56-1测量系统分析双性报告MSA
- 格式:xls
- 大小:109.50 KB
- 文档页数:1
IATF16949标准五大工具简介IATF(国际汽车行动组织)为了推动IATF16949标准的理解和运用,专门出版了五大核心工具应用指南,以此来推动五大工具的应用和推广。
以下向公司各位同仁作简要介绍。
1、 APQP(先期产品质量策划)APQP强调在产品量产之前,通过产品质量先期策划或项目管理等方法,对产品设计和制造过程设计进行管理,用来确定和制定让产品达到顾客满意所需的步骤。
产品质量策划的目标是保证产品质量和提高产品可靠性,它一般可分为以下五个阶段:一阶段:计划和确定项目(项目阶段);第二阶段:产品设计开发验证(设计及样车试制);第三阶段:过程设计开发验证(试生产阶段);第四阶段:产品和过程的确认(量产阶段);第五阶段:反馈、评定及纠正措施(量产阶段后)。
2、 FEMA(失效模式及后果分析)FEMA体现了防错的思想,要求在设计阶段和过程设计阶段,对构成产品的子系统、零件及过程中的各个工序逐一进行分析,找出所有潜在的失效模式,并分析其可能的后果,从而预先采用必要的措施,以提高产品的质量和可靠性的一种系统化的活动。
FEMA从失效模式的严重度(S)、频度(O)、探测度(D)三方面分析,得出风险顺序数RPN=S×O×D,对RPN及严重度较高的失效模式采取必要的预防措施。
FMEA能够消除或减少潜在失效发生的机会,是汽车业界认可的最能减少“召回”事件的质量预防工具。
3、MSA(测量系统分析)MSA是使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要组成的方法。
测量系统的误差对稳定条件下运行的测量系统,通过多次测量数据的统计特性的偏倚和方差来表征。
一般来说,测量系统的分辨率应为获得测量参数的过程变差的十分之一,测量系统的相关指标有:重复性、再现性、线性、偏倚和稳定性等。
4、PPAP(生产件批准程序)PPAP是指在产品批量生产前,提供样品及必要的资料给客户承认和批准,来确定是否已经正确理解了顾客的设计要求和规范。
测量系统分析(MSA)方法测量系统分析(MSA)方法**** 1.目的对测量系统变差进行分析评估,以确定测量系统是否满足规定的要求,确保测量数据的质量。
2.范围适用于本公司用以证实产品符合规定要求的所有测量系统分析管理。
3.职责3.1质管部负责测量系统分析的归口管理;3.2公司计量室负责每年对公司在用测量系统进行一次全面的分析;3.3各分公司(分厂)质检科负责新产品开发时测量系统分析的具体实施。
4.术语解释4.1测量系统(Measurement system):用来对被测特性赋值的操作、程序、量具、设备以及操作人员的集合,用来获得测量结果的整个过程。
4.2偏倚(Bias):指测量结果的观测平均值与基准值的差值。
4.3稳定性(Stability):指测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量平均值总变差,即偏倚随时间的增量。
4.4重复性:重复性(Repeatability)是指由同一位检验员,采用同一量具,多次测量同一产品的同一质量特性时获得的测量值的变差。
4.5再现性: 再现性(Reproductivity) 是指由不同检验员用同一量具,多次测量同一产品的同一质量特性时获得的测量平均值的变差。
4.6分辨率(Resolution):测量系统检出并如实指示被测特性中极小变化的能力。
4.7可视分辨率(Apparent Resolution):测量仪器的最小增量的大小,如卡尺的可视分辨率为0.02mm。
4.8有效分辨率(Effective Resolution):考虑整个测量系统变差时的数据等级大小。
用测量系统变差的置信区间长度将制造过程变差(6δ)(或公差)划分的等级数量来表示。
关于有效分辨率,在99%置信水平时其标准估计值为1.41PV/GR&R。
4.9分辨力(Discrimination):对于单个读数系统,它是可视和有效分辨率中较差的。
4.10盲测:指在实际测量环境中,检验员事先不知正在对该测量系统进行分析,也不知道所测为那一只产品的条件下,获得的测量结果。

MSA测量系统分析作业指导书测量系统分析指导书1. 目的为正确进行测量系统分析工作提供操作指导。
2. 工作程序2.1 编制测量系统分析计划2.1.1 确定测量系统分析项目,根据技术部的控制计划和特殊特性清单编制《测量系统分析计划》。
2.1.2确定评价人,由于目的是评价全部的测量系统,评价人应该从那些正常操作该检测设备的人员中选择。
2.1.3 确定被测特性,当一个检测设备使用于较多个产品测量特性时,应选择被测产品特性要求最严格的特性进行测量系统分析。
2.1.4 确定分析方法,根据测量系统实际使用要求选择适宜的研究方法。
