高强度螺栓预拉力的确定
- 格式:ppt
- 大小:2.36 MB
- 文档页数:28
高强螺栓检测的相关标准文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]中华人民共和国国家标准《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》GB/T 1231—20061.本标准规定了钢结构用高强度大六角头螺栓、大六角螺母、垫圈及连接副的技术要求、试验方法、检验规则、标志及包装。
本标准适用于铁路和公路桥梁、锅炉钢结构、工业厂房、高层民用建筑、塔桅结构、起重机械及其他钢结构摩擦型高强度螺栓连接连接副扭矩系数试验4.4.1 连接副的扭矩系数试验在轴力计上进行,每一连接副只能试验一次,不得重复使用。
扭矩系数计算公式如下:式中:K一扭矩系数;T——施拧扭矩(峰值),单位为牛米(N·m);P——螺栓预拉力(峰值),单位为千牛(kN);d——螺栓的螺纹公称直径,单位为毫米(mm)。
4.4.2 施拧扭矩T是施加于螺母上的扭矩,其误差不得大于测试扭矩值的2%。
使用的扭矩扳手准确度级别应不低于JJG 707—2003中规定的2级。
4.4.3 螺栓预拉力P用轴力计测定,其误差不得大于测定螺栓预拉力的2%。
轴力计的最小示值应在1 kN以下。
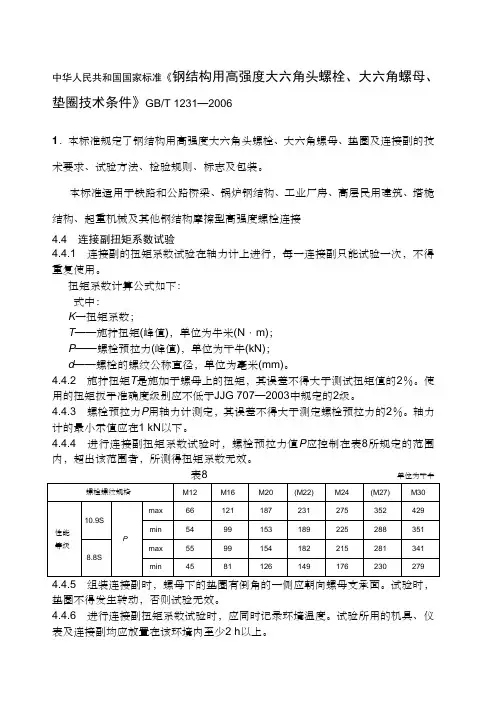
4.4.4 进行连接副扭矩系数试验时,螺栓预拉力值P应控制在表8所规定的范围内,超出该范围者,所测得扭矩系数无效。
时,垫圈不得发生转动,否则试验无效。
4.4.6 进行连接副扭矩系数试验时,应同时记录环境温度。
试验所用的机具、仪表及连接副均应放置在该环境内至少2 h以上。
5 检验规则出厂检验按批进行。
同一性能等级、材料、炉号、螺纹规格、长度(当螺栓长度≤100 mm时,长度相差≤15 mm;螺栓长度>100mm时,长度相差≤20 mm,可视为同一长度)、机械加工、热处理工艺、表面处理工艺的螺栓为同批;同一性能等级、材料、炉号、螺纹规格、机械加工、热处理工艺、表面处理工艺的螺母为同批;同一性能等级、材料、炉号、规格、机械加工、热处理工艺、表面处理工艺的垫圈为同批。
表1 螺栓预拉力值范围(kN)螺栓规格(mm) M16 M20 M22 M24 M27 M30预拉力值(P) 10.9s 93~113 142~177 175~215 206~250 265~324 325~3908.8s 62~78 100~120 125~150 140~170 185~225 230~275每组8套连接副扭矩系数的平均值为0.110~0.150,标准偏差小于或等于0.010.对需作抗滑移系数的连接副预拉力应控制在设计值的95%~105%范围内.3.3 记录每套连接副的扭矩及预拉力,计算8套连接副的扭矩系数平均值及标准偏差。
扭矩系数K的计算公式为:TK=———P.d式中:T—施拧扭矩(N.m);d—高强度螺栓公称直径(mm);P—螺栓预拉力(kN)标准偏差按贝塞尔法计算。
3.4 记录环境温度。
3.5 对照相应标准要求评判检测结果,编制检测报告。
