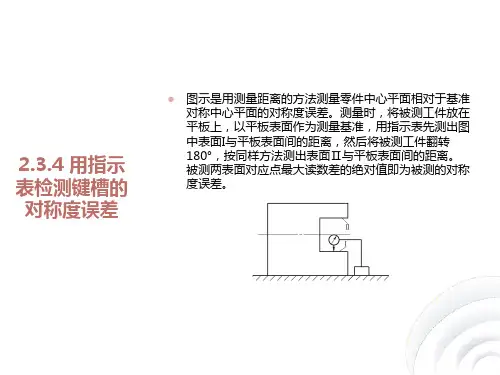
键槽对称度的检测方法
- 格式:pdf
- 大小:474.76 KB
- 文档页数:1
文章编号 : 1671 - 5446 ( 2007 ) 04 - 0049 - 033轴类零件中键槽对称度检测方法与误差的分析裴德琦 ,赵向阳 ,谭智健(一拖燃油喷射有限公司 ,河南 洛阳 471004)摘要 :阐述了对称度的概念 , 结合企业的实际现状 ,介绍了柴油机轴类零件键槽检测中的万能检测方法与专用检具检测方法 ,并对测量误差产生的原因进行了分析 ,认为 :根据不同形位误差的形成原理 ,在生产实践中可以利用一些简单的方 法准确 、快速地解决形位误差的测量问题。
关键词 :轴类零件 ; 键槽 ; 检测方法 ;误差 中图分类号 : TK427文献标识码 : B在日常生产中 ,轴类零件键槽的对称度要求主要是对零件外圆 (或锥度 )的轴线提出的 ,关于 检测方法和检测精度的不同判别常常存在一些争议 ,以下重点介绍万能测量和利用专用检夹具测 量两种方法 ,并对产生的误差进行分析。
引 言在柴油机零部件的生产中有许多带键槽的轴 类零件 ,这些零件的键槽相对于轴的对称度公差 要求比较高 ,检测较困难 ,常常因为检测不准确而 产生测量误差 ,并且影响到零件其它技术指标检 测的准确性 ,从而造成生产成本的提高。
本文基 于对对称度公差的理解 ,对一拖燃油喷射有限公 司现有的对称度测量误差进行了分析。
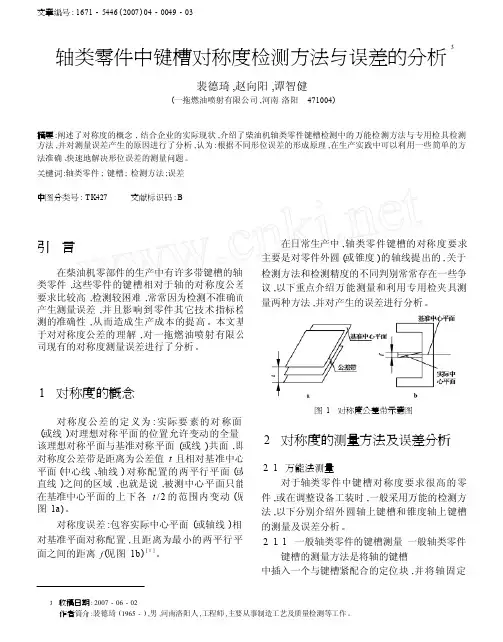
1 对称度的概念图 1 对称度公差带示意图对称度公差的定义为 : 实际要素的对称面(或线 )对理想对称平面的位置允许变动的全量 , 该理想对称平面与基准对称平面 (或线 )共面 ,即 对称度公差带是距离为公差值 t 且相对基准中心 平面 (中心线 、轴线 ) 对称配置的两平行平面 (或 直线 )之间的区域 ,也就是说 ,被测中心平面只能 在基准中心平面的上下各 t /2 的范围内变动 (见 图 1 a ) 。
对称度误差 :包容实际中心平面 (或轴线 )相 对基准平面对称配置 ,且距离为最小的两平行平 面之间的距离 f (见图 1 b ) [ 1 ] 。

新手新感觉山西柴油机厂 孙文英我以前一直从事精密测试工作,根据科研生产的需要,工厂从海克斯康公司新引进了一台德国LEITZ 公司生产的PMM 700超高精度测量机。
通过几个月的理论学习和实践,我对传统的测试方法与三坐标测量机的测量方法进行了比较,深深感到三坐标测量机的检测方法无论在零件找正、操作方式、还是在数据处理上都较传统的检测方法更方便、快捷。
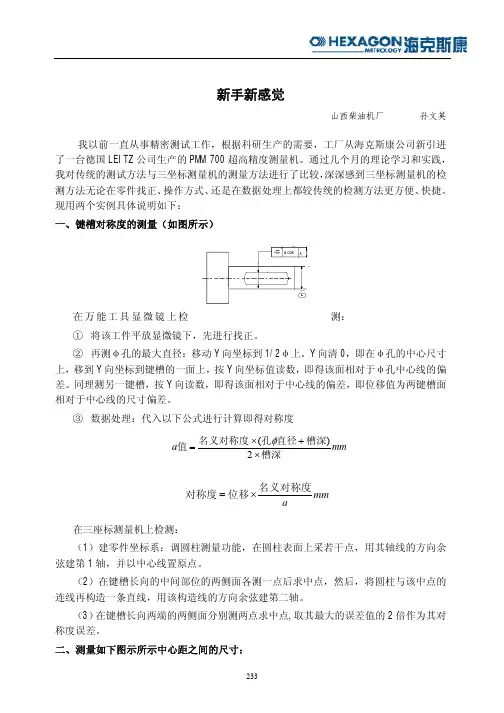
现用两个实例具体说明如下:一、键槽对称度的测量(如图所示)在万能工具显微镜上检测: ① 将该工件平放显微镜下,先进行找正。
② 再测φ孔的最大直径:移动Y 向坐标到1/2φ上。
Y 向清0,即在φ孔的中心尺寸上,移到Y 向坐标到键槽的一面上,按Y 向坐标值读数,即得该面相对于φ孔中心线的偏差。
同理测另一键槽,按Y 向读数,即得该面相对于中心线的偏差,即位移值为两键槽面相对于中心线的尺寸偏差。