2.2 测量系统的研究工作2.2.1 选择基准样件,基准样件的选择对适当的分析是很关键的,对计量型检测设备,被测零件的选择应尽可能覆盖整个预期的过程变差。
2.2.2根据《测量系统分析计划》中规定的日期、评价人、分析方法等,由品质部组织测量系统使用部门实施测量系统分析。
当实际情况偏离年度计划时,根据实际情况进行适当调整。
2.2.3计量型检测设备宽度误差的分析方法,主要是采用平均值和极差法(X&R)研究测量系统的重复性与再现性(GRR)。
2.2.3.1确定评价人,为了增加试验结果的可比性,通常情况下选择3个评价人并编号A、B、C三人;2.2.3.2 选取10个样件(大型样件除外),样件的选择可以是在许多天中每天抽取一件,并在比较隐秘的位置书写编号,编号不要被评价人看到。
2.2.3.3 对被测样件、检测设备和检测环境进行清洁,减少变差影响,并对检测设备进行校准。
2.2.3.4 通过测量收集数据:1)评价人C随机顺序取10个样件给评价人A测量,B将结果记录在《GRR数据记录表》第一行适当的栏位中。
2)让评价人B和C依次测量这10个样件的相同被测特性,不要让他们知道别人的读值;然后将结果分别的记录在第6行和第11行。
3)用不同的随机测量顺序重复以上循环,并将数据记录在第2、7、和12行;如果需要进行三次测量,则重复以上循环,并将数据记录在第3、8和13行。
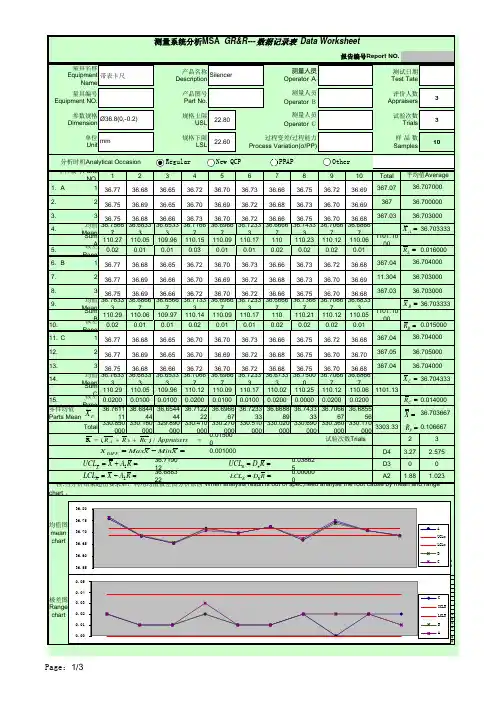
322.80322.601012345678910Total 1.A 136.7736.6836.6536.7236.7036.7336.6636.7536.7236.69367.072.236.7536.6936.6536.7036.6936.7236.6836.7336.7036.693673.336.7536.6836.6636.7336.7036.7236.6636.7536.7036.68367.034.均值Mean 36.7566736.6833336.6533336.7166736.6966736.7233336.6666736.7433336.7066736.6866736.703333Sum A 110.27110.05109.96110.15110.09110.17110110.23110.12110.061101.10005. 极差Rang0.020.010.010.030.010.010.020.020.020.010.0160006.B 136.7736.6836.6536.7236.7036.7336.6636.7336.7236.68367.047.236.7736.6936.6636.7036.6936.7236.6836.7336.7036.6911.3048.336.7536.6936.6636.7236.7036.7236.6636.7536.7036.68367.039.均值Mean 36.7633336.6866736.6566736.7133336.6966736.7233336.6666736.7366736.7066736.6833336.703333Sum B 110.29110.06109.97110.14110.09110.17110110.21110.12110.051101.100010. 极差Rang0.020.010.010.020.010.010.020.020.020.010.01500011.C 136.7736.6836.6536.7036.7036.7336.6636.7536.7236.68367.0412.236.7736.6936.6536.7036.6936.7236.6836.7536.7036.70367.0513.336.7536.6836.6636.7236.7036.7236.6836.7536.7036.68367.0414.均值Mean 36.7633336.6833336.6533336.7066736.6966736.7233336.6733336.7500036.7066736.6866736.704333SumC 110.29110.05109.96110.12110.09110.17110.02110.25110.12110.061101.1315. 