1.范围本规范归纳了白车身结构设计的一些基本方法和注意事项。
2. 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文本。
GB 20182 商用车驾驶室外部突出物GB 15741 汽车和挂车号牌板(架)及其位置,汽车罩(盖)锁系统GB 11568 汽车罩(盖)锁系统3.工艺要求:3.1、冲压工艺要求3.1.1 在设计钣金件时,应使钣金件有拔模角度,最小3度。
如果拉延深度越大拔模角度需要越大,如果有负角的话,就必须增加一道整形工序,大大增加成本。
3.1.2在设计钣金件时,对于影响拉延成型的圆角要尽可能放大,原则上内角R≥5,以利于拉延成型;对于折弯成型的圆角可以适当放小,原则上R≈3即可,以减小折弯后的回弹。
3.1.3在设计钣金件时,考虑防止成型时起皱,应在适当的地方(如材料聚集处)布置工艺缺口,或布置工艺凸台、筋。
3.1.4孔与孔,孔与边界距离应大于2t(t=钣金料厚),若在圆角处冲孔,孔与翻边的距离应大于R+2t。
开孔时尽量不要开在倒角面上,以避免模具刃口早期磨损。
3.1.5 三面或多面交汇的尖角处在倒圆时应尽量倒成球形。
3.2 焊接工艺要求3.2.1 焊接搭接边重叠部分的宽度一般在14—16mm为佳,最小不小于12mm;3.2.2考虑焊接时应考虑焊接工具的接近性。
3.2.3对于无法焊接的内板,可以考虑开焊接工艺过孔,一般要求Φ30以上;3.2.4焊点的距离一般是60-80mm,2.2.5 如果焊接处对于防水、隔音、隔热等性能要求较高时,焊接处需要涂焊接结构胶3.3 涂装工艺要求I3.3.1考虑在侧围下部和车门最下部开漏液孔;2.3.2考虑在地板总成低洼处布置漏液孔。
3.4 装配工艺要求3.4.1考虑零部件装配时装配工具的接近性3.4.2考虑零部件自身安装或拆卸的方便性;3.4.3对于安装工艺过孔,应考虑做成翻边孔,以增加零件本身的刚度,以及不伤手和工具4. 性能要求4.1 车身作为整车的基础结构,给各个功能件提供安装和固定的位置,并具有足够的刚度和强度,以保证所有部件相互位置的正确与稳定。
轿车车身侧围外板设计方法【摘要】:轿车侧围外板是整个车身开发中设计周期最长、模具开发周期最长、工艺最复杂的零件。
同时它又是整个车身设计中的一个重要基准,可以保证车身各组成结构可以保持同步设计。
同时,侧围外板也是整车造型的一个重要载体,整车的侧面外观特征绝大部分都是通过侧围外板体现出来的,所以我们在整车开发过程中,一定要牢记侧围外板是基准、核心,是任何零件都无法比拟的一个重要零件,这就要求我们在前期分析、布置的时候,与车门有关系的零件一定要布置合理,以尽量减少后期的修改设计。
【关键词】:侧围外板;车身设计;流程;Abstract: The car body side outer panel is the longest of the design cycle in the development of the whole body, mold the longest development cycle, a process the most complex parts. But it also is an important benchmark in the entire body design, you can ensure that the body composition can keep pace with design. The same time, the side wall of the outer plate is also an important carrier of the vehicle shape, the side of the exterior features of the vehicle the vast majority are reflected through the side wall outer plate in the vehicle development process, so we must bear in mind that side wall the board is the benchmark core is an important part of any parts can not be compared to our preliminary analysis, layout, door relationship between parts, which requires a certain arrangement is reasonable, in order to minimize late to modify the design.Key words: side wall outer plate; body design; process;1.概述从侧围结构功能设计角度看,侧围设计主要考虑A柱部分的视野、门槛、门洞部分的乘降性、密封性等设计要素。
