用外径千分尺测量轴类零件(2003版)
- 格式:ppt
- 大小:53.36 MB
- 文档页数:34
实训二、外径千分尺测量轴径1、实训目的了解外径千分尺的构造,掌握使用其测量轴径的原理和方法,并能进行实际操作测量。
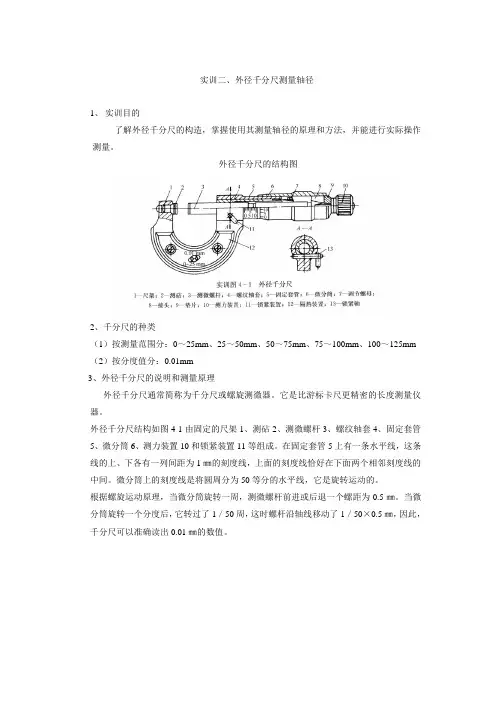
-外径千分尺的结构图2、千分尺的种类(1)按测量范围分:0~25mm、25~50mm、50~75mm、75~100mm、100~125mm (2)按分度值分:0.01mm3、外径千分尺的说明和测量原理外径千分尺通常简称为千分尺或螺旋测微器。
它是比游标卡尺更精密的长度测量仪器。
外径千分尺结构如图4-1由固定的尺架1、测砧2、测微螺杆3、螺纹轴套4、固定套管5、微分筒6、测力装置10和锁紧装置11等组成。
在固定套管5上有一条水平线,这条线的上、下各有一列间距为1㎜的刻度线,上面的刻度线恰好在下面两个相邻刻度线的中间。
微分筒上的刻度线是将圆周分为50等分的水平线,它是旋转运动的。
根据螺旋运动原理,当微分筒旋转一周,测微螺杆前进或后退一个螺距为0.5㎜。
当微分筒旋转一个分度后,它转过了1/50周,这时螺杆沿轴线移动了1/50×0.5㎜,因此,千分尺可以准确读出0.01㎜的数值。
4、千分尺使用步骤(1)擦干净零件被测表面和千分尺的测量面;(2)校对外径千分尺的零位,转动千分尺使两测砧接触,看微分筒的零线与固定套筒的零线是否重合,如不重合就要用专用扳手进行调整,直到读数准确为止。
(3)根据零件的图纸标注要求,选择合适规格的千分尺;(4)如果测量外圆,应在圆柱体不同截面、不同方向测量3—5点,记下读数;若测量长度,可沿圆周位置测量几点,记录读数;(5)剔除粗大误差的实测值后,将其余数据取平均值并和图纸要求比较,判断其合格性。
(6)外径千分尺可以估读到0.001毫米5、使用外径千分尺注意事项(1)微分筒和测力装置在转动时不能过分用力;(2)当转动微分筒带动活动测头接近被测工件时,一定要改用测力装置旋转接触被测工件,不能直接旋转微分筒测量工件;(3)当活动测头与固定测头卡住被测工件或锁住锁紧装置时,不能强行转动微分筒;(4)测量时,应手握隔热装置,尽量减少手和千分尺金属部分接触;(5)外径千分尺使用完毕,应用布擦干净,在固定测头和活动测头的测量面间留隙,放入盒中。
第一章测试1.禁止把工具、夹具或工件放在车床床身上和主轴变速箱上。
()A:对B:错答案:A2.切削用量三要素包括()A:切削厚度,切削宽度及进给量B:切削速度,切削厚度及进给量C:切削速度,切削宽度及进给量D:切削速度,背吃刀量及进给量答案:D3.外径千分尺,游标卡尺,使用时及使用后应尽量避免强磁场,以免量具被磁化,从而影响(精度)。
()A:错B:对答案:B4.工具箱内摆放整齐,上面不得放置杂物。
外部要擦拭干净,不得有铁屑,油灰等污垢。
()A:错B:对答案:B5.每周清洁窗户、柜顶、等不常触及的部位。
()A:错B:对答案:B第二章测试1.通过切削刃上选定点,并与该点切削速度方向垂直的平面叫()。
