快捷准确检测轴用键槽对称度
- 格式:doc
- 大小:20.00 KB
- 文档页数:6

三坐标测量键槽对称度方法大家好,今天咱们聊聊那个老生常谈却又挺有意思的话题——如何用三坐标测量工具来测出那些复杂零件的键槽是否对称。
别急,让我慢慢道来。
你得明白什么是三坐标测量。
简单来说,就是利用三个相互垂直的传感器,在空间中对一个物体进行三维尺寸测量。
想象一下,如果这个“物体”是一个复杂的机械零件,那么它里面的小细节,比如那关键的键槽,就得靠这三位“尺子”来量一量,看它们是不是长得一模一样。
接下来,咱们聊聊如何操作。
首先得把零件固定好,然后呢,让三坐标测量仪稳稳地“坐”在零件上。
记得,要确保仪器的各个轴都对准了,这样才能保证测量结果的准确性。
然后,你就要开始调整仪器了。
先调水平,再调垂直,最后调角度。
这些调整可不是随便做的,得按照说明书一步步来,不然零件可能会因为“站不稳”而“摔倒”。
调好了仪器,接下来就是“拍照”时间。
也就是要把零件放在相机前,让相机拍下它的全貌。
这一步是为了记录下零件的初始状态,以便和之后的结果进行对比。
然后,就是最关键的一步——测量。
这时候,你的眼睛得紧紧盯着屏幕,手也得稳如泰山,生怕一不小心错过了什么重要信息。
测完以后,别忘了保存数据。
这可是你的宝贝,万一哪天你想回味一下当初的测量过程,或者和别人分享一下经验,都得靠它。
别忘了分析结果。
看看测量出来的数据和预期的是否一致,如果有什么出入,那就得找找原因了。
可能是仪器出了问题,也可能是操作不当,或者是零件本来就不对称。
通过以上步骤,我们就能大致了解一个复杂零件的键槽是否对称了。
不过,这个过程可不能掉以轻心,毕竟任何一点小小的疏忽都可能影响到最终的结果。
所以啊,咱们可得用心去做,才能得到准确的结果。
好啦,今天的分享就到这里。
如果你还有其他关于三坐标测量的问题,或者想要了解更多关于机械加工的知识,都可以来找我交流哦。

轴键槽对称度测量仪使用方法
轴键槽对称度测量仪是一种用于测量轴类零件键槽的对称度误差的设备。
以下是使用轴键槽对称度测量仪的步骤:
1. 准备工作:将轴放置在测量台上,调整测量台使轴保持水平。
2. 安装测量仪:将轴键槽对称度测量仪安装在测量台上,确保测量仪与轴平行且紧密贴合。
3. 调整测量仪:根据需要调整测量仪的高度和角度,以确保测量仪与轴键槽的正确对齐。
4. 开始测量:按下测量按钮,测量仪将自动测量轴键槽的对称度误差,并将结果显示在屏幕上。
5. 记录结果:记录测量结果,并根据需要对轴键槽进行修正或调整。
需要注意的是,使用轴键槽对称度测量仪时应确保测量仪的精度和准确性,以确保测量结果的可靠性。
同时,应遵循制造商提供的操作说明和安全警示,以确保正确和安全地使用测量仪。
新手新感觉山西柴油机厂 孙文英我以前一直从事精密测试工作,根据科研生产的需要,工厂从海克斯康公司新引进了一台德国LEITZ 公司生产的PMM 700超高精度测量机。
通过几个月的理论学习和实践,我对传统的测试方法与三坐标测量机的测量方法进行了比较,深深感到三坐标测量机的检测方法无论在零件找正、操作方式、还是在数据处理上都较传统的检测方法更方便、快捷。
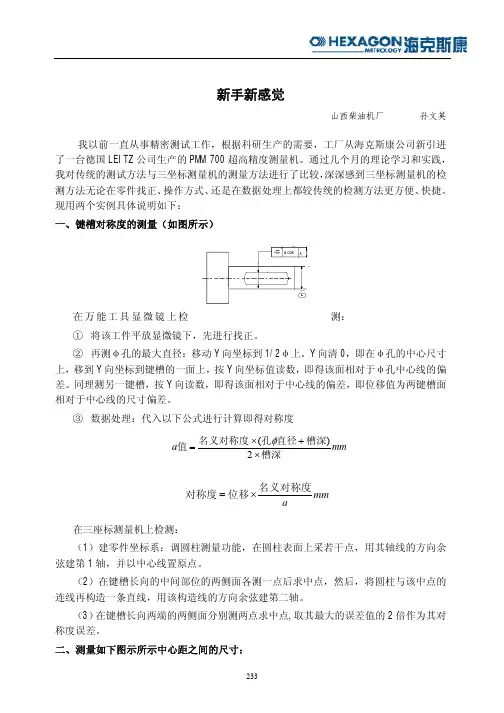
现用两个实例具体说明如下:一、键槽对称度的测量(如图所示)在万能工具显微镜上检测: ① 将该工件平放显微镜下,先进行找正。
② 再测φ孔的最大直径:移动Y 向坐标到1/2φ上。
Y 向清0,即在φ孔的中心尺寸上,移到Y 向坐标到键槽的一面上,按Y 向坐标值读数,即得该面相对于φ孔中心线的偏差。
