一个高强螺栓的预拉力P
- 格式:doc
- 大小:49.50 KB
- 文档页数:10

中华人民共和国国家标准《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》GB/T 1231—20061.本标准规定了钢结构用高强度大六角头螺栓、大六角螺母、垫圈及连接副的技术要求、试验方法、检验规则、标志及包装。
本标准适用于铁路和公路桥梁、锅炉钢结构、工业厂房、高层民用建筑、塔桅结构、起重机械及其他钢结构摩擦型高强度螺栓连接连接副扭矩系数试验4.4.1 连接副的扭矩系数试验在轴力计上进行,每一连接副只能试验一次,不得重复使用。
扭矩系数计算公式如下:TKP d式中:K一扭矩系数;T——施拧扭矩(峰值),单位为牛米(N·m);P——螺栓预拉力(峰值),单位为千牛(kN);d——螺栓的螺纹公称直径,单位为毫米(mm)。
4.4.2 施拧扭矩T是施加于螺母上的扭矩,其误差不得大于测试扭矩值的2%。
使用的扭矩扳手准确度级别应不低于JJG 707—2003中规定的2级。
4.4.3 螺栓预拉力P用轴力计测定,其误差不得大于测定螺栓预拉力的2%。
轴力计的最小示值应在1 kN以下。
4.4.4 进行连接副扭矩系数试验时,螺栓预拉力值P应控制在表8所规定的范围内,超出该范围者,所测得扭矩系数无效。
4.4.5 组装连接副时,螺母下的垫圈有倒角的一侧应朝向螺母支承面。
试验时,垫圈不得发生转动,否则试验无效。
4.4.6 进行连接副扭矩系数试验时,应同时记录环境温度。
试验所用的机具、仪表及连接副均应放置在该环境内至少2 h以上。
5 检验规则出厂检验按批进行。
同一性能等级、材料、炉号、螺纹规格、长度(当螺栓长度≤100 mm 时,长度相差≤15 mm;螺栓长度>100mm时,长度相差≤20 mm,可视为同一长度)、机械加工、热处理工艺、表面处理工艺的螺栓为同批;同一性能等级、材料、炉号、螺纹规格、机械加工、热处理工艺、表面处理工艺的螺母为同批;同一性能等级、材料、炉号、规格、机械加工、热处理工艺、表面处理工艺的垫圈为同批。

一个高强螺栓的预拉力 P(KN)螺栓公称直径(mm)螺栓性能等级M16 M20 M22 M24 M27 M30(d=16) (d=20) (d=22) (d=24) (d=27) (d=30)8.8级 (q=1) 80125150 175 230 280 10.9 级 (q=2) 100 155190225290355注:本表为钢结构设计规范 (GB50017-2003)表722-2摩擦面的抗滑移系数卩构件的钢号连接构件接触面的处理方法Q235 Q345 和 Q390 (q = 1) (q = 2)Q420 (q = 3) 喷砂(丸)(d = 1)0.45 0.50 0.50 喷砂(丸)后涂无富锌漆 (d = 2) 0.35 0.40 0.40 喷砂(丸)后生赤锈(d = 3)0.45 0.50 0.50 钢丝刷清除浮锈或未经处理的干净扎制表面0.30 0.350.40(d = 4)注:本表为钢结构设计规范 (GB50017-2003)表7.2.2-1 螺栓最大最小允许距离注:1. d o 为螺栓或铆钉的孔径,t 为外层较薄板件的厚度。
摩擦型的高强螺栓的终拧怎么算啊,公式是什么啊预紧的话,是材料屈服极限的 80%,拧紧力矩T=0.2*F0*d什么是钢结构高强螺栓的初拧和终拧?为了减少先拧与后拧的高强度螺栓预拉力的差别,其拧紧必须分为初拧和终拧两步进行,对于大型节点, 螺栓数量较多,则需要增加一道复拧工序,复拧扭矩仍等于初拧的扭矩,以保证螺栓均达到初拧值。