4 扭剪型高强度螺栓连接副预拉力检测4.1 按不同螺栓规格,选择相应垫块,垫圈及中心套,以保证螺栓在检测时处于轴力计的中心位置。
4.2 紧固螺栓分初拧,终拧两次。
初拧用扭力扳手使螺栓的预拉力达到标准值的50%左右。
终拧用电动扳手拧至梅花头拧断,读出预拉力值。
4.3 记录每套连接副的预拉力值,并计算8套连接副预拉力平均值及标准偏差。
扭剪型高强度螺栓紧固预拉力和标准偏差应符合表2的规定扭剪型高强度螺栓紧固预拉力和标准偏差(kN)螺栓直径(mm) M16 M20 M22 M24紧固预拉力的平均值P 99~120 154~186 191~231 222~270标准偏差бP 10.1 15.7 19.5 22.7标准偏差按贝塞尔法计算。
4.4 记录环境温度,评判检测结果,编制检测报告。
高强度螺栓连接摩擦面抗滑移系数检测5 试件5.1 试件应与所代表的钢构件同一材质,同批制作,同一摩擦面处理工艺和相同的表面状态,并采用同一性能等级的同批次高强度螺栓连接副。
高强度螺栓预拉力、扭矩系数第一篇:高强度螺栓预拉力、扭矩系数验收批、取样方法和数量(一)钢材及焊接材料复验 1.抽检数量及检验方法(1)对属下列情况之一的钢材,应进行抽样复验,其复验结果应符合现行国家产品标准和设计要求:国外进口钢材;钢材混批;板厚等于或大于40mm,且设计有Z向性能要求的厚板;建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材;对质量有疑义的钢材。
检查数量:全数检查。
检验方法:检查复验报告。
(2)重要结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
2.合格质量标准符合设计要求和国家现行有关产品标准的规定(二)高强度螺栓预拉力、扭矩系数复验(三)1.高强度大六角头螺栓连接副扭矩系数复验(1)抽检数量及检验方法复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
(2)合格质量标准[螺栓预拉力值范围(KN)] 螺栓规格(mm)M16 M20 M22 M24 M27 M30 预拉力值P 10.9s 93~113 142~177 175~215 206~250 265~324 325~390 8.8s 62~78 100~120 125~150 140~170 185~225 230~275 2.扭剪型高强度螺栓连接副预拉力复验(1)抽检数量及检验方法复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
(2)合格质量标准[紧固预拉力和标准偏差(KN)] 螺栓规格(mm)16 20(22)24 紧固预拉力的平均值99~120 154~186191~231 222~270 标准偏差 10.1 15.7 19.5 22.7(四)高强度螺栓连接摩擦面抗滑移系数复验;1.制造厂和安装单位应分别以钢结构制造批为单位进行抗滑移系数试验。
