轿车白车身车顶侧围的焊接
- 格式:pdf
- 大小:126.91 KB
- 文档页数:2

试制白车身焊接中侧围总成质量控制探析白车身焊接是整车制造过程中的关键环节之一,它直接影响着车身的强度和稳定性。
侧围总成作为车身结构的重要部件,其质量控制尤为重要。
本文将对白车身焊接中侧围总成的质量控制进行探析。
一、侧围总成的作用侧围总成是汽车车身结构中的一部分,位于两侧底板和前、后围板之间,起到连接和固定底板和围板的作用。
侧围总成的合理结构和高质量的焊接是保障车身强度和稳定性的关键。
合格的侧围总成可以使车身在行驶时具有较好的刚性和抗扭性,提高车辆的安全性能。
二、侧围总成的质量控制1. 材料控制:侧围总成的主要材料为冷轧钢板,在使用前需要进行严格的质检。
质检人员应根据相关标准对材料进行抽样检验,检查其疵点、变形、厚度误差等情况,确保材料质量达标。
2. 工艺控制:侧围总成的焊接工艺是影响其质量的重要因素。
焊接过程中需要采用适当的焊接方法和设备,如气体保护焊、电弧焊等。
焊接操作人员应严格按照工艺要求进行操作,包括焊接过程的预热、焊接速度和焊接参数的控制等。
焊接过程中需要定期对设备进行维护和保养,确保其正常运行。
3. 检测控制:在侧围总成焊接完成后,需要对其进行质量检测。
常用的检测方法包括外观检测、尺寸测量、焊缝检测等。
检测人员需要具备一定的专业知识和经验,能够准确判断焊缝的合格与否,及时发现并处理焊接缺陷。
4. 焊接质量记录:对侧围总成的焊接过程进行全程记录,包括材料编号、焊接工艺、检测结果等信息。
这样可以确保焊接质量可追溯,及时发现问题并进行处理。
1. 焊接缺陷:在侧围总成焊接过程中,常常会产生焊接缺陷,如焊接裂纹、气孔、夹杂等。
这些缺陷会严重影响车身的强度和稳定性。
为解决这一问题,可以在焊接过程中采取适当的预热和焊接速度控制,以减少焊接缺陷的产生。
也可以加大对焊接人员的培训力度,提高其焊接技术和操作水平。
2. 人为因素:在侧围总成焊接中,人为因素也是影响焊接质量的主要因素之一。
焊接操作人员的工作技能和素质直接关系到焊接质量的好坏。
试制白车身焊接中侧围总成质量控制探析白车身焊接是汽车制造中非常重要的环节,而试制白车身焊接中侧围总成的质量控制更是一项关键的工作。
本文将从试制白车身焊接中侧围总成的工艺流程、质量控制方法、常见问题及解决方案等方面进行探析,以期为汽车制造领域的从业者提供一定的参考。
一、试制白车身焊接中侧围总成的工艺流程试制白车身焊接中侧围总成的工艺流程一般包括以下几个主要环节:材料准备、工装装配、焊接工艺设置、焊接过程控制、质量检测和包装出库等。
在这一系列环节中,焊接工艺设置和焊接过程控制是尤为重要的环节,直接关系到侧围总成的质量稳定性和一致性。
试制白车身焊接中侧围总成的质量控制方法主要包括焊接工艺参数的优化、焊接设备的调试、焊接工艺的监控和焊接质量的检测。
具体来说,可以通过对焊接电流、焊接电压、焊接速度等参数进行优化,达到最佳的焊接效果;对焊接设备进行定期的检修和调试,保证设备的工作稳定性;在焊接过程中,通过实时监控焊接工艺,及时发现并纠正异常情况;通过各种质量检测手段,如X射线检测、超声波检测、外观检测等,确保焊接质量符合要求。
在试制白车身焊接中侧围总成的生产中,常见的问题主要包括焊接接头质量不稳定、焊接缺陷率高、焊接变形严重、焊接工艺参数难以控制等。
焊接接头质量不稳定可能是由于材料的质量不均匀、焊接工艺参数设置不合理、焊接设备磨损严重等原因造成的;而焊接缺陷率高可能是由于焊接工艺监控不到位、焊接操作技术不到位等原因造成的;焊接变形严重可能是由于焊接温度过高、焊接速度过快等原因造成的;焊接工艺参数难以控制可能是由于焊接设备的精度不高、焊接工艺的灵活性不足等原因造成的。
针对上述常见问题,可以采取一些有效的解决方案。
对焊接接头质量不稳定的问题,可以优化焊接工艺参数,保证焊接接头的均匀性;对焊接缺陷率高的问题,可以加强对焊接工艺的监控,及时发现并解决问题;对焊接变形严重的问题,可以优化焊接工艺,减少热量输入,避免变形;对焊接工艺参数难以控制的问题,可以考虑更换更精确的焊接设备,提高焊接工艺的灵活性。