名称中心至 构件边缘距离 位置和方向外排垂直内力方向或顺内力方向 (p = 1)中 垂直内力方向(p = 2)间顺内力方向构件受压(p = 3) 排构件受拉(p = 4) 沿对角线方向「 (P = 5)顺内力方向(p=6)剪切边或手工气割边(p = 7)垂直内力方向扎制边、自动气割或钜割边高强螺栓(p = 8) 其他螺栓 或铆钉(p = 9)最小允许距离d min3d o2d o 1.5d o 1.2d o最大允许距离 8d o 或 12 t 16d 0 或 24 t12d o 或 18 t 16d o 或 24 t4d o 或 8 t(取较小者)d max《钢结构施工质量验收规范》GB50205-2001要求在高强螺栓初拧后,24小时内进行终拧。

高强度螺栓预拉力、扭矩系数第一篇:高强度螺栓预拉力、扭矩系数验收批、取样方法和数量(一)钢材及焊接材料复验 1.抽检数量及检验方法(1)对属下列情况之一的钢材,应进行抽样复验,其复验结果应符合现行国家产品标准和设计要求:国外进口钢材;钢材混批;板厚等于或大于40mm,且设计有Z向性能要求的厚板;建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材;对质量有疑义的钢材。
检查数量:全数检查。
检验方法:检查复验报告。
(2)重要结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
2.合格质量标准符合设计要求和国家现行有关产品标准的规定(二)高强度螺栓预拉力、扭矩系数复验(三)1.高强度大六角头螺栓连接副扭矩系数复验(1)抽检数量及检验方法复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
(2)合格质量标准[螺栓预拉力值范围(KN)] 螺栓规格(mm)M16 M20 M22 M24 M27 M30 预拉力值P 10.9s 93~113 142~177 175~215 206~250 265~324 325~390 8.8s 62~78 100~120 125~150 140~170 185~225 230~275 2.扭剪型高强度螺栓连接副预拉力复验(1)抽检数量及检验方法复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
(2)合格质量标准[紧固预拉力和标准偏差(KN)] 螺栓规格(mm)16 20(22)24 紧固预拉力的平均值99~120 154~186191~231 222~270 标准偏差 10.1 15.7 19.5 22.7(四)高强度螺栓连接摩擦面抗滑移系数复验;1.制造厂和安装单位应分别以钢结构制造批为单位进行抗滑移系数试验。


高强螺栓规范1。
我国的规范中,摩擦型高强螺栓安装时需要施加预拉力P,P=0.9*0.9*0.9*fu*Ae/1.2。
2。
我国规范的承压型高强螺栓的抗拉承载力设计值也是按照0.8P确定的,但允许接触面滑移,此时受力状态和普通螺栓一样,承载力为螺栓本身的强度。
承压型是当剪力超过摩擦力时,螺杆受剪破化或孔壁承压破坏为承载力极限状态。
承压型高强螺栓虽然剪切变形比摩擦型大,但承载力高于摩擦型。
3。
根据DIN规范,在地震区不能使用摩擦型高强螺栓,所以是按照螺栓本身的强度设计的,只按材料分项系数和安全系数进行折减,高于我国的规范值。
六角高强螺栓验收规范GB50205要求:大六角高强度螺栓连接副使用前需复试扭矩系数,而扭剪型高强度螺栓连接副需复试预拉力,合格后方可使用。