高强螺栓检测的相关标准(总5页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除中华人民共和国国家标准《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》GB/T 1231—20061.本标准规定了钢结构用高强度大六角头螺栓、大六角螺母、垫圈及连接副的技术要求、试验方法、检验规则、标志及包装。
本标准适用于铁路和公路桥梁、锅炉钢结构、工业厂房、高层民用建筑、塔桅结构、起重机械及其他钢结构摩擦型高强度螺栓连接连接副扭矩系数试验连接副的扭矩系数试验在轴力计上进行,每一连接副只能试验一次,不得重复使用。
扭矩系数计算公式如下:TKP d式中:K一扭矩系数;T——施拧扭矩(峰值),单位为牛米(N·m);P——螺栓预拉力(峰值),单位为千牛(kN);d——螺栓的螺纹公称直径,单位为毫米(mm)。
施拧扭矩T是施加于螺母上的扭矩,其误差不得大于测试扭矩值的2%。
使用的扭矩扳手准确度级别应不低于JJG 707—2003中规定的2级。
螺栓预拉力P用轴力计测定,其误差不得大于测定螺栓预拉力的2%。
轴力计的最小示值应在1 kN以下。
进行连接副扭矩系数试验时,螺栓预拉力值P应控制在表8所规定的范围内,超出该范围者,所测得扭矩系数无效。
单位为千牛圈不得发生转动,否则试验无效。
进行连接副扭矩系数试验时,应同时记录环境温度。
试验所用的机具、仪表及连接副均应放置在该环境内至少2 h以上。
5 检验规则出厂检验按批进行。
同一性能等级、材料、炉号、螺纹规格、长度(当螺栓长度≤100 mm时,长度相差≤15 mm;螺栓长度>100mm时,长度相差≤20 mm,可视为同一长度)、机械加工、热处理工艺、表面处理工艺的螺栓为同批;同一性能等级、材料、炉号、螺纹规格、机械加工、热处理工艺、表面处理工艺的螺母为同批;同一性能等级、材料、炉号、规格、机械加工、热处理工艺、表面处理工艺的垫圈为同批。
钢结构工程高强度螺栓预拉力值确定及紧固原理一、高强度螺栓预拉力(紧固轴力)的确定高强度螺栓连接与普通螺栓连接的主要区别就是对螺栓施加一个预拉力,预拉力越大,其承载能力就越大,接头的效率也越高,当确定它的大小时,要综合考虑螺栓的屈服强度、抗拉强度、折算应力、应力松弛以及生产和施工的偏差等因素。
设螺栓的屈服强度为Re,抗拉强度为fbt,螺栓有效截面积为Aeff,正应力为σ,剪应力为τ。
1.高强度螺栓预拉力确定准则通过拧紧螺母的方式,螺栓中除产生有张拉应力外,同时还附加有由于扭转产生的剪应力,因此,螺栓在拧紧过程中及拧紧后是处在复合应力状态下工作。
高强度螺栓预拉力确定准则就是螺栓中的拉应力和扭矩产生的剪应力所形成的折算应力不超过螺栓的屈服点。
根据第四强度理论,强度条件为:2.折算应力系数试验研究表明,由于剪应力的影响,螺栓的屈服强度和抗拉强度较单纯受拉时有所降低,一般降低约9%~18%。
考虑到剪应力相对拉应力较小,在确定螺栓预拉力时,剪应力对螺栓强度的影响通常是用折算应力系数来考虑的。
我国在确定螺栓设计预拉力时,折算应力系数取1.2。
3.预拉力松弛系数国内外试验研究结果表明,高强度螺栓终拧后会出现应力应变松弛现象,这个过程会持续30~45h后稳定下来,大部分松弛发生在最初1~2h内,大量实测结果统计分析得到,在具有95%保证率的情况下,螺栓应变松弛为8.4%。
