镁合金压铸件成品设计要点39页PPT
- 格式:ppt
- 大小:3.60 MB
- 文档页数:39

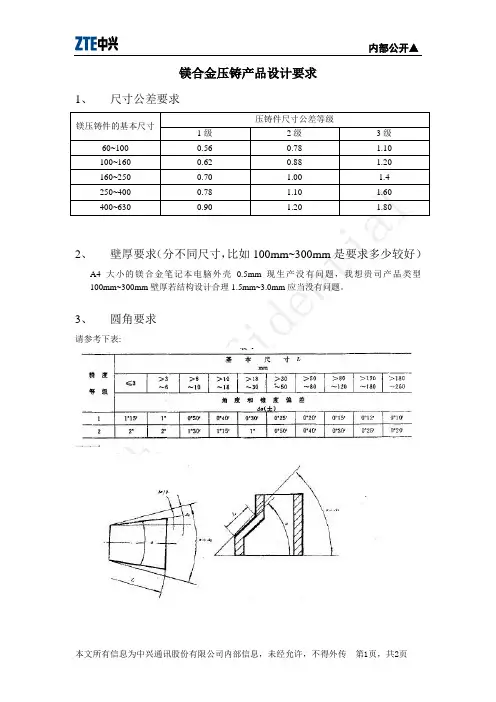
镁合金压铸产品设计要求1、尺寸公差要求
4、散热齿高度、厚度及拔模斜度等要求
此项指标与铝合金相比,同等尺寸下,高度可以稍高一点、厚度薄一些、拔模斜度稍小一点可行,若按原铝合金设计生产镁没有问题。
5、凸台/凹槽要求
这些没有特殊要求,主要根据产品结构而定,按铝合金设计可以再优化一点。
6、后面机加需留的余量
加工余量根据产品结构和精度要求而定,一般留0.5mm左右即可。
7、其他与铝合金压铸产品不同,设计上需要注意的地方
从制造工艺上来讲,铝合金生产时需用水来冷却,镁合金需加热,贵司产品结构设计考虑功能要求,有点问题我们可以从工艺上进行改良。

鎂合金壓鑄成型設計要點報告大綱l壓鑄機之選擇l熱室壓鑄機構造l鎂合金壓鑄件成品設計要點l壓鑄方案設計程序l壓鑄條件之決定(充填時間及澆口速度) l澆、流道系統設計l模具分割面設定要因l鎂壓鑄品尺寸公差壓鑄機之選擇(1/2) l選擇壓鑄機A: 成品投影面積(cm2)1.3A: 成品投影面積+流道&溢流井等鑄件投影面積(cm2) P: 鑄造壓力(Kg/cm2)熱室機鎂合金壓鑄壓力約為200~350 Kg/cm2鎖模力(噸) T=1.3AP/1000壓鑄機之選擇(2/2) l熱室壓鑄機之模具安裝關係規範u拉桿直徑(mm)u拉桿間隔(mm)u模具行程(mm)u模具高度(最大~最小) (mm)鎖模力u最大射出力(噸)u柱塞行程(mm)u柱塞直徑(Φmm)u可鑄重量(g)u鑄造壓力(Kg/cm2)u射出噴嘴位置(mm)u押出力(噸)u押出行程(mm)u噴嘴最大凸出量(Φmm)熱室壓鑄機構造l 壁厚須力求平均l 孔徑與深度關係鎂合金壓鑄件成品設計要點(1/4)最小孔徑d (mm)深度為孔徑d 的倍數經濟上合理孔徑技術上可能孔徑不通孔孔徑通孔孔徑l 肋與壁厚關係ðD ≦4~5t 在此比例下應不會產生縮水痕,但非必要還是以力求壁厚平均為佳。
2 1.5d> 5 d <5d> 5 d <55d 4d 10d 8d鎂合金壓鑄件成品設計要點(2/4)l圓角ð當T1=T2時;若R2=R1+T1則R1=T1 ,若R2=0則R1=1~1.25 T1鎂合金壓鑄件成品設計要點(3/4) l圓角ð當T1=最小壁厚時§當T型相交時,則R1=1~1.25 T1§當T2 > T1時,則R1=2/3( T1+T2) & R2=0~(R1+T2)§當十字或Y型相接時l當Θ=90°時,則R1= T1l當Θ=45°時,則R1= 0.7 T1 & R2= 1.5 T1l當Θ=30°時,則R1= 0.5 T1 & R2= 2.5 T1鎂合金壓鑄件成品設計要點(4/4))l拔模角(依ADAC建議壓鑄方案設計程序(1/2)l選擇壓鑄機l決定壓鑄條件ð決定充填時間ð澆口ð決定澆口速度ð模具分割面ð鑄口ð流道ð湯井ð排氣溝ð冷卻水孔ð押出銷Remark:鎂合金縮水率約為5~7/1000壓鑄方案設計程序(2/2)壓鑄條件之決定(1/2)l決定充填時間ð鑄件平均壁厚薄者宜短ð鑄件厚度不均形狀複雜者宜長ð鑄件表面光滑度好者宜短ð鑄件模具溫度低者宜短ð鑄件重量重者宜長(反之,輕者宜短) Remark:鎂合金壓鑄充填時間依平均厚度(mm)參考值如下表厚度(mm)充填時間(Second)2.00.0363.00.0553.50.07壓鑄條件之決定(2/2) l決定澆口速度ð鑄件平均壁厚薄者宜快ð鑄件厚度不均形狀複雜者宜快ð鑄件表面光滑度好者宜快ð鑄件充填長度長者宜快Remark:鎂合金壓鑄澆口速度40~75 