复试批量为每3000套抽检8副(对于同一强度等级、同一直径但螺栓长度不同的高强螺栓连接副,如不能证明为同一批次,视为不同规格,应分别取样检测。
GB/T3632-2008扭剪型高强螺栓及GB131-2006大六角高强螺栓规范规定:在同一批的前提下,但螺栓长度≤100mm时,长度相差≤15mm;或者螺栓长度≥100mm时,长度相差≤20mm,可视为同一长度。
)。
高强度螺栓施工注意事项高强度螺栓施工时应注意以下事项:(1)当天安装的高强度螺栓,当天终拧完;(2)螺栓穿入方向以便利施工为准,每个节点整齐一致;(3)螺母,垫圈均有方向要求,螺栓,螺母均标有级别与生产厂家;(4)已安装高强度螺栓严禁用火焰或电焊切割梅花头;(5)因狭窄高强度螺栓扳手不宜操作部位,可采用加高套管或用手动扳手安装。
可转动螺栓头,但必须根据试验调整紧固扭矩;(6)高强螺栓超拧应更换并废弃换下来的螺栓,不得重复使用;(7)安装中的错孔、漏孔不允许用气割开孔,错孔应严格按《钢结构工程施工施工质量验收规范》(GB50205)和《钢结构高强度螺栓连接的设计、施工及验收规范》的要求进行处理;(8)当气温低于-10℃,停止作业。
高强度螺栓连接副扭矩系数、预拉力、抗滑移系数检测细则一、资料检验高强螺栓连接副(螺栓、螺母、垫圈)应配套成箱供货,并附有出厂合格证、质量证明书及质量检验报告,检验人员应逐项与设计要求及现行国家标准进行对照,对不符合的连接副不得使用。
1.2 工地复验项目1.2.1 扭剪型高强螺栓连接副应进行紧固轴力复验。
复验用的螺栓连接副应在施工现场待安装的螺栓批中随机抽取,每批取8套连接副进行复验。
试验用的轴力计、应变仪、扭矩扳手等计量器具应经过标定,其误差不得超过2%。
每套连接副只应做一次试验,不得重复使用,在紧固过程中垫圈发生转动时,应更换连接副,重新试验。
(具体检验的合格数值标准可以查施工手册)1.2.2 高强度螺栓连接摩擦面的抗滑移系数值应在施工前进行复验。
本项要求在制作单位进行合格试验的基础上,由安装单位进行检测。
高强螺栓检测时每500T钢结构为一批,少于100T按一批计。
在工厂处理的摩擦面试件出厂时应有三组,作为工地复验,抗滑移系数试验的最小值应大于或等于设计规定。
否则应对摩擦面作重新处理。
抗滑移系数试验用的试件,应与所代表的钢结构为同一材质、统一摩擦面处理方法、同批制造、相同运输条件、相同条件存放,同一性能等级的高强螺栓。
高强螺栓检测过程中,当发生下列情况之一时,所对应的荷载可视为试件的滑移荷载:1) 试验机发生明显的回针现象;2) 试件侧面划线发生可见的错动;3) X—Y记录仪上变形曲线发生突变;4) 试件突然发生“嘣”的响声。
1.3 一般检验项目1.3.1 高强度连接副的安装顺序及初拧、复拧扭矩检验。
检验人员应检查扳手标定记录,螺栓施拧标记及螺栓施工记录,有疑义时抽查螺栓的初拧扭矩。
1.3.2 高强度螺栓的终拧检验。
对扭剪型高强度螺栓连接副,终拧是以拧掉梅花头为标志,可用肉眼全数检查。
非常简便。
但在施工过程中,应重点检查初拧扭矩值及观察螺栓终拧时螺母是否处于转动状态,转动角度是否事宜。
1.3.3 高强度螺栓连接副终拧后应检验螺栓丝扣外露长度,要求螺栓丝扣外露2~3扣为宜,其中允许有10%的螺栓丝扣外露1扣或4扣,对同一个节点,螺栓丝扣外露应力求一致。
高强度螺栓连接副扭矩系数、预拉力、抗滑移系数检测细则一、资料检验高强螺栓连接副(螺栓、螺母、垫圈)应配套成箱供货,并附有出厂合格证、质量证明书及质量检验报告,检验人员应逐项与设计要求及现行国家标准进行对照,对不符合的连接副不得使用。