因此,螺栓应力松弛系数取0.9,也就是螺栓的施工预拉力比设计预拉力高10%。
4.偏差因数影响系数在高强度螺栓生产、扭矩系数等施工参数测试以及紧固工具、量具等都存在着一定的偏差,因此,综合考虑偏差因数影响系数采用0.9。
5.高强度螺栓设计预拉力值根据高强度螺栓预拉力确定准则,考虑折算应力系数、预拉力松弛系数以及偏差因数影响系数,高强度螺栓设计预拉力值P为:按照式(4-3)、式(4-4),可以分别计算出一个高强度螺栓的预拉力设计值,随着国内外研究的进展,高强度螺栓应力达到或超过屈服点后的状况,特别是应力松弛问题得到进一步的了解,另外国外主要国家的预拉力基本控制在螺栓抗拉强度的65%,因此,8.8级设计预拉力是在公式(4-3)的基础上增加10%,这样我国8.8级、10.9级高强度螺栓设计预拉力基本控制在螺栓抗拉强度的60%左右。


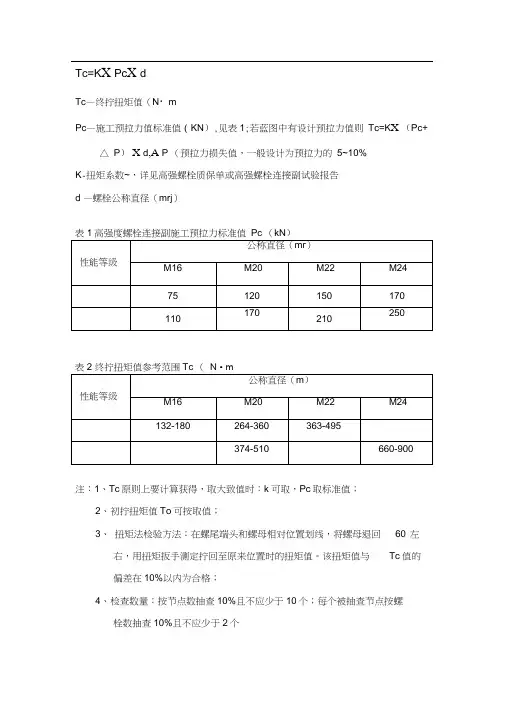
Tc=K X Pc X d
Tc—终拧扭矩值(N・m
Pc—施工预拉力值标准值(KN),见表1;若蓝图中有设计预拉力值则Tc=K X (Pc+△ P)X d,A P (预拉力损失值,一般设计为预拉力的5~10%
K-扭矩系数~,详见高强螺栓质保单或高强螺栓连接副试验报告
d —螺栓公称直径(mrj)
表1高强度螺栓连接副施工预拉力标准值Pc (kN)
N • m
表2 终拧扭矩值参考范围Tc (
2、初拧扭矩值To可按取值;
3、扭矩法检验方法:在螺尾端头和螺母相对位置划线,将螺母退回60°左
右,用扭矩扳手测定拧回至原来位置时的扭矩值。
该扭矩值与Tc值的
偏差在10%以内为合格;
4、检查数量:按节点数抽查10%且不应少于10个;每个被抽查节点按螺
栓数抽查10%且不应少于2个。
中华人民共和国国家标准《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》GB/T 1231—20061.本标准规定了钢结构用高强度大六角头螺栓、大六角螺母、垫圈及连接副的技术要求、试验方法、检验规则、标志及包装。
本标准适用于铁路和公路桥梁、锅炉钢结构、工业厂房、高层民用建筑、塔桅结构、起重机械及其他钢结构摩擦型高强度螺栓连接4.4 连接副扭矩系数试验4.4.1 连接副的扭矩系数试验在轴力计上进行,每一连接副只能试验一次,不得重复使用。
扭矩系数计算公式如下:式中:K一扭矩系数;T——施拧扭矩(峰值),单位为牛米(N·m);P——螺栓预拉力(峰值),单位为千牛(kN);d——螺栓的螺纹公称直径,单位为毫米(mm)。
4.4.2 施拧扭矩T是施加于螺母上的扭矩,其误差不得大于测试扭矩值的2%。
使用的扭矩扳手准确度级别应不低于JJG 707—2003中规定的2级。
4.4.3 螺栓预拉力P用轴力计测定,其误差不得大于测定螺栓预拉力的2%。
轴力计的最小示值应在1 kN以下。
4.4.4 进行连接副扭矩系数试验时,螺栓预拉力值P应控制在表8所规定的范围内,超出该范围者,所测得扭矩系数无效。
表8 单位为千牛4.4.5 组装连接副时,螺母下的垫圈有倒角的一侧应朝向螺母支承面。
试验时,垫圈不得发生转动,否则试验无效。