同理测另一键槽,按Y 向读数,即得该面相对于中心线的偏差,即位移值为两键槽面相对于中心线的尺寸偏差。
③ 数据处理:代入以下公式进行计算即得对称度在三座标测量机上检测:(1)建零件坐标系:调圆柱测量功能,在圆柱表面上采若干点,用其轴线的方向余弦建第1轴,并以中心线置原点。
(2)在键槽长向的中间部位的两侧面各测一点后求中点,然后,将圆柱与该中点的连线再构造一条直线,用该构造线的方向余弦建第二轴。
(3)在键槽长向两端的两侧面分别测两点求中点,取其最大的误差值的2倍作为其对称度误差。
二、测量如下图示所示中心距之间的尺寸:mm a 槽深槽深直径孔名义对称度值×+×=2)(φmm a名义对称度位移对称度×=在万能工具显微镜上时:①将该工件平放在万工显上,进行找正,先检测φ的直径值,将该值÷2,即(半径值),此时,移动X向坐标将数值对在φ/2上,将X向坐标值清零。
②移动X、Y坐标到一圆柱面上,用X向米字线对在该圆柱的一侧面上,按X向读数,同理,将X向米字线压在该圆柱的另一侧面上,X向读数,则φ孔到该圆柱的中心的距离计算如下:两圆柱侧面值相加/2。

键槽对称度的定义和检测随着科技的进步和发展,计算机在我们的日常生活中扮演着越来越重要的角色。
键盘作为计算机输入设备之一,其性能的好坏直接影响到我们的输入效率和体验。
而键槽对称度作为键盘的一个重要指标,也越来越受到人们的关注。
本文将从键槽对称度的定义、检测方法等方面进行探讨。
一、键槽对称度的定义键槽对称度是指键盘上每个按键的键槽的左右对称程度,即键槽左右两侧的宽度是否相等、深度是否相等。
键槽对称度越高,按键的触感越好,使用起来也更加舒适。
二、键槽对称度的检测方法1. 直观检测法这种方法是最为简单的一种检测方法,只需要用肉眼观察键槽的左右对称程度即可。
具体操作方法为:将键盘放在一个平整的桌面上,用直线工具或尺子将键槽的左右两侧分别测量,比较它们的宽度和深度是否相等。
如果两侧的宽度和深度相等,则键槽对称度较高;反之,键槽对称度较低。
这种方法虽然简单,但是容易出现误差,因此需要多次测量并取平均值。
2. 数字检测法数字检测法是一种比较精确的检测方法,它可以测量键槽的精确宽度和深度,从而得出键槽对称度的值。
具体操作方法为:使用数字卡尺或数字测量仪器对键槽的左右两侧进行测量,将测量结果输入计算机,通过计算得出键槽对称度的值。
这种方法比较精确,可以有效避免误差,但是需要专业的测量仪器和计算机软件。
三、影响键槽对称度的因素1. 制造工艺键盘的制造工艺是影响键槽对称度的最主要因素之一。
优质的键盘制造商通常会在制造过程中采用精细的加工工艺,从而保证键槽的对称度。
而低质量的键盘制造商则往往会在制造过程中采用低成本的加工方式,从而导致键槽对称度不佳。
2. 材料质量键盘的材料质量也会影响键槽对称度。
优质的键盘通常采用高品质的材料制造,从而保证键槽的对称度。
而低质量的键盘则往往采用劣质的材料,从而导致键槽对称度不佳。
3. 使用环境键盘的使用环境也会影响键槽对称度。
如果键盘长期处于潮湿、高温、低温等环境中,就会导致键槽变形、扭曲等问题,从而影响键槽对称度。

三坐标测量键槽对称度方法1. 什么是三坐标测量?嘿,朋友们,今天咱们聊聊三坐标测量,听上去有点复杂对吧?别担心,我给你们捋顺捋顺。
简单来说,三坐标测量是一种高科技的测量方法,主要用来检测物体的形状和位置。
想象一下,咱们要测量一个零件,比如说一个键槽。
这个键槽可不是随便搞搞就完事儿的,它的位置和对称度可是很重要的,关系到整个机器的运行。
谁不想让自己的机器跑得顺畅如丝绸呢?1.1 键槽的重要性你可能会问,键槽到底有什么用呢?哎,跟我来,咱们一起看一看。