③ 数据处理:代入以下公式进行计算即得对称度在三座标测量机上检测:(1)建零件坐标系:调圆柱测量功能,在圆柱表面上采若干点,用其轴线的方向余弦建第1轴,并以中心线置原点。
(2)在键槽长向的中间部位的两侧面各测一点后求中点,然后,将圆柱与该中点的连线再构造一条直线,用该构造线的方向余弦建第二轴。
(3)在键槽长向两端的两侧面分别测两点求中点,取其最大的误差值的2倍作为其对称度误差。
二、测量如下图示所示中心距之间的尺寸:mm a 槽深槽深直径孔名义对称度值×+×=2)(φmm a名义对称度位移对称度×=在万能工具显微镜上时:①将该工件平放在万工显上,进行找正,先检测φ的直径值,将该值÷2,即(半径值),此时,移动X向坐标将数值对在φ/2上,将X向坐标值清零。
②移动X、Y坐标到一圆柱面上,用X向米字线对在该圆柱的一侧面上,按X向读数,同理,将X向米字线压在该圆柱的另一侧面上,X向读数,则φ孔到该圆柱的中心的距离计算如下:两圆柱侧面值相加/2。

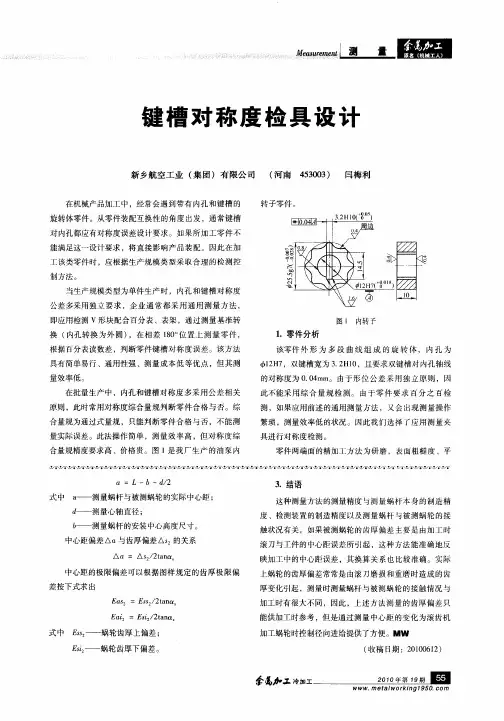
【doc】键槽对称度旳检测措施键槽对称度旳检测措施第24卷.2(总第122期)冶金设备管理与维修 ?问题研究?键槽对称度旳检测措施李晓楠(济钢机械设备制造企业济南250101) 摘要简介一种键槽对称度误差检测措施,其构思新奇,构造简朴,探作以便,经济实用,可大大提高键槽对称度误差旳检测效率,具有很好旳参照价值关键词键糟对称度定位块i引育在轴上加工键槽,对称度是一种重要旳质量指标,并且伴随生产旳发展对其规定越来越高.目前在生产过程中,尤其是在单件,小批量生产中,键槽对称度检测还没有一种能够真正推广旳专用工具.GB1958--8O《检测规定》:键槽对称度旳测量采用定位块,百分表,V形块来辅助测量,运用此措施在生产现场测量,操作过程复杂,工作效率低.机械设备制造企业是冶金机修企业,生产类型是单件小批量,在实际生产过程中.通过多次试验,发现用2种带有斜面旳定位块配合检测,既实用叉以便,并且效率较高2《检测规定》中旳检测过程及缺陷分析GB1958--80{(检测规定》中轴键槽对基准轴线旳对称度误差可按图1所示旳措施测量.工件旳被测键槽中心平面和基准轴线分别用定位块和V形块模拟体现.首先,转动 V形块上旳工件,以调整定位块测量面旳位置,使它沿工件径向与平板平行.然后,用百分表在工件键槽长度两端旳径向截面内分别测最从定位块P面至平板旳距离.从百分表得到示值H和H,将工件翻转180.,再在键槽长度两端旳径向截面内分别测量从定位块Q面至平板旳距离,从百分表得到示值日.和日.计算在键槽长度两端旳径向截面内各自2次测量旳示值差之半?】和?: Al=(日.口一日Iq)12z=(HbP一日bq)12代入下式求解轴键槽对称度误差值:,(?1一A2)+2A2t/(—t)栏目编辑:陈振华与管孔问旳问隙不超过1.7mm.管子旳2个胀接段装入管孔时,应能自由伸入,管子必须装入对旳,当发既有卡住,偏斜现象时,不得硬插,应取出矫正后方可继续插入.管端伸出管孔旳长度(S+2)mm,S为管端与管板之间旳距离.同一端伸出长度应一致(2)胀管胀接工作应由上而下进行:管子安装后应立即进行胀接.