4.4.6 进行连接副扭矩系数试验时,应同时记录环境温度。
试验所用的机具、仪表及连接副均应放置在该环境内至少2 h以上。
5 检验规则5.1 出厂检验按批进行。
同一性能等级、材料、炉号、螺纹规格、长度(当螺栓长度≤100 mm时,长度相差≤15 mm;螺栓长度>100mm时,长度相差≤20 mm,可视为同一长度)、机械加工、热处理工艺、表面处理工艺的螺栓为同批;同一性能等级、材料、炉号、螺纹规格、机械加工、热处理工艺、表面处理工艺的螺母为同批;同一性能等级、材料、炉号、规格、机械加工、热处理工艺、表面处理工艺的垫圈为同批。
高强度螺栓连接副扭矩系数、预拉力、抗滑移系数检测细则一、资料检验高强螺栓连接副(螺栓、螺母、垫圈)应配套成箱供货,并附有出厂合格证、质量证明书及质量检验报告,检验人员应逐项与设计要求及现行国家标准进行对照,对不符合的连接副不得使用。
1.2 工地复验项目1.2.1 扭剪型高强螺栓连接副应进行紧固轴力复验。
复验用的螺栓连接副应在施工现场待安装的螺栓批中随机抽取,每批取8 套连接副进行复验。
试验用的轴力计、应变仪、扭矩扳手等计量器具应经过标定,其误差不得超过2%。
每套连接副只应做一次试验,不得重复使用,在紧固过程中垫圈发生转动时,应更换连接副,重新试验。
(具体检验的合格数值标准可以查施工手册)1.2.2 高强度螺栓连接摩擦面的抗滑移系数值应在施工前进行复验。
本项要求在制作单位进行合格试验的基础上,由安装单位进行检测。
高强螺栓检测时每500T钢结构为一批,少于100T按一批计。
在工厂处理的摩擦面试件出厂时应有三组,作为工地复验,抗滑移系数试验的最小值应大于或等于设计规定。
否则应对摩擦面作重新处理。
抗滑移系数试验用的试件,应与所代表的钢结构为同一材质、统一摩擦面处理方法、同批制造、相同运输条件、相同条件存放,同一性能等级的高强螺栓。
高强螺栓检测过程中,当发生下列情况之一时,所对应的荷载可视为试件的滑移荷载:1) 试验机发生明显的回针现象;2) 试件侧面划线发生可见的错动;3) X—Y记录仪上变形曲线发生突变;4) 试件突然发生“嘣”的响声。
1.3 一般检验项目1.3.1 高强度连接副的安装顺序及初拧、复拧扭矩检验。
检验人员应检查扳手标定记录,螺栓施拧标记及螺栓施工记录,有疑义时抽查螺栓的初拧扭矩。
1.3.2 高强度螺栓的终拧检验。
对扭剪型高强度螺栓连接副,终拧是以拧掉梅花头为标志,可用肉眼全数检查。
非常简便。
但在施工过程中,应重点检查初拧扭矩值及观察螺栓终拧时螺母是否处于转动状态,转动角度是否事宜。
1.3.3 高强度螺栓连接副终拧后应检验螺栓丝扣外露长度,要求螺栓丝扣外露2~3扣为宜,其中允许有10%的螺栓丝扣外露1扣或4扣,对同一个节点,螺栓丝扣外露应力求一致。
常用高强度螺栓预紧力和拧紧扭矩(参考)预紧力Fv(kN)及扭紧力矩MA(N·m)计算方式决定施工高强度螺栓扭矩:Ma=1.1 k Pv d式中: k---扭矩系数,此数据由高强度螺栓制造商提供或在安装前实验得到。
通常k=0.11-0.15,详细数据见供货商的质量报告。
Pv---高强度螺栓预拉力, [kN];d---高强度螺栓直径,mm。