CHENGSHIZHOUKAN 2019/34城市周刊82汽车白车身激光焊接技术董 路 大连辽机路航特种车制造有限公司摘要:汽车白身激光焊接技术有着明显的优势,本文就对这种技术进行了探析。
分析激光焊接的技术原理,研究了目前激光焊接技术在汽车白身焊接中的应用,并且分析了该技术的发展趋势,帮助汽车厂商合理的使用该技术。
关键词:汽车;白身激光焊接;质量;发展汽车产业是重要的工业产业之一,为了保证汽车的质量,就需要做好汽车的焊接工作。
目前,汽车白身激光焊接技术可以让汽车获得较高的质量,而且也保证了汽车的外形,并且具有很高的生产效率。
一、汽车白身焊接技术概述车身是汽车的重要部件,也是影响汽车整体质量的关键部件,汽车的设计也会从车身上体现,所以控制好车身的质量对于汽车而言十分重要。
汽车的车身是由两个部分组成的,一个就是完成焊接白车身,此时的车身还没有进行喷漆。
其次是车身的相关部件[1]。
在汽车生产过程中,重要的工艺就是焊接,决定了汽车的质量,而且会影响汽车的整体造型,良好的焊接工艺而可以让汽车有更长的使用年限,汽车也会有更强的承载能力。
所以选择合理的焊接工艺,可以改善汽车的整体质量。
在汽车焊接的过程中,还会使用到焊接夹具,夹具必须要具备多点定位的功能,而且能够满足对部件的夹紧要求,从而保证焊接点位置的贴合性。
目前,汽车上使用的板件和杆件都比较薄,刚性相对比较差,如果没有处理好焊接工作,就会影响到车身的质量。
二、激光焊接的技术原理1.材料对激光的吸收。
金属中的自由电子密度很大,在光波电磁场的作用下就使自由电子产生次波。
而且,激光也会容易出现反射波、透射波,影响的强度也很大。
通常,只有比较薄的金属表面才能够吸收透射波,这是因为自由电子的密度非常大,所以在技术表面并不能形成大量的吸收反射波,所以会把激光反射回去。
和其他类型的广播相比,知紫外线和可见光的光子都带着比较大的能量,而且频率很高,所以能够对电子产生一定的束缚作用。
试制白车身焊接中侧围总成质量控制探析随着汽车行业的发展,焊接作为重要的连接工艺被广泛应用于汽车制造中。
在汽车制造过程中,车身焊接工艺是关键环节之一,它直接影响着车身结构稳定性、安全性、外观质量等指标。
因此,对于焊接质量的控制是十分重要的。
1. 材料的选用车身焊接中,材料的选用直接关系到车身焊接工艺和质量。
因此,在选材时应该考虑到材料的强度、韧性、抗拉强度、耐腐蚀等性能指标。
为了保证焊接质量,材料应具备良好的可焊性,不易产生裂纹等焊接缺陷。
在侧围总成的焊接中,应选用厚度均匀、强度高、可焊性好的优质钢板。
2. 设备的选择在焊接车身时,设备的选择和使用对焊接成品质量具有决定性作用。
选用先进且符合生产工艺流程的设备,能够保证焊接质量和生产效率。
对于侧围总成的焊接,应选用符合规范要求、安全可靠、稳定性强的自动焊接设备,以保证焊接质量。
3. 工艺的优化合理的焊接工艺能够最大程度地提高焊接质量,降低焊接缺陷率,并减少工人的劳动强度。
在侧围总成的焊接中,应采用先进的电弧焊接工艺,如MIG/MAG焊接、TIG焊接等。
其中,MIG/MAG焊接能够满足批量化生产需要,并具有良好的可控性和稳定性;TIG焊接则适用于焊接较小、复杂的部件。
4. 操作技能的培训焊接工人的操作技能对焊接质量影响非常大。
因此,在焊接过程中,必须对工人进行实际操作技能的培训,提高其焊接技术水平和操作技能,以减少焊接缺陷的发生率。
具体来说,应加强工人的焊接基础知识培训、操作技能培养,增强工人对设备的操作和维护能力。
5. 检验控制在焊接完成后,必须进行全面的焊接检验,以确保焊接质量符合质量要求,并按照测试标准进行验收。
对于侧围总成的焊接,必须进行焊缝外观检验、焊缝首层质量检验、拉伸试验、硬度测试、变形试验等各项故障检测。
综上所述,对于白车身焊接中侧围总成的质量控制,应从材料、设备、工艺、操作技能、检验控制等方面进行综合控制,最终得到符合标准要求的高品质焊接产品。
试制白车身焊接中侧围总成质量控制探析白车身是指车辆主体结构,由多个独立部件组装而成,经过数十道工序的焊接、钣金和涂装加工。