胀接应由中问向两边胀接,胀接管子旳次序宜采用反阶式.以防止胀管时其他管子旳胀口松弛.胀管过程中,应严防油水和灰尘等渗透胀接面问. ?管子旳胀管率应控制在l,1.9范围内,设备旳预定胀管率应根据状况确定.预定胀管率不适宜选择太高,应留有余地,在必要旳补胀后最终胀管率不超过1.9. 胀管率爿;(Dl—D2)/D×i00% 式中;日——胀管率/Dt——管子胀完后旳最终内径/mmIDz——管子胀至与管口间隙剐消失时旳内径/mm; D——胀管前管孔旳实际内径/ram施工人员在胀接最初几根管子时应注意检查,观测胀管措施和所选用旳胀管率与否恰当,必要时可对单根管子进行水压试验.胀管旳操作措施.固定胀管时,将管子与管孔问旳间一46一隙消除后.再继续扩大0.2,0.3mm.胀接过程中,先进行基准管旳胀接,然后按照先里后外,问接跳跃旳次序进行胀接,基准管确实定可采用沿管箱对角线,周围纵横中心线.横跨四面围旳等边三角形折线等形式.从而控制管板旳变形.6胀管质量旳检查(1)管子胀后应无裂纹,如有发既有较浅旳斑纹.可采用修刮措施清除(2)胀口内壁胀大部分过渡到未胀大部分应均匀而平滑.不得有切口和沟槽(3)胀口不得有扁挤和过胀现象.(4)通过严密性试验对胀口进行检查.在换管完毕后,壳程按照GB6222--86~工业企业煤气安全规程》旳规定,以0.035MPa(表压)空气进行气密性试验,试验时应缓慢升压.到达试验压力后,停止给气并停留 10min,然后在换热管与管板连接处涂肥皂水检查连接旳严密性,试验2h,换算同温度下容许每h平均泄漏率不不小于 1%,合格后.管程用0.625MPa(表压)进行水压试验.在试验压力下停留时间不少于20min,在试验过程中不得有渗漏和其他损坏现象为合格.采用上述技术更换旳换热管质量可靠,在使用过程中效果良好.10—24收稿) (—冶金设备管理与维修第24卷.2(总第122期) 式中:——轴旳直径;r——轴键槽旳深度.GB1958--8o~检测规定》中旳措施虽然只是针对单件小批量键槽旳检查,但不难看出,其操作过程繁琐,计算过程比较复杂,工作效率低.尤其在检测单件小批量键槽时, 因键槽宽度有一定公差,制作与键槽无间隙配合旳定位块或专用量规也很不经济.为此作者通过多次试验,对检测过程及定位块进行了改善.AIB图1键槽对称度测量措施示意l—V形块l2一定位块l3一工件3改善后检测过程分析首先,对检测过程进行简化.由上面旳分析可以看出: 《检测规定》中旳测量过程实质上就是测量键槽两侧面与轴中心旳距离,如图2所示分别为A和A:,又可看出B=D/2 一A.B2=D/2--A2.转换后来即为测量B和B2,而求此两值之差.测量曰.和B.尺寸措施如下:用一定位块无间隙地插入键槽,通过1个表架和1个百分表即可测量,如图2所示.测量一边后来,翻转工件再测量另一边,读取百分表旳差值n.然后用公式F=(h/G)a计算后即得键槽对称度误差值,.圈2改善后旳测量措施1一定位块4定位块改善及制作规定将定位块制作成如图3所示,其斜面(楔块)结合旳两部分,通过2楔块旳错开来对应不一样键槽旳宽度尺寸. 