如何确定机螺丝的紧固力矩关于如何紧固螺栓和螺母的文章已经有很多,但如何恰当地紧固机螺丝(Machine Screws)的文章较少。
与如何确保螺栓和螺母的安全连接一样,在紧固机螺丝时,恰当地选择合适的拧紧力矩十分重要。
恰当的、安全的连接直接关系到装配后产品的质量好坏。
因此在紧固机螺丝时,我们应该计算一下合理的拧紧力矩。
紧固机螺丝的这些力矩与紧固螺栓、螺母的力矩相比起来要小得多。
1、机螺丝拧紧力矩的计算常用的计算螺纹紧固件拧紧力矩的公式为:T=D×K×P其中:T:力矩(牛顿?米/英寸?磅1Nm=9 in.1b)D:螺纹的外径(1mm=0.03937 in)K:螺母的摩擦系数(光杆螺栓 K=0.20 镀锌螺栓 K=0.22 上蜡或带润滑螺栓 K=0.10)P:夹紧力(一般是屈服点抗拉强度值的75%)1.1米制机螺丝米制机螺丝(Metric Machine Screws)有不同的强度等级,每个等级都有相应合适的拧紧力矩。
在ISO国际标准中来制机螺丝(Metric Machine Screws)有两个主要的强度等级:4.8级(类似SAE 60M)和8.8级(类似SAE 120M)。
强度等级4.8表示最小的抗拉强度是480MPa,这约等于每英寸70,000磅(即70,000 Psi)。
强度等级8.8表示最小的抗拉强度是880MPa,约等于每英寸127,000磅(127,000Psi)。
米制电镀锌机螺丝拧紧力矩见表1。
1.2 英制机螺丝对于英制机螺丝(Inch Machine Screws)也有不同的强度等级,每个等级都有相应合适的拧紧力矩。
常用高强度螺栓预紧力和拧紧扭矩(参考)预紧力Fv(kN)及扭紧力矩MA(N·m)计算方式决定施工高强度螺栓扭矩:Ma=1.1 k Pv d式中: k---扭矩系数,此数据由高强度螺栓制造商提供或在安装前实验得到。
通常k=0.11-0.15,详细数据见供货商的质量报告。
Pv---高强度螺栓预拉力, [kN];d---高强度螺栓直径,mm。
如何确定机螺丝的紧固力矩关于如何紧固螺栓和螺母的文章已经有很多,但如何恰当地紧固机螺丝(Machine Screws)的文章较少。
与如何确保螺栓和螺母的安全连接一样,在紧固机螺丝时,恰当地选择合适的拧紧力矩十分重要。
恰当的、安全的连接直接关系到装配后产品的质量好坏。
因此在紧固机螺丝时,我们应该计算一下合理的拧紧力矩。
紧固机螺丝的这些力矩与紧固螺栓、螺母的力矩相比起来要小得多。
1、机螺丝拧紧力矩的计算常用的计算螺纹紧固件拧紧力矩的公式为:T=D×K×P其中:T:力矩(牛顿?米/英寸?磅1Nm=9 in.1b)D:螺纹的外径(1mm=0.03937 in)K:螺母的摩擦系数(光杆螺栓 K=0.20 镀锌螺栓 K=0.22 上蜡或带润滑螺栓 K=0.10)P:夹紧力(一般是屈服点抗拉强度值的75%)1.1米制机螺丝米制机螺丝(Metric Machine Screws)有不同的强度等级,每个等级都有相应合适的拧紧力矩。
在ISO国际标准中来制机螺丝(Metric Machine Screws)有两个主要的强度等级:4.8级(类似SAE 60M)和8.8级(类似SAE 120M)。