1.2 工地复验项目1.2.1 扭剪型高强螺栓连接副应进行紧固轴力复验。
复验用的螺栓连接副应在施工现场待安装的螺栓批中随机抽取,每批取8 套连接副进行复验。
试验用的轴力计、应变仪、扭矩扳手等计量器具应经过标定,其误差不得超过2%。
每套连接副只应做一次试验,不得重复使用,在紧固过程中垫圈发生转动时,应更换连接副,重新试验。
(具体检验的合格数值标准可以查施工手册)1.2.2 高强度螺栓连接摩擦面的抗滑移系数值应在施工前进行复验。
本项要求在制作单位进行合格试验的基础上,由安装单位进行检测。
高强螺栓检测时每500T钢结构为一批,少于100T按一批计。
在工厂处理的摩擦面试件出厂时应有三组,作为工地复验,抗滑移系数试验的最小值应大于或等于设计规定。
否则应对摩擦面作重新处理。
抗滑移系数试验用的试件,应与所代表的钢结构为同一材质、统一摩擦面处理方法、同批制造、相同运输条件、相同条件存放,同一性能等级的高强螺栓。
高强螺栓检测过程中,当发生下列情况之一时,所对应的荷载可视为试件的滑移荷载:1) 试验机发生明显的回针现象;2) 试件侧面划线发生可见的错动;3) X—Y记录仪上变形曲线发生突变;4) 试件突然发生“嘣”的响声。
1.3 一般检验项目1.3.1 高强度连接副的安装顺序及初拧、复拧扭矩检验。
检验人员应检查扳手标定记录,螺栓施拧标记及螺栓施工记录,有疑义时抽查螺栓的初拧扭矩。
1.3.2 高强度螺栓的终拧检验。
对扭剪型高强度螺栓连接副,终拧是以拧掉梅花头为标志,可用肉眼全数检查。
非常简便。
但在施工过程中,应重点检查初拧扭矩值及观察螺栓终拧时螺母是否处于转动状态,转动角度是否事宜。
1.3.3 高强度螺栓连接副终拧后应检验螺栓丝扣外露长度,要求螺栓丝扣外露2~3扣为宜,其中允许有10%的螺栓丝扣外露1扣或4扣,对同一个节点,螺栓丝扣外露应力求一致。
预拉力以及抗滑移系数的确定
一、高强螺栓的设计预拉力P
高强螺栓的设计预拉力P 由下式计算得到:
e u A
f P ⋅⨯⨯=2
.19.09.09.0
其中:u f 是螺栓材料热处理后的最低抗拉强度,对于10.9级21040mm N f u = e A 是高强螺栓的有效面积
式中系数考虑的因素:
1. 考虑螺栓材料抗力的变异性,引入折减系数0.9。
2. 考虑为补偿预拉力损失超张拉5%-10%,引入折减系数0.9。
3. 钢材以抗拉强度为准,为安全起见,引入附加安全系数0.9。
4. 考虑在扭紧螺栓时,扭矩使螺栓产生的剪力将降低螺栓的抗拉承载力,引入折减系数1.2。
二、高强螺栓连接的摩擦面抗滑移系数μ
高强螺栓连接的摩擦面抗滑移系数μ由下式计算得到:
∑⨯=
t
f V
P n N μ
其中,V N 是滑移荷载,单位为kN f n 是传力的摩擦面数
∑t
P 是试件滑移一侧高强螺栓预拉力实测值之和,单位为kN
高强螺栓连接摩擦面抗滑移系数。
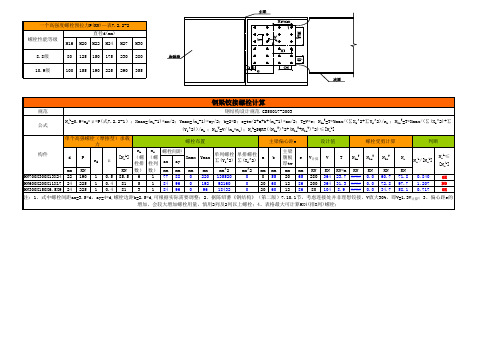
拼接节点设计计算书计算依据:1、《钢结构设计规范》GB50017-2003一、基本参数计算简图:高强螺栓布置图(十排)二、连接节点计算螺栓强度等级8.8级高强螺栓型号M20一个高强度螺栓的预拉力P(kN) 125 摩擦面的抗滑移系数μ0.45连接板材质Q345 节点域腹板抗剪强度设计值τ(N/mm2) 170 最外排螺栓至螺栓群形心距离:e fh=∑e f/2=(50+50+60+60+70+70+80+80+90+90+100)/2=400mm每排螺栓至螺栓群形心距离的平方和:∑e f2=e