键槽是用来固定齿轮和轴的,听起来是不是有点专业?其实就像我们穿衣服时需要扣子,不然衣服可就飞了。
所以,键槽的对称度就变得相当重要了,偏了、歪了可就会影响到整台机器的运转,甚至出现问题,那可就麻烦大了。
1.2 三坐标测量的原理那么,三坐标测量是怎么工作的呢?其实,它就是通过一个特殊的测量机,利用探头在三个方向上移动,测量物体的各个点。
就好像你在量一根香蕉的长度、宽度和高度一样,咔咔咔,测完就能知道这根香蕉的确切尺寸。
三坐标测量机就像是一位细心的医生,给零件“体检”,确保它们健康、合格。
2. 如何测量键槽的对称度?接下来,咱们进入正题,如何用三坐标测量来检查键槽的对称度呢?首先,得把零件放到测量机上,稳稳当当地放好,别让它晃来晃去的。
接着,探头会自动移动,测量键槽两侧的关键点。
这个过程就像是找“对称”的朋友,你左边找一个,右边也要找一个,看看它们的“身高”是不是一样。
2.1 数据分析测量完毕后,咱们得把这些数据拿出来分析。
对称度的计算公式就是要看两侧点的差异。
如果差异小,说明你这键槽真是对称得很;如果差异大,嘿,那就要考虑是不是得修整一下了。
就像考试,分数高了当然高兴,但如果不及格,那可就得加把劲了!2.2 常见误差及处理当然,测量过程中总会遇到一些小麻烦,比如说设备的校准问题,或者零件本身的缺陷。
这时候就要像个侦探一样,仔细排查,找出问题的根源。
有时候,轻轻一调,结果就能大不同。




三坐标测量键槽对称度方法哎呀,说起咱们这精密的工业活儿,得有个好工具才能把活干漂亮。
就像那三坐标测量机,它可是个高科技大宝贝,能精确测量零件的每一个细节。
但是,你知道怎么用它来测一个零件上的键槽吗?别着急,我来给你娓娓道来。
你得准备好你的三坐标测量机和那个神奇的软件。
这个软件就像是你手里的魔法棒,轻轻一点,就能让零件动起来。
然后,你得把零件放到测量机的平台上,让它稳稳当当。
接着,你得调整好测量头的位置,确保它正好对着你想要测量的地方。
你按下那个神奇的按钮,等待结果就好了。
这个过程听起来是不是有点像在玩捉迷藏?没错,这就是我们常说的“找对位置”。
只有当你找到了正确的位置,测量结果才会准确无误。
所以,我们在做这个工作时,一定要细心、耐心,不能急功近利。
接下来,我们来看看如何判断一个键槽是否对称。
你知道吗?对称这个词,就像是一把尺子,能量出物体的长短、宽窄。
对于键槽来说,它就是衡量其左右两边是否一样长、一样宽的工具。
要判断一个键槽是否对称,我们可以从以下几个方面入手:1. 观察键槽的宽度和深度。
如果左右两边的宽度和深度都相同,那么这个键槽就是对称的。
反之,如果一边明显比另一边宽或者深,那么这个键槽就不对称了。
2. 检查键槽的直线度。
直线度就像一条笔直的道路,没有弯曲也没有凹凸。
如果键槽的直线度好,说明它的左右两边是平行的,也就是对称的。
反之,如果直线度不好,那么这个键槽就不对称了。
3. 观察键槽的表面质量。
表面质量就像一个人的外表,干净整洁的人给人的印象就好。
如果键槽的表面质量好,说明它的左右两边都是平整的,也就是对称的。
反之,如果表面质量差,那么这个键槽就不对称了。
4. 使用专业工具进行检测。
有时候,肉眼可能难以察觉的问题,专业工具却能发现。
比如,有些微小的裂纹或者不平整的地方,专业工具就能准确地找到并指出来。
通过以上的方法和步骤,我们就可以轻松地判断一个键槽是否对称了。
当然啦,这只是其中的一种方法,还有其他的方法也可以帮助我们判断。
加工中心保证轴键槽对称度的方法