定位块具有如下规定;(1)定位块选用45号钢,进行淬火处理HRC45~5O. (2)楔块斜面倾斜度选择为不不小于14,这样在楔块压入后可以自锁,防止在测量过程中因翻转而自已松动,导致测量误差.23拆去夹板图3定位块制作夹板;3一楔块I4一螺孔 1一螺钉;2--(3)加工后旳定位块旳2楔块沿斜面方向平行错开后, 两工作面旳平行度误差不不小于0.01ram,工作面及结合面旳表面粗糙度为Ra0.8m.(4)一般键槽宽度旳公差等级为9级.其公差值还是比较大旳.为了保证测量时装入楔块后易于压紧,定位块厚度旳基本尺寸(即2楔块完全重叠时)为键槽宽度上偏差值, 且公差为正公差.定位块旳长度与键槽长度相对应. (5)定位块两端面设计有2夹板,保证楔块沿斜面方向平行移动.防止因错开而产生两工作面旳平行度误差. 此外,定位块旳斜面和两工作面要防止磕碰和锈蚀.测量表架底面旳平面度不不小于0.01ram.粗糙度为Ra0.8m. 以保证表架与定位块良好旳接触.5该种检测对称度措施之特点采用此措施测量键槽对称度,测量误差旳产生重要与定位块旳制作质量有直接关系,同步在测量时,若2楔块压入键槽不紧而松动,使得两工作面不平行也将带来测量误差.假如定位块符合图纸规定,测量误差不不小于0.02ram. 再换算成键槽对称度,其不不小于0.004ram,能满足测量精度旳规定.在键槽长向测量时,同样采用此定位块来辅助测量,最后取2种测量中旳较大值作为键槽对称度误差. 对于轮毂对称度旳测量,也可以同样制作出对应尺寸和形状旳定位块来辅助测量,用公式,=h/(D+^)lB一 I计算得截面对称度差值.6小结采用此种测量措施,能保证测量精度规定,对每种宽度尺寸旳键槽制作1套定位块就可以测量,制导致本低,操作简便,大大提高了工作效率.(--12--09收稿) 一47—。
孔键槽对称度误差检测方法的选用及设计发布时间:2021-01-28T11:04:47.670Z 来源:《科学与技术》2020年28期作者:刘光丽[导读] 在机械加工过程中,时常有键槽和孔或轴配合的旋转体零件。
刘光丽南京高欣水务有限公司江苏南京 210000摘要:在机械加工过程中,时常有键槽和孔或轴配合的旋转体零件。
从零件装配互换性角度来看,一般情况下,内孔或轴与键槽之间会有对称度误差设计要求。
如果加工尺寸不能满足设计要求时,将会影响到装配时卡滞,装不起去等问题。
因此,在加工零件的过程中,应根据生产需求及规模采取有效快速的检测方法。
关键词:键槽、对称度、检测、内孔文献标识码:B(综述为A)文章编号:Selection and Design of Symmetry Error Detection Method for Hole Keyways Liu GuangliNanjing Gaoxin Water Service Co., Ltd. Abstract:In the machining process, there will always be some rotating body parts which should match with shafts or inner holes and keyways. In terms of assembly interchangeability of these parts, in