DOI: 10.11991/yykj.202010012网络出版地址:https:///kcms/detail/23.1191.U.20201208.1051.002.html汽车侧围外板锐棱成形工艺设计与数值模拟蒋磊,谢蛟龙,王龙,赵磊,马培兵,张雄飞东风本田汽车有限公司,湖北 武汉 430056摘 要:为实现锐棱化腰线在汽车覆盖件上的工业化应用,以腰线圆角半径为2.5 mm 的某车型侧围外板为研究对象,借助FEM 仿真软件,对锐棱化侧围外板进行成形工艺设计和数值模拟。
通过冲压方向优选、压料面随形设计、浅拉延工艺补充面设计、余肉隆起设计以及流入量调整等方法,解决了锐棱化侧围外板拉延开裂以及腰线滑移等质量问题。
最终按照优化后的成形工艺方案设计、制造了锐棱化侧围外板的冲压模具,并利用数值模拟结果指导了现场试模,调试出变形充分,无开裂、起皱以及腰线滑移的合格零件。
研究表明,该成形工艺方案可实现锐棱化侧围外板的工业化应用。
关键词:锐棱;侧围外板;成形工艺;数值模拟;滑移;开裂;工艺设计;冲压模具;试模中图分类号:U466; TG386 文献标志码:A 文章编号:1009−671X(2021)02−0080−07Stamping process design and numerical simulation for automobile sideouter panel based on sharp edgeJIANG Lei, XIE Jiaolong, WANG Long, ZHAO Lei, MA Peibing, ZHANG XiongfeiDongfeng Honda Automobile Co., Ltd., Wuhan 430056, ChinaAbstract : In order to realize industrial application of the sharpened waistline on automobile panels, the side outer panel of a certain vehicle with a waistline fillet radius of R 2.5 mm was taken as the research object to carry out the sharpened side outer panel stamping process design and numerical simulation, with the help of FEM simulation software. By the methods such as optimizing the press direction, designing the binder surface conforming to the shape, designing the addendum surface based on shallow drawing process, designing the swelled model and adjusting the drawing inflow,etc., the cracking and skid line of the waistline during side outer panel drawing were solved. Finally, according to the optimized stamping process, the die of the sharp edged side outer panel was designed and manufactured, and the numerical simulation results were used to guide the die testing, and the qualified parts with sufficient deformation, with no crack, no wrinkle and no skid line of waistline were tried out. Research shows that the forming process can realize the industrial application of sharp edged side outer panel.Keywords: sharp edge; side outer panel; stamping process; numerical simulation; skid line; crack; process design; die;die tryout外观特征线是汽车的重要设计语言之一,决定了汽车的关键造型。