极差Rang0.02000.01000.01000.02000.01000.01000.02000.00000.02000.02000.01400036.76111136.68444436.65444436.71222236.69666736.72333336.66888936.74333336.70666736.68555636.703667330.850000330.160000329.890000330.410000330.270000330.510000330.020000330.690000330.360000330.1700003303.330.1066670.0150023D4 3.27 2.57536.7190120.038625D30036.6883220.00000A2 1.88 1.02312345678910UCLx36.719036.719036.719036.719036.719036.719036.719036.719036.719036.7190LCLx36.688336.688336.688336.688336.688336.688336.688336.688336.688336.6883UCL R0.03860.03860.03860.03860.03860.03860.03860.03860.03860.0386LCL R0.00000.00000.00000.00000.00000.00000.00000.00000.00000.0000公差:6σpp变差PV PV 0.033557PV TVTV#DIV/0!TV 基于公差base %#DIV/0!基于零件变差%#DIV/0!基于过程变差%#DIV/0!基于过程能力%#DIV/0!公式A Formula ndc 5.3391830公式B FormulaX^2/nkr 121244.32121244.32121244.410121244.41121244.41Source DF SS MS F P Source DF SS MS F P Parts 90.087490.00972270.587620.0000090.087490.00972131.180.0000020.000020.000010.278350.7602320.000020.000010.13490.87394180.000650.000040.419910.97811600.005130.00009780.005780.00007Total 890.09329890.09329Source VarComp Stdev %Contribu %TV %Toleranc Source VarComp Stdev %Contribut %TV %Tolerance0.000090.009257.36%27.14%27.75%0.000070.00861 6.47%25.43%25.82%0.000090.009257.36%27.14%27.75%0.000070.00861 6.47%25.43%25.82%0.000000.000000.00%0.00%0.00%0.000000.000000.00%0.00%0.00%0.000000.000000.00%0.00%0.00%0.000000.000000.00%0.00%0.00%0.000000.000000.00%0.00%0.00%0.001080.0328092.64%96.25%98.41%0.001070.0327493.53%96.71%98.22%0.001160.03408100.00%100.00%102.25%0.001150.03385100.00%100.00101.56%Silencer测量人员Operator A测试日期Test Tate 产品图号Part No.测量人员Operator B 测量系统分析MSA GR&R---数据记录表 Data Worksheet报告编号Report NO.量具名称Equipment Name 带表卡尺产品名称Description 评价人数Appraisers 参数规格DimensionØ36.8(0,-0.2)规格上限USL 测量人员Operator C试验次数Trials 量具编号Equipment NO.单位Unitmm 规格下限LSL过程变差/过程能力Process Variation(σ/PP)样 品 数Samples分析时机Analytical Occasion 零件编号PartsNO.平均值Average 36.70700036.70000036.70300036.70400036.70300036.70300036.70400036.70500036.704000零件均值Parts Mean Total试验次数Trials 0.001000 注:当分析结果超出要求后,利用均值极差图分析原因 When analysis result is out of spec,need analyse the root cause by mean and range chart 。
测量系统分析(MSA)作业规范制订部门:品质部1. 目的对测量系统变差进行分析评估,以确定测量系统是否满足规定的要求,确保测量数据质量。
2. 范围适用于本公司用以证实产品符合规定要求的所有测量系统分析管理。
3、权限与职责3.1 品质部负责测量系统分析的归口管理;每年对公司在用测量系统进行一次全面的分析。
3.2工程、品质负责新产品开发时测量系统分析的具体实施。
4.术语解释4.1 测量系统(Measurement system):用来对被测特性赋值的操作、程序、量具、设备以及操作人员的集合,用来获得测量结果的整个过程。