A:切削平面B:正交平面C:基面答案:C2.通过切削刃上选定点与切削刃相切并垂直于基面的平面叫()。
A:基面B:切削平面C:正弯平面答案:B3.通过切削刃上选定点同时垂直于基面和切削平面的平面叫()。
A:基面B:正交平面C:切削平面答案:B4.当刀具刀尖位于主切削刃上最高点时,刃倾角()零度。
A:大于B:等于C:小于答案:A5.精车要求较高,工序较多的轴类零件,中心孔应选用()型。
A:CB:AC:BD:R答案:C第三章测试1.车削时为降低表面粗糙度,可采用()方法进行改善。
A:增大进给量B:增大刀尖圆弧半径C:增大副偏角D:增大主偏角答案:B2.外圆粗车刀的刃倾角一般取负值,以()。
A:增加刀头强度B:有利于断屑C:增加刀刃强度D:减小表面粗糙度答案:C3.在车外圆的操作步骤中,对保证零件尺寸精度最关键的步骤是()。
A:试切测量B:横向进刀C:测量毛坯答案:A4.车外圆时,背吃刀量等于待加工表面与已加工表面的垂直距离。
()A:对B:错答案:A5.车外圆是横向进给运动,车端面、切断是纵向进给运动。
()A:错B:对答案:A第四章测试1.精车台阶,将度偏刀的实际主偏角安装成大于90度,其目的是()。
A:安装方便B:保证台阶平面与工件轴线垂直C:增大背吃刀量D:减小刀尖压力答案:B2.车台阶用的车刀一般是()。

实验(实训)轴类零件的测绘
一、实验(实训)目的:
1、掌握外径千分尺的工作原理
2、掌握外径千分尺的正确使用方法
3、掌握外径千分尺的读数原理
二、实验(实训)内容:
1、测量各部位的实际尺寸
2、正确处理轴径测量数据
3、标注各部位的实际尺寸
三、实验(实训)要求:
1、标注尺寸处不得有涂改现象
2、测微类量具的维护
3、根据测量数据,用正确方法标注在图中
四、实验(实训)学时: 4学时
五、实验(实训)步骤:
1、擦净被测零件
2、校对“零”位
3、测量并记录数据
4、测量结束,将量具复位
5、完成实训内容实训报告并标注尺寸
六、实验报告
班级姓名学号被测件编号
注:H用有外径千分尺测量L用游标卡尺测量
实训日期评价教师签名。
外径千分尺读数
当机械加工中要求高精度时,测量轴类零件的直径或长度往往需要使用到千分尺进行测量。
而外径千分尺读数又是其中一项必要的操作,只有正确读取千分尺的读数,才能得到准确的测量结果。
下面介绍如何正确读取外径千分尺读数,以及注意事项和测量时需要注意的细节:
一、正确读取外径千分尺读数的方法
1. 先读整数部分:这是千分尺的最外圈的刻度线上的数字,直接读取即可。
2. 读小数部分:小数部分要读取的是千分尺上最内圈游标所指向的刻度线。
3. 加上整数和小数部分,即为外径千分尺的读数。
例如,我们所读取到的外径千分尺的读数为1.231,即表示测量物品的直径为1毫米加上231微米。
二、外径千分尺读数的注意事项
1. 千分尺的读数应是一个稳定的数字,在读数的时候,应尽可能避免购物千分尺发生晃动,以保证精度。
2. 千分尺的刻度线间距一般为0.01毫米,所以在读数的时候需要特别注意小数部分的准确度。