通常在轴上铣键槽加工中,键槽的对称度过程检查和最终检查是加工者的一个大难题:经常是尺寸公差保证,而形位公差由于加工不当造成废品。
为此,通过实践,我不断摸索出了一种工艺方法,较好地解决了轴类键槽对称度加工、检查问题。
工艺安排:①使用1个V 形铁,安装在工作台上。
②使用杠杆表把V形铁直线找正,把轴安装在V形铁上,再使用寻边器找正轴中心。
③先粗加工键槽,为首次过程检查提供有利条件。
④测量出槽宽,用寻边器找出粗加工键槽的中心,看是否跟首次找出的轴中心是否一致,若不一致,再进行二次加工修正,重复上述功能,直到槽宽和对称度达到图纸标准。
通过上述工艺方法,键槽对称度达到100%合格。
快捷准确检测轴用键槽对称度
112
快捷准确检测轴用键槽对称度
工具技术
屈波
重庆工业职业技术学院
摘要:在键槽横截面上,测量键槽两侧面与轴径相应最大轮廓的差值,取其最大
差值,经数据处理后,求得键槽
对称度误差值.用此方法测量,方便,快捷,准确,可靠,同时对量具精度要求不高,能在加工过程中及时对机床进
行准确调整,提高加工质量租检测效率.
关键词:键槽;侧面;误差;数据处理
中图分类号:TG839文献标志码:B
FasterandMoreAccurateDetectionofAxialSymmetrywithBond.slot
QuBo
Abstract:Onthecross-sectionofbond-
slot,theerrorbetweensurfaceonbothsidesofthebond—slotandthecorresponding profileofaxisdiameterwasmeasured.ThemeasurementWasconverient,fast,ac curateandreliable,and
didn’tneedhishrequire—
ment.abouttheprecisionmeasuringtoo1.Sothemachinetoolscouldbeadjusted intimeintheprocessing
andthequalityandegi?
cienlyWasimproved.
Keywords:bond—slot;thesurfaceonthesideerror;dataprocessing 1引言
长期以来人们对轴用键槽对称度的测量作了大
量的工作,提出了许多方法.例如机械加工中,测量
工件上的轴用键槽与轴心线的对称度,在批量生产
中多采用环规.这种检测方法只能对工件作合格性
判定,不能判定误差大小和方向,当对称度误差超差
时,不利于及时对机床进行调整.在单件生产中,也
有采用量块测量键槽两侧面水平高度差的方法,这
种方法检测效率不高.键槽试加工或加工完成后,
快捷,准确地测量出对称度误差大小和方向,及时对
机床进行调整,是保证加工质量,提高检测效率的关
键.
2轴槽对称度误差测量原理
2.1测量原理
对称度公差的定义为:实际要素的对称面(或
线)对理想对称平面的位置允许变动的全量,该理想
对称平面与基准对称平面(或线)共面,即对称度公
差带是距离为公差值t且相对基准中心平面(中心
线,轴线)对称配置的两平行平面(或直线)之间的区
域.如图1所示,对称度公差是被测中心平面2,在
距基准中心平面1上下各t/2的范围内变动.
对称度误差:包容实际中心平面(或轴线)相对
基准平面对称配置,且距离为最小的两平行平面之间的距离.而测量包容实际中心平面的两平行平面收稿日期:2009年lO月
之间的距离较困难,为了能更快测量出键槽对称度误差,在键槽的若干横截面上,测量键槽两侧面分别与轴径相应最大轮廓的差值,取其中最大差值,经过数据处理,即可求得键槽对称度误差.