4.2 偏倚(Bias):指测量结果的观测平均值与基准值的差值。
4.3 稳定性(Stability):指测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量平均值总变差,即偏倚随时间的增量。
4.4 重复性:重复性(Repeatability)是指由同一位检验员,采用同一量具,多次测量同一产品的同一质量特性时获得的测量值的变差。
4.5 再现性: 再现性(Reproductivity) 是指由不同检验员用同一量具,多次测量同一产品的同一质量特性时获得的测量平均值的变差。
4.6 分辨率(Resolution):测量系统检出并如实指示被测特性中极小变化的能力。
4.7 可视分辨率(Apparent Resolution):测量仪器的最小增量的大小,如卡尺的可视分辨率为0.02mm。
4.8 有效分辨率(Effective Resolution):考虑整个测量系统变差时的数据等级大小。
用测量系统变差的置信区间长度将制造过程变差(6δ)(或公差)划分的等级数量来表示。
关于有效分辨率,在99%置信水平时其标准估计值为1.41PV/GR&R。
4.9 分辨力(Discrimination):对于单个读数系统,它是可视和有效分辨率中较差的。
4.10 盲测:指在实际测量环境中,检验员事先不知正在对该测量系统进行分析,也不知道所测为哪一只产品的条件下,获得的测量结果。
msa标准值MSA(Measurement System Analysis)是一种用于评估测量系统能力和可靠性的方法,用于确定测量数据的准确性、精确度和重复性。
MSA标准值指的是在MSA分析中所使用的参考数值,用于衡量测量系统的性能,并且可以作为判断测量数据是否可靠的依据。
以下是一些相关参考内容,用于帮助理解MSA标准值:1. MSA标准值的定义:MSA标准值是指在测量系统分析中所设定的参考数值,用于衡量测量系统的准确性、精确度和重复性。
2. MSA标准值的分类:根据测量系统的特点,MSA标准值可以分为准确度(Accuracy)标准值、精度(Precision)标准值和重复性(Repeatability)标准值。
3. 准确度标准值:准确度指的是测量结果与真值之间的偏差。
在MSA分析中,可以通过与标准参考物品进行比较来评估测量系统的准确性。
一般情况下,测量系统的准确度应该在所测量范围内保持一致,而准确度标准值即为此参考范围内的偏差限。
4. 精度标准值:精度是指在同一测量条件下,测量结果的稳定性和重复性。
通过重复进行相同测量,可以评估测量系统的精度。
精度标准值一般是指系统测量结果的标准偏差,即测量结果的离散程度。
5. 重复性标准值:重复性是指同一测量器具在重复测量中得到的测量结果的差异。
重复性标准值表示测量系统不稳定性的上限,通常使用极限差(range)或标准差(standard deviation)来表示。
6. MSA标准值的确定方法:在确定MSA标准值时,可以采用以下方法:- 根据行业标准:某些行业可能已经制定了特定测量系统的MSA标准,可以参考这些标准。
- 根据历史数据:根据过去的测量数据,评估测量系统的性能,并设定适当的标准值。
- 根据实际需求:根据所测量的物理特性、生产过程的要求等因素,设定适当的标准值。
7. MSA标准值的应用:MSA标准值可以用于确定测量系统的性能,并评估测量数据的可靠性。
一、测量系统分析在日常生产中,我们经常根据获得的过程加工部件的测量数据去分析过程的状态、过程的能力和监控过程的变化;那么,怎么确保分析的结果是正确的呢?我们必须从两方面来保证,一是确保测量数据的准确性/质量,使用测量系统分析(MSA)方法对获得测量数据的测量系统进行评估;二是确保使用了合适的数据分析方法,如使用SPC工具、试验设计、方差分析、回归分析等。
MSA(MeasurementSystemAnalysis)使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要成分。
测量系统的误差由稳定条件下运行的测量系统多次测量数据的统计特性:偏倚和方差来表征。
偏倚指测量数据相对于标准值的位置,包括测量系统的偏倚(Bias)、线性(Linearity)和稳定性(Stability);而方差指测量数据的分散程度,也称为测量系统的R&R,包括测量系统的重复性(Repeatability)和再现性(Reproducibility)。
一般来说,测量系统的分辨率应为获得测量参数的过程变差的十分之一。
测量系统的偏倚和线性由量具校准来确定。
测量系统的稳定性可由重复测量相同部件的同一质量特性的均值极差控制图来监控。
测量系统的重复性和再现性由GageR&R研究来确定。
分析用的数据必须来自具有合适分辨率和测量系统误差的测量系统,否则,不管我们采用什么样的分析方法,最终都可能导致错误的分析结果。