其中,焊接环节的质量控制至关重要,因为车身焊接的精度和稳定性直接影响车身的安全性、舒适性和外观品质。
一、焊接流程侧围总成是由前后轮轮眉、底框梁、B、C柱、地板、门柱等部件组成。
焊接流程主要包括以下步骤:1. 预处理:清洗、磷化等表面处理,保证焊接接口的清洁度和粘合力。
2. 闭口:对侧围总成进行闭口处理,用于防止后续操作时在车身内部产生污染物及其它异物。
3. 插件:确定焊结合点位置,并将零件插入。
4. 构装及夹具:将各焊点固定在合适的位置,并在周围加以夹具支撑,以确保焊接过程中的精度和准确度。
5. 制备:对焊接接口进行切割、抛光、去毛刺等处理,以保证焊接接口的光洁度和精度。
6. 焊接:进行手工或者机器自动化焊接,按照标准作业指导书进行操作。
7. 校验:使用测量工具对焊点位置、大小、形状、倾斜度、厚度等指标进行检测和校验,以保证其符合标准和客户要求。
二、质量控制问题在焊接侧围总成的过程中,可能会出现以下质量控制问题:1. 质量波动:由于操作者的技术和质量控制的不足,可能导致焊接质量的波动,使焊接接口的密封性、连接强度、外观等方面受到影响。
2. 偏差:夹具定位不准确,焊接过程中操作者移动导致龙骨偏斜,从而影响整个焊接周期的焊接质量。
3. 热变形:在焊接过程中,零件的热胀冷缩和变形可能会对零件间间隙的精度产生影响,进而影响整个车身的尺寸和外观。
三、技术改进和风险控制针对以上质量控制问题,厂商可以采取以下技术改进和风险控制措施:1. 提高操作技术:加强操作者的专业技能和操作规范,以提高焊接质量的稳定性和精度。
2. 优化夹具设计:通过加强夹具的设计和构造,确保龙骨不会偏斜,从而避免焊接过程中的偏差。
3. 实施控制:建立质量管理体系,通过对生产过程的全程管控,确保操作过程的可追溯性,降低风险。
汽车白车身车顶盖激光焊接成型系统整车制造的“四大工艺装备”――整车装配流水线、车身和装配生产线、喷涂生产线、生产线。
其中轿车焊接装配线几乎全部依靠进口。
轿车车身自动焊装线,整车自动装配线是我国汽车装备最薄弱的环节之一。
随着先进制造技术的发展,实现焊接产品制造的自动化、柔性化与智能化已成为必然趋势。
汽车车身主要靠焊接进行连接,车辆产品的技术含量在一定程度上代表着一个国家的工业化水平。
加工已成为现代汽车制造不可或缺的技术,从国际上看,知名汽车公司都争先恐后地在车身制造中应用技术,以保证产品质量和产品技术先进性,在日益激烈的产品竞争中立于不败之地,这种趋势在国内的合资企业中已得到体现.美国、德国最早将高功率Nd:YAG固体激光器用于汽车板金件的切割和的焊接,使汽车改型的周期从5年缩短到2年,激光焊接在汽车工业中已成为标准工艺。
在车身装配生产线上,五轴激光加工机或光纤传输的激光加工系统广泛用于激光焊接。
美国三大汽车集团(通用、福特、克莱斯勒公司)、欧洲汽车制造公司(如RENAULT、VOLVO、AUDI、BENZ和BMW公司)生产线上采用激光焊接,以通用汽车公司为例,其在线使用激光器达200台以上。
德国大众公司在Audi A6、Golf A4、Passat等品牌的车顶均采用激光焊接。
但国产品牌汽车的车身大规模在线激光焊接还是空白,提高产品品质,在国内开展有关应用研究工作,掌握关键技术、工艺,形成自主研发、创新、生产能力,是大势所趋,也是国产品牌走向国际市场的基础。
汽车白车身是由所有结构件和大部分覆盖件焊接在一起形成的一个焊接总成,是汽车的主要部分,其质量对汽车整体功能有很大的影响,一般可将其分为20个大总成。
采用激光焊接,可以减少搭接宽度和一些加强部件,还可以压缩车身结构件本身的体积,从而减少车身重量。
激光焊接用于车顶外壳与框架焊接,传动转换器盖板的焊接,由CNC控制,其循环时间约为16秒,实际焊接时间仅为3秒,一天可连续运行24小时。
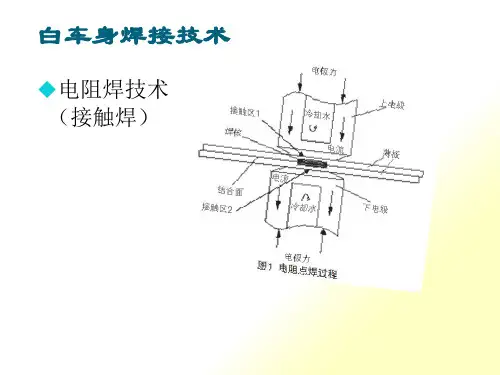
白车身焊接技术1. 引言白车身焊接技术是汽车制造中非常重要的环节,它直接关系到车身的结构强度和安全性能。
本文将介绍白车身焊接技术的基本原理、常见焊接方法以及相关的发展趋势。