强度等级4.8表示最小的抗拉强度是480MPa,这约等于每英寸70,000磅(即70,000 Psi)。
强度等级8.8表示最小的抗拉强度是880MPa,约等于每英寸127,000磅(127,000Psi)。
米制电镀锌机螺丝拧紧力矩见表1。
1.2 英制机螺丝对于英制机螺丝(Inch Machine Screws)也有不同的强度等级,每个等级都有相应合适的拧紧力矩。
高强度螺栓安装施拧工艺规程1一般要求1.1 高强度螺栓连接副的紧固宜采用扭矩法施工;检查和验收可采用“松扣回扣法”,当试验数据足够且准确时,也可采用“紧扣法”。
1.2 每套高强度螺栓连接副应为一根螺栓、一个螺母和两个垫圈,并应配套使用。
高强度螺栓连接副不得重复使用。
1.3 高强度螺栓的预拉力应符合表1.3的规定。
1.4 当环境温度低于-10℃、摩擦面潮湿或暴露于雨雪中时•,不得进行螺栓的安装和施拧作业;雨雪后施工时,应采取措施保证栓接板面干燥。
1.5 高强度螺栓连接副在安装和施拧作业时,应遵守相关的安全规定。
2施工准备2.1 高强度螺栓连接副进场后,应按本规范附录A的规定进行扭拒系数试验,试验后超过6个月再使用时,应重新进行扭矩系数试验,检验合格方可使用。
2.2 对损伤严重的栓接板面,施工前应按相应的涂装工艺重新处理。
2.3 对高强度螺栓连接副进行施拧前,应检查确认板缝中无任何杂物。
2.4 作业者应是经培训考核合格、能熟练进行安装施拧操作的专业人员。
2.5 应配备足够的高强度螺栓连接副施工的工具,施拧和检查用的扳手应在施工前进行标定和校正,并应符合下列规定:(1)施拧用电动扳手和定扭矩讯响扳手应编号使用,每台电动扳手和控制器及稳压电源,应固定配套编号,不得混杂。
(2)对标定好的电动扳手应指定专人使用,在使用过程中严禁随意调节控制器的旋钮。
(3)高强度螺栓连接副施拧所用扭矩扳手的扭矩误差不得超过使用扭矩值的±5%,检查所用扭矩扳手的误差不得超过使用扭矩值的±3%。
3.1 高强度螺栓连接副的安装应在构件的位置精确调整定位后进行,且螺栓、螺母和垫圈应按制造厂提供的批号配套使用。
3.2 安装高强度螺栓连接副时,构件连接部位的摩擦面应保持清洁、干燥。
3.3 安装高强度螺栓连接副时,螺栓头一侧和螺母一侧应各置一个垫圈,垫圈有内倒角的一侧应分别朝向螺栓头或螺母支承面。
螺栓的长度应符合安装图的规定,穿入方向应全桥一致。
高强度螺栓施工只要包括以下几个方面:(1)施工的机具a.手动扭矩扳手各种高强度螺栓在施工中以手动紧固时,都要使用有示明扭矩值的扳手施拧,使达到高强度螺栓连接副规定的扭矩和剪力值。
一般常用的手动扭矩扳手有指针式、音响式和扭剪型三种(图6-13)。
a)指针式;b)音响式;c)扭剪型图6-13 手动扳手1—扳手;2—千分表;3—主刻度;4—副刻度(a)指针式扭矩扳手在头部设一个指示盘配合套筒头紧固六角螺栓,当给扭矩扳手预加扭矩施拧时,指示盘即示出扭矩值。
(b)音响式扭矩扳手这是一种附加棘轮机构预调式的手动扭矩扳手,配合套筒可紧固各种直径的螺栓。
音响扭矩扳手在手柄的根部带有力矩调整的主、副两个刻度,施拧前,可按需要调整预定的扭矩值。
当施拧到预调的扭矩值时,便有明显的音响和手上的触感。