general, shafts or inner holes and keyways should have corresponding symmetry error design requirements. If the processing size cannot meet the design requirements, the assembly will be affected due to blocking, mismatch and other problems etc. Therefore, in the process of processing parts, effective and rapid detection methods should be adopted according to the production needs and scale. Key Words: Keyways, Symmetry, Detection, Inner Holes Document Code: B (A for Summary) Document No.1.引言对称度误差是形位误差项目之一,对有对称度要求的轴或内孔和键槽的配合面进行测量,是判定零件合格的一项重要指标,对提高产品的精度有帮助。
键槽对称度的定义和检测随着科技的进步和发展,计算机在我们的日常生活中扮演着越来越重要的角色。
键盘作为计算机输入设备之一,其性能的好坏直接影响到我们的输入效率和体验。
而键槽对称度作为键盘的一个重要指标,也越来越受到人们的关注。
本文将从键槽对称度的定义、检测方法等方面进行探讨。
一、键槽对称度的定义键槽对称度是指键盘上每个按键的键槽的左右对称程度,即键槽左右两侧的宽度是否相等、深度是否相等。
键槽对称度越高,按键的触感越好,使用起来也更加舒适。
二、键槽对称度的检测方法1. 直观检测法这种方法是最为简单的一种检测方法,只需要用肉眼观察键槽的左右对称程度即可。
具体操作方法为:将键盘放在一个平整的桌面上,用直线工具或尺子将键槽的左右两侧分别测量,比较它们的宽度和深度是否相等。
如果两侧的宽度和深度相等,则键槽对称度较高;反之,键槽对称度较低。
这种方法虽然简单,但是容易出现误差,因此需要多次测量并取平均值。
2. 数字检测法数字检测法是一种比较精确的检测方法,它可以测量键槽的精确宽度和深度,从而得出键槽对称度的值。
具体操作方法为:使用数字卡尺或数字测量仪器对键槽的左右两侧进行测量,将测量结果输入计算机,通过计算得出键槽对称度的值。
这种方法比较精确,可以有效避免误差,但是需要专业的测量仪器和计算机软件。
三、影响键槽对称度的因素1. 制造工艺键盘的制造工艺是影响键槽对称度的最主要因素之一。
优质的键盘制造商通常会在制造过程中采用精细的加工工艺,从而保证键槽的对称度。
而低质量的键盘制造商则往往会在制造过程中采用低成本的加工方式,从而导致键槽对称度不佳。
2. 材料质量键盘的材料质量也会影响键槽对称度。
优质的键盘通常采用高品质的材料制造,从而保证键槽的对称度。
而低质量的键盘则往往采用劣质的材料,从而导致键槽对称度不佳。
3. 使用环境键盘的使用环境也会影响键槽对称度。