汽车侧围外板冲压工艺及模具设计摘要:随着新能源汽车的发展和汽车轻量化的需要,先进的挤压铸造技术在汽车结构件上的应用将越来越广泛,如控制臂、摆臂、连杆、发动机支架、轮边支架等底盘件已部分应用铝合金材料制造。
取代部分锻造生产高性能复杂结构件,替代低压和差压铸造、金属型重力铸造生产那些可靠性要求高的结构件已成汽车未来优选趋势。
挤压铸造作为一种金属成形技术,固然有它自己特定的工艺特点和应用范围。
生产中应根据零件的结构特点、性能要求、批量和生产条件等多种因素综合考虑,因此合理选择挤压铸造工艺方案是成功开发产品的关键。
关键词:汽车侧围外板;冲压工艺;模具设计引言汽车覆盖件是指覆盖车身和驾驶室的薄板类表面零件和内部零件。
汽车覆盖件具有尺寸较大、厚度较薄、轮廓多为曲面、表面精度要求高等特点。
汽车覆盖件模具工序繁多,通常包括拉伸、修边、冲孔、翻边、整形等多道工序。
为了减少成形工序,降低模具开发成本,常将修边和冲孔合并成一道工序,称为修边冲孔模。
修边冲孔模是汽车覆盖件模具中的一道重要工序,常放在拉伸之后进行,主要目的是将拉伸模的工艺补充部分和压料边缘压料面多余的部分切除。
1汽车侧围外板冲压工艺概述冷冲压技术就是通过压力机驱动模具,使板料产生塑性变形而最终形成一定形状的塑性成形方法。
冷冲压技术刚好能克服热冲压的缺点.但冷冲压以往是用在汽车覆盖件等薄板料的制造过程中,材料厚度在8mm以下。
随着模具技术的进步,更好的模具材料、热处理方法、先进的设计方法,以及成形分析手段的发展,利用冷冲压冲制10mm以上的驱动桥后桥壳成为可能。
目前,冲焊后桥壳的制造仍然以热冲压为主,冷冲压只占少数。
但综合考虑制件质量、生产成本等因素,其实二者各有利弊,冷冲压与热冲压各有各的优点,其中,冷冲压成形件质量相对较差,但生产成本很低,生产效率也较高,因此适合大批量生产;而热冲压虽然成形件质量相对较好,但其生产成本很高,生产周期也较长,不利于生产率的提高。
客车车身构造及其设计5-1 车身构造及其分类客车与公共交通车辆是现代社会中运输旅客的主要交通工具。
随着经济不断开展,环境污染越来越严重。
客车的运行量,可以大大减少私家车的运行数量,可以大限度的减少大气污染。
特别是最近几年,国家大力扶持新能源车辆,可以进一步减少大气污染。
不管是传统车还是新能源车辆,合理的车身构造,可以在保证车身强度的前提下,减轻车身重量,降低能耗。
车身的设计越来越受到重视,客车车身主要由骨架构造和蒙皮构造两部分组成。
、客车车身定义GB37301-88在GB37301-88中,客车车身的定义为:具有长方形的车箱,主要用来装载乘员和随身行李。
、客车车身分类方法由于客车品种繁多,所以车身的分类形式也是多种多样的。
常见的分类方法有按客车的用处、承载形式和车身构造进展分类。
1、按用处分类按客车的用处可分为城市客车、长途客车、旅游客车和专用客车四类。
〔1〕城市客车城市客车是为城市内公共交通运输而设计和装备的客车,如图5-1所示。
这种车辆设有座椅及乘客站立的区域,由于乘客上下频繁,所以车厢内地板低、过道高、通道宽、座椅少、车门多,车窗大,并有足够的空间供频繁停站时乘客上下车走动使用。
按运行特点,城市客车分为市区城市客车和城郊城市客车。
为了满足大、中城市公共交通的需要及环保要求,城市客车正逐步向大型化、低地板化、环保化、高档化和造型现代化等方面开展。
〔2〕长途客车长途客车又称公路客车,是为城间旅客运输而设计和装备的客车,如图5-2所示。
由于旅客乘坐时间较长,这类客车必须保证每位乘客都有座位,不设供乘客站立的位置。
为了有效利用车厢的面积,座椅布置比拟密集,而且尽可能的进步座椅的舒适性,座椅质量都比拟好。
长途客车车厢地板高,地板一般设计成凹形,这样有利于进步车身的抗扭刚性,地板下面设有存放行李物品的行李舱。
为了进步整个车身的刚度,这类客车的车门少,且多布置在前轴之前。
对于高速公路上的快速客运车辆,要求具有更高的可靠性、行驶平安性、乘坐舒适性和高速行驶性能等。
侧围护板设计指南简介侧围护板是一种广泛用于汽车和其他交通工具的安全设备,用于在车辆侧面保护乘客和车辆结构不受碰撞的影响。
它们通常由金属或塑料制成,固定在车辆侧面,以吸收并分散撞击力。
在本文中,我们将讨论侧围护板的设计原则和建议,以确保其在保护车辆和乘客时发挥最大的效果。
设计原则1. 强度和刚度侧围护板必须具有足够的强度和刚度,以吸收碰撞能量并保护车辆和乘客。
强度是指板材抵抗破坏的能力,可以通过材料选择和板厚度来实现。
刚度是指板材承载力的能力,可以通过几何形状和横截面设计来实现。
2. 符合安全标准侧围护板必须符合安全标准,如国际协会的《汽车安全标准》(ISO26262),以确保其在真正的事故中发挥有效作用。
3. 兼容设计侧围护板必须与车辆的整体设计相协调,包括车辆的外观,车顶和陆地轮廓线,以确保美观和空气动力学效率。
设计建议1. 板材选择侧围护板的材料选择应基于以下因素:•抗冲击能力•强度和刚度•重量•生产成本常用的材料包括铝合金,碳纤维,钢板和塑料板材。