2. 基本原理白车身焊接技术是指将车身的各个部件通过焊接方式连接在一起,形成整体的车身结构。
焊接过程中,通过在接头处加热和施加外力,使金属材料的原子间结合,从而形成强固的连接。
3. 常见焊接方法3.1 电弧焊电弧焊是一种常用的焊接方法,它利用电弧的高温和高能量将要连接的金属材料熔化,并在熔池凝固后形成焊缝。
电弧焊可以分为手工电弧焊和自动化电弧焊两种。
3.2 点焊点焊是一种将两个金属部件通过点与点之间的短暂高温连接起来的焊接方法。
它适用于焊接薄板,如汽车车身中的钢板焊接。
点焊主要通过电流的瞬时作用将焊接部位加热,形成接触的熔融区域。
3.3 气体保护焊气体保护焊是一种利用保护气体将焊接区域与外界隔绝的焊接方法。
它使用惰性气体(如氩气)或活性气体(如二氧化碳)作为保护气体,防止焊接处受到空气中的氧气和水蒸气等对焊缝质量的不利影响。
3.4 激光焊激光焊是一种利用高能量激光束将金属材料熔化并连接起来的焊接方法。
激光焊具有焊接速度快、热影响区小等优点,适用于焊接薄板和复杂形状的工件。
4. 发展趋势随着汽车制造工艺的不断进步,白车身焊接技术也在不断发展。
以下是该技术的一些发展趋势:4.1 无人化生产为提高生产效率和质量稳定性,越来越多的汽车制造企业开始引入自动化焊接设备,实现无人化生产。
无人化生产能够降低人为因素对焊接质量的影响,提高车身的一致性和稳定性。
4.2 智能化控制通过引入智能化控制系统,可以对焊接过程中的参数进行实时监测和调整,提高焊接质量和效率。
智能化控制系统还可以分析焊接过程数据,并通过人工智能算法进行优化,进一步提升焊接技术。
4.3 新材料应用随着新材料的不断发展,如高强度钢、铝合金等,白车身焊接技术也在适应新材料的要求进行调整和改进。
浅谈白车身激光钎焊工艺相关故障与对策控制要素李成整 李新 唐国勇 秦振中柳州柳新汽车冲压件有限公司 广西柳州市 545007摘 要: 激光钎焊作为一种成熟的焊接连接技术,该工艺现多应用于白车身顶盖与侧围连接。
对于汽车车顶激光钎焊工艺,焊接设备、焊接参数、零件匹配尺寸质量、零件外观质量等因素的细微变化都焊接质量产生影响。
故在整个工艺质量控制上,对该些影响因素的研究以及细化管理显得尤为重要。
文章针对某汽车品牌的车身顶盖与侧围连接的激光钎焊工艺,结合产生问题点进行逆向分析、改善焊接质量,同时深入研究,形成正向的专项且细化的管理控制手段,保证激光钎焊质量得以有效的管控。
通过该过程的推进开展,从中形成激光钎焊质量故障类型与对策数据库,进而输出对激光钎焊质量管控的总结。
关键词:激光钎焊工艺 焊接设备 焊接参数 零件匹配尺寸质量 零件外观质量 激光钎焊质量1 引言汽车顶盖与侧围均是整车白车身外观覆盖件,而时下大部分汽车的侧围与顶盖均采用激光钎焊工艺进行焊接连接。
激光钎焊原理是采用激光光束作为热源,通过发射器产生的激光在传递的管道中聚焦后,形成集中的光束照射在焊接焊丝表面,焊丝在激光光束供给能量的持续加热下,熔化并形成高温液态金属,浸润到被焊零件连接处(焊缝),结合适当的外部条件,液态金属与被连接工件之间形成良好的冶金结合,完成焊接作业与零件的连接。
作为高质量、高精度要求的激光钎焊工艺,对车体顶盖与侧围的匹配间隙、焊接设备的稳定性、参数的合理性、车体外观质量等均需较高的要求。
在生产过程中,由于该类因素的影响,常发激光钎焊焊缝质量不良:缩孔、针眼、堆叠、断焊、塌陷等,造成产品质量缺陷,影响整车质量性能。
为完善优化激光钎焊质量,本次通过开展国内自主品牌某款汽车顶盖与侧围的搭接激光钎焊质量提升课题与工作,进行故障整改理论的实践验证并细化各项管控因素的控制需求。
本文以主要的故障问题点和整改措施的制定、执行为路线,对激光钎焊的焊接质量管控进行总结,为后续工艺提升、新品开发提供防再发依据及材料。
5401010001-T22 侧围总成点焊密封胶5010100001-T22下车身总成点焊密封胶5401500001-T22 后侧围内板总成5701010001-T22 总成焊装(侧围外板总成-左)焊装指示书膨胀胶加油口盒、侧围工序型号:膨胀胶涂胶要求:长度、宽度沿整个胶槽,涂胶连续均匀。