在ISO10012-2和Q S9000中,都对测量系统的质量保证作出了相应的要求,要求企业有相关的程序来对测量系统的有效性进行验证。
测量系统特性类别有F、S级别,另外其评价方法有小样法、双性、线性等. [编辑本段]二、复用段适配器MSA:复用段适配器:multiplex section protecter[编辑本段]三、海事安全管理局MSA(maritime safety administration)海事安全管理局简称海事局。
测量系统分析(Measurement Systems Analysis)量系统所应具有之统计特性❖测量系统必须处于统计控制中,这意味着测量系统中的变差只能是由于普通原因而不是由于特殊原因造成的。
这可称为统计稳定性。
❖测量系统的变差必须比制造过程的变差小。
❖变差应小于公差带。
❖测量精度应高于过程变差和公差带两者中精度较高者,一般来说,测量精度是过程变差和公差带两者中精度较高者的十分之一。
❖测量系统统计特性可能随被测项目的改变而变化。
若真的如此,则测量系统的最大的变差应小于过程变差和公差带两者中的较小者。
标准❖国际标准❖第一级标准(连接国家标准和私人公司、科研机构等)❖第二级标准(从第一级标准传递到第二级标准)❖工作标准(从第二级标准传递到工作标准)测量系统的评定❖测量统的评定通常分为两个阶段,称为第一阶段和第二阶段❖第一系阶段:明白该测量过程并确定该测量系统是否满足我们的需要。
第一阶段试验主要有二个目的:❖确定该测量系统是否具有所需要的统计特性,此项必须在使用前进行。
❖发现哪种环境因素对测量系统有显着的影响,例如温度、湿度等,以决定其使用之空间及环境。
❖第二阶段的评定❖目的是在验证一个测量系统一旦被认为是可行的,应持续具有的统计特性。
❖常见的“量具R&R”就是其中的一种型式。
各项定义❖量具: 任何用来获得测量结果的装置,包括用来测量合格/不合格的装置。
❖测量系统:用来获得表示产品或过程特性的数值的系统,称之为测量系统。
测量系统是与测量结果有关的仪器、设备、软件、程序、操作人员、环境的集合。
❖量具重复性:指同一个评价人,采用同一种测量仪器,多次测量同一零件的同一特性时获得的测量值(数据)的变差。
❖量具再现性:指由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
❖稳定性:指测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。
❖偏倚:指同一操作人员使用相同量具,测量同一零件之相同特性多次数所得平均值与采用更精密仪器测量同一零件之相同特性所得之平均值之差,即测量结果的观测平均值与基准值的差值,也就是我们通常所称的“准确度”❖线性:指测量系统在预期的工作范围内偏倚的变化。
测量系统分析(MSA)方法测量系统分析(MSA)方法**** 1.目的对测量系统变差进行分析评估,以确定测量系统是否满足规定的要求,确保测量数据的质量。
2.范围适用于本公司用以证实产品符合规定要求的所有测量系统分析管理。
3.职责3.1质管部负责测量系统分析的归口管理;3.2公司计量室负责每年对公司在用测量系统进行一次全面的分析;3.3各分公司(分厂)质检科负责新产品开发时测量系统分析的具体实施。
4.术语解释4.1测量系统(Measurement system):用来对被测特性赋值的操作、程序、量具、设备以及操作人员的集合,用来获得测量结果的整个过程。
4.2偏倚(Bias):指测量结果的观测平均值与基准值的差值。
4.3稳定性(Stability):指测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量平均值总变差,即偏倚随时间的增量。
4.4重复性:重复性(Repeatability)是指由同一位检验员,采用同一量具,多次测量同一产品的同一质量特性时获得的测量值的变差。
4.5再现性: 再现性(Reproductivity) 是指由不同检验员用同一量具,多次测量同一产品的同一质量特性时获得的测量平均值的变差。
4.6分辨率(Resolution):测量系统检出并如实指示被测特性中极小变化的能力。
4.7可视分辨率(Apparent Resolution):测量仪器的最小增量的大小,如卡尺的可视分辨率为0.02mm。
4.8有效分辨率(Effective Resolution):考虑整个测量系统变差时的数据等级大小。
用测量系统变差的置信区间长度将制造过程变差(6δ)(或公差)划分的等级数量来表示。
关于有效分辨率,在99%置信水平时其标准估计值为1.41PV/GR&R。
4.9分辨力(Discrimination):对于单个读数系统,它是可视和有效分辨率中较差的。
4.10盲测:指在实际测量环境中,检验员事先不知正在对该测量系统进行分析,也不知道所测为那一只产品的条件下,获得的测量结果。