m/s (參考值)澆、流道系統設計(1/10)l一般通則ð澆口應在充填困難地方優先設置ð各澆口大小應依其主要充填區、鑄件體積比例分配設置ð各澆口設置應在最小阻抗位置ð分流道與主流道必須維持平衡及漸縮ð流道轉彎處應設凸出部以吸收雜質(如鑄液之前端固化物)ð流道轉彎及截面積避免突然改變(因尖角易造成亂流及捲入空氣)ð流道轉彎時,截面積應適度減小才不會捲入空氣ð流道轉彎截面積漸縮一般原則如下圖:澆、流道系統設計(2/10)澆、流道系統設計(3/10) l充填模式ð橫越式充填模式(常用於平板充填)ð漩渦式充填模式(常用於中間有孔鑄件充填) l決定充填模式的原則ð各個充填區域儘量能同時充填完畢ð非直接充填區域越小越好ð金屬流動路徑越短越好l 扇形澆口系統設計ð扇形澆口系統適用於澆口長度受限的鑄件ð扇形澆口其特性中央速度高,兩端速度較小ð扇形澆口兩端夾角應小於90°,如開的太大兩側並無熔澆、流道系統設計(4/10)湯射出ð扇形澆口其特性就是由較窄的流道轉變到較寬的澆口ð扇形澆口截面積由進口到出口其截面的寬與深建議比例如下:§流道面積:澆口面積= 1.5: 1§流道厚度:澆口厚度= 3: 1§扇形長度:澆口寬度= 1.34: 1澆、流道系統設計(5/10)l錐形流道系統設計ð錐形流道適用於澆口長度較長的鑄件其流道所佔體積較小ð錐形流道其特性是藉改變流道入口面積與澆口面積比,來控制流動角的大小ð錐形流道藉控制流動角的大小,便可控制充填模式l 澆口設計ð澆口面積計算公式V :壓鑄件體積(含溢流井體積)(cm 3) Vg:澆口速度(m/s) t:充填時間(s) 澆、流道系統設計(6/10)tVg Ag ×=VAg:澆口面積(mm 2)ð舉例說明:鑄件(含溢流井)重400g,平均壁厚1.4mm, V =400/1.8=222.22 cm 3(鎂鑄件比重為1.8) 假設Vg=55m/s, t=0.03 則Ag=222.22/(55*0.03)=134.68 mm 2,另澆口厚度不得超出鑄件厚度的一半,因而在此定為0.55mm ,故澆口寬度=134.68/0.55=245mm ,但澆口形狀計算值應為實際生產時的75~85% ,以利試鑄後之修正澆、流道系統設計(7/10) l澆口與鑄件接合之方式ð側向充填:使熔湯進入模穴時有特定角度澆、流道系統設計(8/10)l澆口與鑄件接合之方式ð端部充填:使熔湯容易往上充填,適用於深槽壓鑄件澆、流道系統設計(9/10) l澆口與鑄件接合之方式ð對合充填:適用於圓筒形壓鑄件澆、流道系統設計(10/10)l澆口與鑄件接合之方式ð墊形充填:適用於平板壓鑄件及整緣容易要求鑄件模具分割面設定要因(1/7)l熔液流動性l尺寸精度l模具構造模具分割面設定要因(2/7)l模具分割面選定原則ð無死角ð製品須卡在可動模ð符合壓鑄品的品質要求ð必須利於對熔液有流動影響的鑄口、流道、澆口與湯井等位置及面積設立ð壓鑄後半成品須無去邊、修飾、機械加工上的問題ð應利於模具製造加工及模具壽命ð應利於鑄造生產性模具分割面設定要因(3/7)l模具分割面的記號ð分割面以此記號表示,此記號表示模具打開方向,此方向側通常應在可動模。