fh2+e fh2+(e fh-e f3-e f5)2+(e fh-e f4-e f6)2+(e fh-e f3-e f5-e f7)2+(e fh-e f4-e f6-e f8)2+(e fh-e f3-e f5-e f7-e f9)2+(e fh-e f-e f6-e f8-e f10)2+(e fh-e f3-e f5-e f7-e f9-e f11)2+(e fh-e f4-e f6-e f8-e f10-e f12)2=4002+4002+(400-50-60)2+(400 4-50-60)2+(400-50-60-70)2+(400-50-60-70)2+(400-50-60-70-80)2+(400-50-60-70-80)2+(400-50-60-70-80-90)2+(400-50-60-70-80-90)2=629200mm2螺栓承受的拉力:N t1=M×e fh/(2×∑e f2)=90×103×400/(2×629200)=28.608kNN t2=M×(e fh-e f3-e f5)/(2×∑e f2)=90×103×(400-50-60)/(2×629200)=20.741kNN t3=M×(e fh-e f3-e f5-e f7)/(2×∑e f2)=90×103×(400-50-60-70)/(2×629200)=15.734kNN t4=M×(e fh-e f3-e f5-e f7-e f9)/(2×∑e f2)=90×103×(400-50-60-70-80)/(2×629200)=10.013kN N t5=M×(e fh-e f3-e f5-e f7-e f9-e f11)/(2×∑e f2)=90×103×(400-50-60-70-80-90)/(2×629200)=3.576kN中和轴以下螺栓所受力大小与以上各值相等,但均为压力单个螺栓受拉承载力设计值:N t b=0.8P=0.8×125=100kNN t=28.608kN≤N t b=100kN满足要求!受拉力最大螺栓的抗剪承载力设计值为N v b=0.9n fμ(P-1.25N t)=0.9×1×0.45×(125-1.25×28.608=36.142kN若剪力按螺栓群平均承担则单个螺栓承受的剪力为N v=V/(2n)=15/(2×10)=0.75kNN v=0.75<N v b=36.142N v/N v b+N t/N t b=0.75/36.142+28.608/100=0.307≤1满足要求!三、端板支撑验算计算简图:端板支撑条件节点域腹板剪应力:τ=M/(d b×d c×t c)=90×106/(700×150×8)=107.143N/mm2≤[τ]=170N/mm2满足要求!端板所需厚度:t≥(6×e f×e w×N t/((e w×b+2e f×(e f+e w))×f))0.5=(6×50×100×28.608×103/((100×350+2×50×(50+100))×215))0.5= 8.935mmt≥(12×e f×e w×N t/((e w×b+4e f×(e f+e w))×f))0.5=(12×50×100×28.608×103/((100×350+4×50×(50+100))×215))0.5= 11.083mm t≥(3×e w×N t/((0.5a+e w)×f))0.5= (3×100×28.608×103/((0.5×206+100)×215))0.5= 14.023mm。