这种扳手操作简单、效率高,适用于大规模的组装作业和检测螺栓紧固的扭矩值。
(c)扭剪型手动扳手这是一种紧固扭剪型高强度螺栓使用的手动力矩扳手。
配合扳手紧固螺栓的套筒,设有内套筒弹簧、内套筒和外套筒。
这种扳手靠螺栓尾部的卡头得到紧固反力,使紧固的螺栓不会同时转动。
内套筒可根据所紧固的扭剪型高强度螺栓直径而更换相适应的规格。
紧固完毕后,扭剪型高强度螺栓卡头在颈部被剪断,所施加的扭矩可以视为合格。
b.电动扳手钢结构用高强度大六角头螺栓紧固时用的电动扳手有:NR-9000A,NR-12和双重绝缘定扭矩、定转角电动扳手等,是拆卸和安装六角高强度螺栓机械化工具,可以自动控制扭矩和转角,适用于钢结构桥梁、厂房建设、化工、发电设备安装大六角头高强度螺栓施工的初拧、终拧和扭剪型高强度螺栓的初拧,以及对螺栓紧固件的扭矩或轴力有严格要求的场合。
扭剪型电动扳手是用于扭剪型高强度螺栓终拧紧固的电动扳手,常用的扭剪型电动扳手有6922型和6924型两种。
6922型电动板手只适用于紧固M16,M20,M22三种规格的扭剪型高强度螺栓,所以很少选用。
6924型扭剪型电动板手则可以紧固M16,M20,M22和M24四种规格扭剪型高强度螺栓。
钢结构工程高强度螺栓预拉力值确定及紧固原理高强度螺栓预拉力值的确定:高强度螺栓的预拉力值是指施加于螺栓之间的拉力,在静载荷作用下保持连接的力。
确定预拉力值的方法通常有两种:设计法和实测法。
设计法:设计法是根据结构的受力性质和设计要求进行计算,确定高强度螺栓的预拉力值。
根据结构的荷载和性能要求,选择合适的螺栓规格和等级。
然后根据被连接构件的厚度和材料性能,确定合适的螺栓的预紧初始拉伸力。
最后,在实施紧固过程中,通过转矩法或伸长量法对螺栓进行紧固,以达到预拉力值。
实测法:实测法是通过实际测量高强度螺栓的应力和伸长量来确定预拉力值。
首先在施工前,根据设计要求和连接构件的性质选择合适的螺栓规格和等级。
然后在连接螺栓时,通过使用专用的拉力设备对螺栓进行实际的拉伸试验,测量应力和伸长量。
最后,根据测量结果来确定螺栓的预拉力值。
高强度螺栓的紧固原理:高强度螺栓的紧固原理是基于摩擦阻力的原理。
在紧固过程中,通过扭矩或伸长量的施加,产生摩擦力,将螺栓和被连接构件紧密地固定在一起。
这种摩擦力可以阻止螺栓的松动和连接的失效。
高强度螺栓紧固的原理主要包括以下几个方面:1.初期紧固:在初次进行紧固时,螺栓首次施加扭矩或拉伸力,使螺栓产生初始紧固力。
这种紧固力可以保证螺栓和被连接构件之间的接触面积紧密,摩擦力大,防止松动。
2.摩擦力:在螺栓紧固过程中,由于螺栓和被连接构件之间的表面粗糙度,相互之间会产生摩擦力。
这种摩擦力可以产生横向力,并将连接部位固定在一起。
3.载荷分配:高强度螺栓的紧固原理还包括载荷分配的原理。
在紧固过程中,螺栓会承受拉伸力,将连接构件之间的载荷均匀地分配到螺栓上,使连接更加稳定和均衡。
4.弹性变形:高强度螺栓的紧固原理还涉及到螺栓的弹性变形。
在紧固过程中,螺栓会发生弹性变形,使螺栓和被连接构件之间产生紧密的接触,提高连接的刚度和耐力。
综上所述,高强度螺栓的预拉力值的确定和紧固原理是钢结构工程中非常重要的部分。