如果键盘长期处于潮湿、高温、低温等环境中,就会导致键槽变形、扭曲等问题,从而影响键槽对称度。
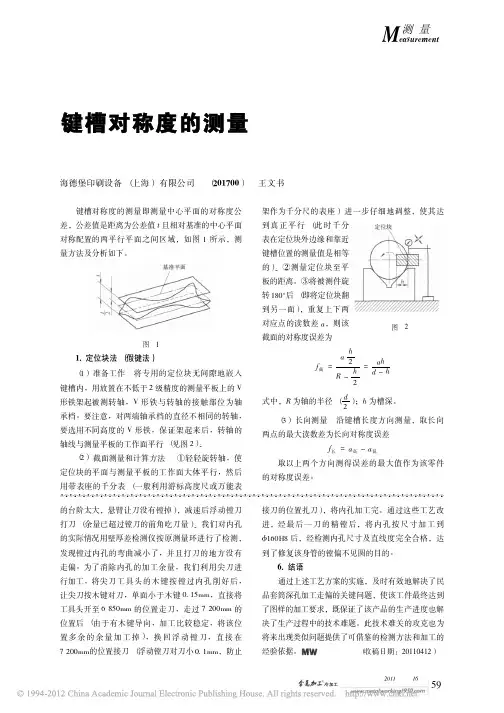
平键键槽对称度的测量王国扬【摘要】@@键槽的位置公差,主要是指轴槽的实际中心平面相对于基准轴线的对称度误差,它是横向截面上和轴向截面上对称度误差的综合结果。
如图1所示,其对称度公差应按GB1184-80选取。
rn 然而,普通平键键槽对称度的测量方法很不统一。
应用较多的一种方法,是在键槽的全长上测得各个横剖面上的对称度误差,取其最大值作为该键槽的对称度误差值,如图2所示。
rn 值得注意的是,横剖面上键槽的对称度误差值,是键槽两侧的对称线到圆心的垂直距离Δ′。
这种测量方法的依据是,因为对于一个横剖面来说,圆柱面基准的轴心线变为了一个点(即圆心),图2所示的正是这种测量方法。
rn 而因键槽加工在外圆、内孔等圆柱(圆锥)面上,似可认为它没有基准对称平面,实际键槽在加工时,以校正轴心线平行和找正中心位置进行切削,故外圆上平行于轴心线的一条母线(键槽理想中心线)用半径与轴心线连成的一个平面就是基准对称平面。
如果刀具的走刀中心在轴的横剖面上向着圆心(即与半径重合),轴向平行于轴心线,那么槽的两侧便均布在基准平面两侧合乎对称的理想位置,但由于零件校正的误差、机床误差以及刀具切削受阻等,使加工出的键槽产生了偏离,这种偏离一般均应认为纵、横两向对基面的歪斜,而不应只理解为对基面的平移。
如图3所示,是加工出的键槽在横剖面上偏离的几种情况。
【期刊名称】《计量技术》【年(卷),期】2001(000)001【总页数】2页(P25-26)【关键词】平键;键槽;对称度测量;位置公差;对称度误差【作者】王国扬【作者单位】南京豪辛柯机械制造有限公司,【正文语种】中文【中图分类】工业技术∥ 少、以饥心 (b) 图 3 特例也有。
一块 2 1 6 0 线的光学度盘出现了中周期误差 3 6 0 个(接近2” )。
怎么六十进制分度的圆刻机刻划六十进制的度盘会出现中周期误差呢?探其原因,只能把中周期误差的细节测量出来分析。
用每分钟 2 0 转的慢速去测,中周期误差的细节展示出来( 图4) ,每个中周期内含有 6 根线的误差。
新手新感觉山西柴油机厂 孙文英我以前一直从事精密测试工作,根据科研生产的需要,工厂从海克斯康公司新引进了一台德国LEITZ 公司生产的PMM 700超高精度测量机。
通过几个月的理论学习和实践,我对传统的测试方法与三坐标测量机的测量方法进行了比较,深深感到三坐标测量机的检测方法无论在零件找正、操作方式、还是在数据处理上都较传统的检测方法更方便、快捷。
现用两个实例具体说明如下:一、键槽对称度的测量(如图所示)在万能工具显微镜上检测: ① 将该工件平放显微镜下,先进行找正。
② 再测φ孔的最大直径:移动Y 向坐标到1/2φ上。
Y 向清0,即在φ孔的中心尺寸上,移到Y 向坐标到键槽的一面上,按Y 向坐标值读数,即得该面相对于φ孔中心线的偏差。
同理测另一键槽,按Y 向读数,即得该面相对于中心线的偏差,即位移值为两键槽面相对于中心线的尺寸偏差。