一个高强螺栓的预拉力P(KN)螺栓性能等级螺栓公称直径(mm)M16(d=16)M20(d=20)M22(d=22)M24(d=24)M27(d=27)M30(d=30)8.8级 (q=1)8012515017523028010.9级 (q=2)100155190225290355注:本表为钢结构设计规范(GB50017-2003)表7.2.2-2 摩擦面的抗滑移系数μ连接构件接触面的处理方法构件的钢号Q235(q = 1)Q345和Q390(q = 2)Q420(q = 3)喷砂(丸) (d = 1)0.450.500.50喷砂(丸)后涂无富锌漆 (d = 2)0.350.400.40喷砂(丸)后生赤锈 (d = 3)0.450.500.50钢丝刷清除浮锈或未经处理的干净扎制表面(d = 4)0.300.350.40注:本表为钢结构设计规范(GB50017-2003)表7.2.2-1螺栓最大最小允许距离名称位置和方向最大允许距离(取较小者) d max 最小允许距离d min中心间距外排垂直内力方向或顺内力方向(p = 1)8d0或12 t3d0中间排垂直内力方向(p = 2)16d0或24 t顺内力方向构件受压(p = 3)12d0或18 t构件受拉(p = 4)16d0或24 t沿对角线方向(p = 5)-中心至构件边缘距离顺内力方向(p = 6)4d0或8 t2d0垂直内力方向剪切边或手工气割边(p = 7)1.5d0扎制边、自动气割或钜割边高强螺栓(p = 8)其他螺栓或铆钉(p = 9)1.2d0注:1. d0为螺栓或铆钉的孔径,t为外层较薄板件的厚度。
摩擦型的高强螺栓的终拧怎么算啊,公式是什么啊预紧的话,是材料屈服极限的80%,拧紧力矩T=0.2*F0*d什么是钢结构高强螺栓的初拧和终拧?为了减少先拧与后拧的高强度螺栓预拉力的差别,其拧紧必须分为初拧和终拧两步进行,对于大型节点,螺栓数量较多,则需要增加一道复拧工序,复拧扭矩仍等于初拧的扭矩,以保证螺栓均达到初拧值。
《钢结构施工质量验收规范》GB50205-2001要求在高强螺栓初拧后,24小时内进行终拧。
在终拧后的1小时后,48小时内要对其进行检测验收。
(做检测记录)多用“回旋法”。
先说下高强螺栓,螺栓分为8.8S和10.9S两种。
螺母分为8.8H和10.9H两种。
高栓施拧分为:初拧、复拧、终拧三个步骤。
初拧:一般为终拧的50%的扭矩,初拧的作用就如同预应力张拉时的分级张拉,是让高栓施加预拉力。
复拧:扭矩同初拧,作用是弥补节点板上初拧螺栓预拉力的损失。
终拧:使其扭矩和预拉力达到设计值,从而使拼接板达到密贴。
以上三个步骤必须在24小时之类完成,这是因为防止预拉力的损失和防止湿度对拼接板密贴的影响。
一般节点板高栓施拧顺序为用最中心孔向外依次施拧,作用是防止拼接板不密贴扭剪型高强螺栓连接工艺标准范围本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。
施工准备2.1 材料及主要机具:2.1.1 螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。
2.1.2 高强螺栓入库应按规格分类存放,并防雨、防潮。
遇有螺栓、螺母不配套,螺纹损伤时,不得使用。
螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。
螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。
必须按批号,同批内配套使用,不得混放、混用。
2.1.3 主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。