高度:6mm 。
膨胀胶5401190001-T22 加油口盒总成5401111001-T22 侧围外板-左仅左侧,右侧无。
第12页焊装指示书焊接密封胶空气室外板 空气室外板加强板区域工序焊装(空气室总成焊接)点焊密封胶型号:长度:约1450X2mm涂胶要求:点焊密封胶涂敷沿搭接边,涂胶高度3mm ,与搭接边的边界保持6mm 的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
5301331001-T22空气室外板5301351001-T22空气室外板加强板第13页点焊密封胶空气室外板空气室外板加强板AA点焊密封胶焊装指示书焊接密封胶空气室内板 空气室外板加强板区域工序焊装(空气室总成焊接)点焊密封胶型号:点焊胶长度:约1550mm涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm 的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
5301381001-T22空气室内板5301351001-T22空气室外板加强板第14页点焊密封胶空气室外板加强板AA空气室内板焊装指示书焊接密封胶前挡板 空气室内板区域工序焊装(前机舱总成焊接)点焊密封胶5301141001-T22前挡板5301381001-T22空气室内板型号:点焊胶长度:1450mm涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
第15页点焊密封胶空气室内板前挡板A A焊装指示书焊接密封胶前挡板 A柱下内板工序焊装(前机舱总成与A柱下内板总成焊接)点焊密封胶5301141001-T22前挡板型号:点焊胶长度:510mmX2涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
轿车白车身车顶侧围连接方式研究张小云;张延松【摘要】随着对汽车安全性能要求的日益提高,车顶的连接强度也越来越受到重视,尤其是当汽车发生碰撞而颠覆时,车顶的连接强度将直接影响车内乘务人员生命安全.车顶和侧围的连接也一直是白车身制造中的关键连接技术之一,着重介绍几种现有的车顶与侧围连接方式,如电阻点焊、激光焊接、激光钎焊、等离子钎焊、复合连接等,分别介绍它们成本、工艺、技术方面的优缺点,为今后白车身车顶与侧围的连接设计提供参考.%As the increase of requirement for automobiles safely performance,strength of roof to body-side joint is becoming more and more important.It will affect human security especially when the automobile [urn over alter crash.This paper will generally introduce the present joining methods of roof to body-side including User welding, laser brazing .plasma brazing, hybrid joining besides traditional resistance spot welding.The cost,process,technical advantage and disadvantage are related.【期刊名称】《电焊机》【年(卷),期】2011(041)007【总页数】4页(P50-53)【关键词】激光焊;激光钎焊;等离子钎焊;复合连接【作者】张小云;张延松【作者单位】上海通用汽车有限公司整车制造工程部,上海201201;上海交通大学机械与动力工程学院,上海200240【正文语种】中文【中图分类】TG457随着对汽车安全性能要求的日益提高,国际上对车顶的连接强度也有了更加严格的标准,这关系到汽车碰撞翻滚时车内乘务人员的安全[1]。