2. 板厚度侧围护板的板厚度应根据车辆尺寸,使用环境,以及上述要素综合考虑。
板厚度越大,侧围护板的保护能力就越强,但重量也会相应增加。
因此,一个合理的选择是在保证安全性的同时尽可能减少重量。
3. 几何形状侧围护板几何形状的设计对于保护乘客和车辆具有重要作用。
较好的侧围护板形状应满足以下要求:•与车身设计协调•能够最大程度地分散撞击力•具有足够的切线长度,以增强板材的刚度•具有足够的内部填充物以增强抵御碰撞的能力4. 细节设计在侧围护板的细节设计方面,以下几点需要考虑:•确保侧围护板安装在车身强度结构上,以确保效果最大•考虑板材强度方向,以确定板材的正确方向并确保其在撞击时能够最大程度地变形吸收能量•在设计中尽可能减少让板材变形的节点,以避免剪切和弯曲等不必要的应力侧围护板在车辆碰撞事故中扮演着至关重要的角色,因此设计必须经过仔细的考虑和规划。
本文提供的设计原则和建议有助于确保侧围护板的安全性和合适的性能,以保障车辆和乘客的安全。
客车车架及车身骨架设计车架设计车架是整个客车的基体,其功用是支承、连接汽车各个总成的零部件,承受来自车内外的各种载荷,并在很大程度上决定了客车总体的布置型式。
现代很多客车都有作为整车支承的车架,车上绝大多数的部件和总成都是通过车架来固定其位置的。
对于由车身骨架承担载荷的客车,称为承载式客车,一般采用桁架式车架结构,现代客车正逐步向这种承载车身形式发展。
车架的结构形式首先应满足汽车总布置的需要。
汽车在复杂多变的道路上行驶的时候,固定在车架上的各总成和部件之间不应发生干涉。
当汽车在崎岖不平的道路上行驶时,车架在载荷的作用下可产生扭转变形以及在纵向平面内的弯曲变形,当一边车轮遇到障碍时,还可能使整个车架扭曲成菱形。
这些变形将会改变安装在车架上的各部件之间的相对位置,从而影响其正常工作。
因此,车架应具有足够的强度和适当的刚度。
为了使整车轻量化,要求车架质量尽可能的小些。
此外,降低车架的高度以使得汽车质心位置降低,有利于提高汽车的行驶稳定性,这一点对客车来说尤为重要。
客车行业在发展初期,其底盘车架主要始于货车二类底盘的改装,形成了长头客车。
随着时间的推移,有了后来在货车三类底盘上进行改装的过程,并进一步形成专用的客车底盘。
后来对车架的结构进行了改变和发展,形成了分段式车架结构的底盘,这样就可以降低城市客车地板的高度,对长途和旅游客车来说则是为了获得较大的行李舱。
随着全承载车身技术的出现,又形成了适应承载车身的不同类型的各种客车底盘,其底盘车架一般采用桁架式结构。
1、三类底盘的车架改装上世纪80年代前后,我国的客车基本上是以中型载货汽车的三类底盘改装而形成的。
不管作为城市客车还是作为长途客车,其地板高度较高,踏步级数一般是3-4级。
车架型式大部分采用梯形车架(图5-25),也就是纵梁直通式结构,或在此基础上外加牛腿(即支撑梁);极少数也采用横梁直通式车架,这种车架为纵梁分段与直通横梁以加强角撑板铆接或焊接而成。
车身域的组成结构车身域是指汽车外部的整个空间,包括车身的各个部分以及它们之间的关系和结构。
它是汽车设计中最重要的组成部分之一,直接影响着车辆的外观、空气动力学性能和乘坐舒适度。
通常,车身域由以下几个主要的组成结构构成。
1. 车顶:车顶是车身域的最上方部分,起着覆盖和保护车内空间的作用。
它通常由金属或塑料材料制成,具有一定的强度和刚性,以承受外部的压力和重量。
2. 车门:车门是车身域的侧面部分,用于进出车辆以及乘坐。
它们通常由金属制成,具有开关机构和窗户,以提供便利和安全性。
车门的设计和结构不仅要考虑刚性和安全性,还要考虑开启和关闭的顺畅性,以及对车内空间的最大利用。
3. 车窗:车窗是车身域的一部分,用于提供视觉和通风。
它们通常由玻璃制成,可以打开或关闭。
车窗的设计和结构应考虑到适当的密封性、防护性和便利性,以满足乘客对舒适性和安全性的需求。
4. 前后保险杠:前后保险杠是车身域的前后部分,起到保护车辆和乘客的作用。
它们通常由塑料或金属制成,具有一定的弹性和耐撞击性。
前后保险杠的设计和结构应考虑到保护车辆和乘客的安全,以及对碰撞的吸能和减震能力。
5. 车身侧围:车身侧围是车身域的侧面部分,连接车顶、车门和车底。
它们通常由金属制成,具有一定的强度和刚性,以保护车内空间和乘客的安全。
车身侧围的设计和结构应考虑到车辆的整体刚性和稳定性,以及对外部碰撞和侧翻的抵抗能力。
6. 车顶柱:车顶柱是车身域的支撑结构,连接车顶和车身侧围。
它们通常由金属制成,具有一定的强度和刚性,以支撑车顶和车身侧围的重量和压力。
车顶柱的设计和结构应考虑到车身的整体刚性和稳定性,以及对外部碰撞和侧翻的抵抗能力。
7. 车身底盘:车身底盘是车身域的底部部分,连接车身侧围和底盘。
它通常由金属制成,具有一定的强度和刚性,以支撑车身的重量和承受路面的压力和震动。
车身底盘的设计和结构应考虑到对路面的适应性和舒适性,以及对车辆操控性和稳定性的影响。