2.2 作业条件:2.2.1 摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求(一般要求Q235钢为0.45以上,16锰钢为0.55以上)。
摩擦面木允许有残留氧化铁皮,处理后的摩擦面可生成赤锈面后安装螺栓(一般露天存10d左右),用喷砂处理的摩擦面不必生锈即可安装螺栓。
采用砂轮打磨时,打磨范围不小于螺栓直径的4倍,打磨方向与受力方向垂直,打磨后的摩擦面应无明显不平。
摩擦面防止被油或油漆等污染,如污染应彻底清理干净。
2.2.2 检查螺栓孔的孔径尺寸,孔边有毛刺必须清除掉。
2.2.3 同一批号、规格的螺栓、螺母、垫圈,应配套装箱待用。
2.2.4 电动扳手及手动扳手应经过标定。
操作工艺3.1 工艺流程:作业准备→选择螺栓并配套→接头组装→安装临时螺栓→安装高强螺栓→高强螺栓紧固→检查验收3.2 螺栓长度的选择:扭剪型高强螺栓的长度为螺栓头根部至螺栓梅花卡头切口处的长度。
选用螺栓的长度应为紧固连接板厚度加上一个螺母和一个垫圈的厚度,并且紧固后要露出不少于两扣螺纹的余长,一般按连接板厚加表5-2中的增加长度,并取5mm的整倍数。
表5-2螺栓公称直径增加长度(mm)M16 25M20 30M22 35M24 403.3 接头组装:3.3.1 连接处的钢板或型钢应平整,板边、孔边无毛刺;接头处有翘曲、变形必须进行校正,并防止损伤摩擦面,保证摩擦面紧贴。
3.3.2 装配前检查摩擦面,试件的摩擦系数是否达到设计要求,浮锈用钢丝刷除掉,油污、油漆清除干净。
3.3.3 板叠接触面间应平整,当接触有间隙时,应按规定处理,见表5-3。
表5-3间隙大小处理方法1mm以下不作处理3mm以下将高出的一侧磨成1∶10斜面打磨方面应与受力方面垂直3mm以上加垫板,垫板两面摩擦面处理方法与构件相同3.4 安装临时螺栓:连接处采用临时螺栓固定,其螺栓个数为接头螺栓总数的1/3以上;并每个接头不少于两个,冲钉穿入数量不宜多于临时螺栓的30%。
组装时先用冲钉对准孔位,在适当位置插入临时螺栓,用扳手拧紧。
不准用高强螺栓兼作临时螺栓,以防螺纹损伤。
3.5 安装高强螺栓:3.5.1 安装时高强螺栓应自由穿入孔内,不得强行敲打。
扭剪型高强螺栓的垫圈安在螺母一侧,垫圈孔有倒角的一侧应和螺母接触,不得装反(大六角头、高强螺栓的垫圈应安装在螺栓头一侧和螺母一侧,垫圈孔有倒角一侧应和螺栓头接触,不得装反)。
3.5.2 螺栓不能自由穿入时,不得用气割扩孔,要用绞刀绞孔,修孔时需使板层紧贴,以防铁屑进入板缝,绞孔后要用砂轮机清除孔边毛刺,并清除铁屑。
3.5.3 螺栓穿入方向宜一致,穿入高强螺栓用扳手紧固后,再卸下临时螺栓,以高强螺栓替换。
不得在雨天安装高强螺栓,且摩擦面应处于干燥状态。
3.6 高强螺栓的紧固:必须分两次进行,第一次为初拧。
初拧紧固到螺栓标准轴力(即设计预拉力)的60%~80%,初拧的扭矩值不得小于终拧扭矩值的30%。
第二次紧固为终拧,终拧时扭剪型高强螺栓应将梅花卡头拧掉。
为使螺栓群中所有螺栓均匀受力,初拧、终拧都应按一定顺序进行。
3.6.1 一般接头:应从螺栓群中间顺序向外侧进行紧固。
3.6.2 从接头刚度大的地方向不受约束的自由端进行。
3.6.3 从螺栓群中心向四周扩散的方式进行。
初拧扳手应是可以控制扭矩的,初拧完毕的螺栓,应做好标记以供确认。
为防止漏拧,当天安装的高强螺栓,当天应终拧完毕。
终拧应采用专用的电动扳手,如个别作业有困难的地方,也可以采用手动扭矩扳手进行,终拧扭矩须按设计要求进行。