图1图2
如图2所示,尺寸和是任意一横截面上,键槽左
侧面和右侧面距离轴径轮廓的最大值,B与c的差值n即为键槽中心线偏离基准轴线的距离,经数据处理,可求得键槽在该横截面上的对称度误差.在实际测量中,取若干横截面上最大对称度误差,作为该键槽的对称度误差值.
2.2数据处理
如图3所示为轴槽某一横截面,工一工为键槽
中心平面,交键槽底平面于A点,交轴外圆线于点,AB即为键槽深度.D点为AB线上的中点,过
D点作一直线与圆心0相连,延长OD线,交BF弦
于C点,OC即为基准中心线,且垂直BF.过点
作OC的平行线?一?,过点作OC的平行线?一?.?一?,?一?包容实际中心线I一工,并对称
于OC基准中心线,两包容线间的距离即为键槽在2010年第44卷No5
该横截面上的对称度误差t.
设基准中心线与键槽中心线的距离为a,轴的半
径为尺(直径为d).由图2可知,AOED~ABCF,则
ED=CD(1)一/
而CD=BDcosa,BD=h/2,BC=t/2,OE=a,
EDR—h/2,代人式(1),整理得
一
R—h/2一h/2×cosd
式中a为刍槽中心线与基准中心线的夹角,其
角度值很小,即COS1,上式整理后得
a:(2)=————一Z,
图3
例如:一轴径为50,键槽深度为5.5,键槽对称
度公差为0.03,求键槽中心线允许偏离基准中心线的最大距离.
根据式(2),计算键槽中心线允许偏离基准中心
线的最大距离为
.==—
0.03x(了50-5.5)~0.12.—?——_5一’
键槽在该横截面上,测得尺寸B与C的差值
(见图2)不大于0.12时,该横截面上键槽的对称度误差在允许的公差0.03内.在若干横截面上测得的a值均不大于0.12时,该键槽的对称度合格;如果测得的a值大于0.12时,可及时对机床进行调
整,调整的大小和方向,可根据和C值的大小来
判断.
3量具结构及特点
3.1量具结构及测量方法
为了保证在同一横截面上,测量键槽的B和c
尺寸,设计的量具如图4所示.该量具由固定量爪
1,活动量爪2,锁紧螺钉3,游标4和主尺5等组成. 测量时固定量爪1与轴径最大轮廓接触,向左移动
活动量爪2,使左测量面与键槽左侧面接触,通过游
标4上的刻度与主尺上的刻度,读取尺寸B;向右移
动活动量爪2,使右测量面与键槽右侧面接触,读取
l13
尺寸E,计算后即可求得C值(C=d—E).在键槽
长度方向上,测量若干横截面,计算B,c尺寸差值, 取其中最大差值,经式(2)计算后即为键槽的对称度误差.
4
3.2量具特点
该量具的测量方法与普通游标卡尺相同,测量
时方便,快捷,同时该量具能保证在同一横截面上, 测量出B,C值,从而保证对称度误差处理的准确
性.
该测量方法对误差大小和方向都能准确判定,
所以能快捷,准确地对机床进行调整,若采用键槽环
规检测,只能在键槽加工完成后进行检测,并且误差
大小和方向都不能确定.因此,在调整机床时,只能
凭借经验逐步调整,既浪费时间,又不可靠.
从式(2)可知,图样上给出的对称t度值原本很
小,但由于采用间接测量a值,使得测量精度大为
降低,这样对量具精度要求不高,一般采用普通游标
卡尺改进即可,降低了量具的制造成本.
4结语
由上述分析可知,该量具在测量轴用键槽对称
度误差时,方便,快捷,准确,可靠,可以在生产实际
中得到广泛运用.
参考文献
[1]黄云清.公差配合与测量技术[M].北京:机械工业出版
社,2005.
[2]蒋增福.车工工艺与技能训练[M].北京:高等教育出版
社,1983.
[3]杨黎明.机械原理及机械零件[M].北京:高等教育出版
社,1983.
[4]裴德琦,赵向阳,潭智健,等.轴类重件中键槽对称度检测
方法与误差的分析[J].现代车用动力,2007(4).
作者:屈波,副教授,重庆工业职业技术学院,400050重
庆市
Author:QuBo,AssociateProfessor,ChongqingIndustrialVoca? tional&TechnicalCollege,Chongqing400050,China。