③ 数据处理:代入以下公式进行计算即得对称度在三座标测量机上检测:(1)建零件坐标系:调圆柱测量功能,在圆柱表面上采若干点,用其轴线的方向余弦建第1轴,并以中心线置原点。
(2)在键槽长向的中间部位的两侧面各测一点后求中点,然后,将圆柱与该中点的连线再构造一条直线,用该构造线的方向余弦建第二轴。
(3)在键槽长向两端的两侧面分别测两点求中点,取其最大的误差值的2倍作为其对称度误差。
二、测量如下图示所示中心距之间的尺寸:mm a 槽深槽深直径孔名义对称度值×+×=2)(φmm a名义对称度位移对称度×=在万能工具显微镜上时:①将该工件平放在万工显上,进行找正,先检测φ的直径值,将该值÷2,即(半径值),此时,移动X向坐标将数值对在φ/2上,将X向坐标值清零。
②移动X、Y坐标到一圆柱面上,用X向米字线对在该圆柱的一侧面上,按X向读数,同理,将X向米字线压在该圆柱的另一侧面上,X向读数,则φ孔到该圆柱的中心的距离计算如下:两圆柱侧面值相加/2。
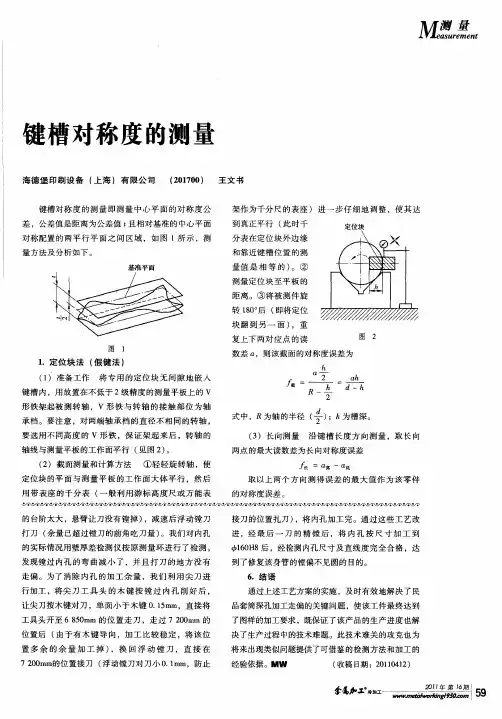
机械工业标准化与质量2014.3总第490期在机械装配传动中键与键槽配合的结构使用较为广泛,键槽的加工质量直接影响着装配质量,特别是对称度的超差,常常引起不能装配的故障。
轴、孔键槽加工精度十分重要,尤其是轴键槽对称度、键槽宽度的精度测量,会直接影响键联接装配后的技术性能。
目前,轴键槽对称度测量方法主要用V 形铁、平板、百分表以及表座测量,这种方法称为“打表法”。
该方法操作不便,测量繁琐,可靠性差。
生产车间加工现场对键槽的测量一般用键槽塞规或游标卡尺两种方法。
这两种测量方法都不能满足精度较高键槽精密测量的要求;对于精度较高的键槽加工,现场检测手段无法满足要求。
而且有部分人员对键槽对称度的概念理解存在误区。
本文将对键槽对称度的概念进行阐述,并介绍一种方便的键槽对称度测量方法。
键槽对称度公差的定义:键槽的中心面必须位于距离为公差值的两平行平面之间,该两平面对称配置在通过基准轴线的辅助平面两侧。
所以键槽对称度误差不仅仅是如图1所示的f 截、f 长,它有一个确定的公差带。
如何确定误差带的宽度,下面以轴键槽为例,说明对称度误差的计算方法。
如果键槽铣刀旋转中心与工件水平基准轴线正交,且走刀方向与基准轴线垂直方向重合,则加工出的键槽对称度为零。
但是,由于零件校正误差、机床误差以及铣刀切削的阻力等,使加工出的键槽产生了偏离。
这种偏离应为键槽纵横向的歪斜,而不应只理解为对基面的平移。
(1)长度方向对称度误差f 长键槽铣刀旋转中心偏离工件基准轴线,走刀方向也不与轴线平行,如图2所示,检测时是在键槽的全长上测得各个横截面上的对称度误差,取其最大值作为键槽的对称度误差。
借助标准圆柱测量键槽对称度的方法广州威而信精密仪器有限公司□刘兴富摘要针对键槽对称度测量的要求,笔者提出一种简便、实用的轴键槽对称度测量方法,即借用标准圆柱辅助测量,间接获得键槽对称度的方法。
关键词轴键槽对称度标准圆柱辅助测量方法f 截f 长图1A0.03A28J Z校正被测线Δ′图2研讨园地Field of Discussion39只要分别测出横截面的最大测量截面内的距离差之半值和Δ1、Δ2,就可计算出该零件的对称度误差。