用电动扳手时,螺栓尾部卡头拧断后即表明终拧完毕,检查外露丝扣不得少于2扣,断下来的卡头应放入工具袋内收集在一起,防止从高空坠落造成安全事故。
3.7 检查验收:3.7.1 扭剪型高强螺栓应全部拧掉尾部梅花卡头为终拧结束,不准遗漏。
3.7.2 个别不能用专用扳手操作时,扭剪型高强螺栓应按大六角头高强螺栓用扭矩法施工。
终拧结束后,检查漏拧、欠拧宜用0.3~0.5kg重的小锤逐个敲检,如发现有欠拧、漏拧应补拧;超拧应更换。
检查时应将螺母回退30°~50°,再拧至原位,测定终拧扭矩值,其偏差不得大于±10%,已终拧合格的做出标记。
3.7.3 做好高强螺栓检查记录,经整理后归入技术档案。
质量标准4.1 保证项目:4.1.1 高强螺栓的型式、规格和技术条件必须符合设计要求及有关标准的规定,检查质量证明书及出厂检验报告。
复验螺栓预拉力符合规定后方准使用。
4.1.2 连接面的摩擦系数(抗潜移系数)必须符合设计要求。
表面严禁有氧化铁皮、毛刺、飞溅物、焊疤、涂料和污垢等,检查摩擦系数试件试验报告及现场试件复验报告。
4.1.3 初拧扭矩扳手应定期标定。
高强螺栓初拧、终拧必须符合施工规范及设计要求,检查标定记录及施工记录。
4.2 基本项目:4.2.1 外观检查:螺栓穿入方向应一致,丝扣外露长度不少于2扣。
4.2.2 扭剪型高强螺栓尾部卡头终拧后应全部拧掉。
4.2.3 摩擦面间隙符合施工规范的要求。
成品保护5.1 结构防腐区段(如酸洗车间)应在连接板缝、螺头、螺母、垫圈周边涂抹防腐腻子(如过氯乙烯腻子)封闭,面层防腐处理与该区钢结构相同。
5.2 结构防锈区段,应在连接板缝、螺头、螺母、垫圈周边涂快干红丹漆封闭,面层防锈处理与该区钢结构相同。
应注意的质量问题6.1 装配面不符合要求:表面有浮锈、油污,螺栓孔有毛刺、焊瘤等,均应清理干净。
6.2 连接板拼装不严:连接板变形,间隙大,应校正处理后再使用。
6.3 螺栓丝扣损伤:螺栓应自由穿入螺孔,不准许强行打入。
6.4 扭矩不准:应定期标定扳手的扭矩值,其偏差不大于5%,严格按紧固顺序操作。
质量记录本工艺标准应具备以下质量记录:7.1 高强螺栓、螺母、垫圈组成的连续副的出厂质量证明、出厂一检验报告。
7.2 高强螺栓预拉力复验报告。
7.3 摩擦面抗滑移系数(摩擦系数)试验及复验报告。
7.4 扭矩扳手标定记录。
7.5 设计变更、洽商记录。
7.5 施工检查记录。
《扭剪型高强螺栓连接工艺标准》的确切标准编号??详细点就是下面的:高强度螺栓的连接和固定①钢构件拼装前应检查清除飞边、毛刺、焊接飞溅物等,摩擦面应保持干燥、整洁,不得在雨中作业。
②高强度螺栓在大六角头上部有规格和螺栓号,安装时其规格和螺栓号要与设计图要求相同,螺栓应能自由穿入孔内,不得强行敲打,并不得气割扩孔,穿放方向符号设计图纸的要求。
③从构件组装到螺栓拧紧,一般要经过一段时间,为防止高强度螺栓连接副的扭矩系数、标高偏差、预拉力和变异系数发生变化,高强度螺栓不得兼作安装螺栓。
④为使被连接板叠密贴,应从螺栓群中央顺序向外施拧,即从节点中刚变大的中央按顺序向下受约束的边缘施拧。
为防止高强度螺栓连接副的表面处理涂层发生变化影响预拉力,应在当天终拧完毕。
为了减少先拧与后拧的高强度螺栓预拉力的差别,其拧紧必须分为初拧和终拧两步进行,对于大型节点,螺栓数量较多,则需要增加一道复拧工序,复拧扭矩仍等于初拧的扭矩,以保证螺栓均达到初拧值。
⑤高强度六角头螺栓施拧采用的扭矩扳手和检查采用的扭矩手在扳前和扳后均应进行扭矩校正。
其扭矩误差应分别为使用扭矩的±5%和±3%。