3. 千分尺在使用前要先校准,以确保准确可靠。
三、外径千分尺读数的测量细节
1. 测量时,应先将千分尺有规律地安装在待测零件上,然后进行调整使之紧密贴合,以确保精度。
2. 在量取时,应首先读取刻度尺的整数位,并在读取之前测量物品的直径,以便获得较准确的数字。
3. 在读取小数位时,应谨慎操作,防止读数过程中发生误差和失准。
在实际的工作中,外径千分尺是十分常见的一种测量工具,如果不正确地读取外径千分尺读数,就会对加工品质产生极大的影响。
因此,在使用外径千分尺时,我们需要遵循正确的读数方法,注意千分尺的注意事项,并在测量时严格遵循每一个细节,以确保测量结果的准确可靠。
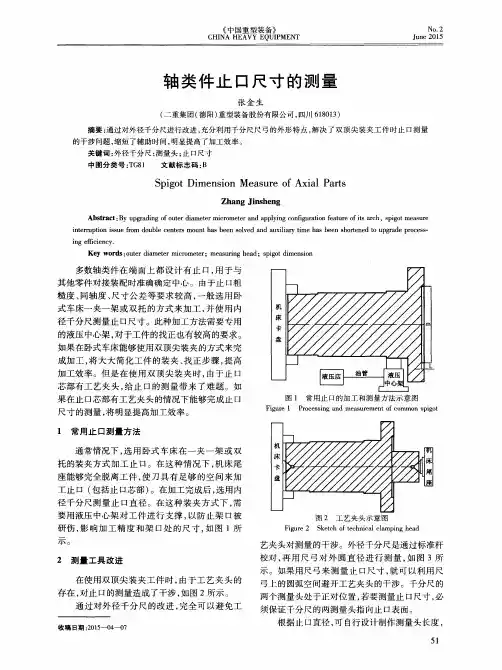
详解轴类零件的尺寸测量方法摘要:机械行业中,轴类零件是最常用的零件之一,应用于各种运动场合,一般常用通用量具如游标卡尺、千分尺等来测量轴类零件尺寸。
看似简单的测量方法里,包含着如尺寸公差知识、常用量具读数原理、测量技术原理、数据计算等多学科知识,测量前,应先进行测量工具和测量方法的选择,测量时,应保持被测部位和量具清洁,保障测量表面的接触紧实,保证刻度读数的准确,测量完毕后,依据图纸或设计要求要对被测数据进行分析和处理,得出后续处理方案。
关键词:尺寸测量;读数方法;测量误差;数据处理机械行业中,几乎所有运动机构都需要进行动力的转换和传输,在传输过程中一个重要的部件就是传动轴,它可以起到支撑、传动、传递转矩等作用,轴的尺寸精度是衡量其是否合格的首要条件,因此,本论文就来探讨典型轴类零件的尺寸测量方法。
在进行测量之前要学习一些相关的基础知识,如掌握尺寸公差的基础知识、测量技术基本原理、常用测量工具的读数原理。
还要了解一些技能知识,如能够计算零件尺寸的极限偏差值和标准偏差,会查询标准公差数值表等。
通用量具的具体读数方法是:①游标卡尺的读数方法是在主尺上读出副尺零线以左的刻度值,找到副尺上与主尺刻线对齐的格数,乘以精度0.02mm,最后两数相加得出测量值。
②千分尺的读数方法:先读取固定套筒左边露出的刻度值,再以固定套筒基准线读取微分套筒上的刻度,最后将两数值相加,即为测量值。
图1掌握了基本的读数方法后,就要对图纸进行分析,对以上图纸分析结果如下:1.根据传动轴在实际中的使用要求,分析图纸不同部位的尺寸公差,找出一般尺寸(公差带≧0.02)和重要关键尺寸(公差带<0.02,小数点后3位数值)。
2.依据分析结果,选择合适的测量工具,一般尺寸选用游标卡尺,重要尺寸选择外径千分尺进行测量。
用游标卡尺测量图纸中一般尺寸,主要包括长度尺寸、非配合尺寸和轴肩部位尺寸,测量步骤:①将卡尺的外侧量爪擦拭干净,将两量爪紧密贴合,检查有无缝隙,且主尺和游标尺的零位刻度相互对齐,俗称零位校准②将测量部位用棉布擦拭干净③测量时,右手握住尺身,大拇指移动游标尺,左手拿住传动轴,使被测部位在两外测量爪之间,当与量爪紧密相贴时,即可读数④为获得较正确的测量结果,应在轴的同一截面的不同方向进行多次测量,一般3~5次。


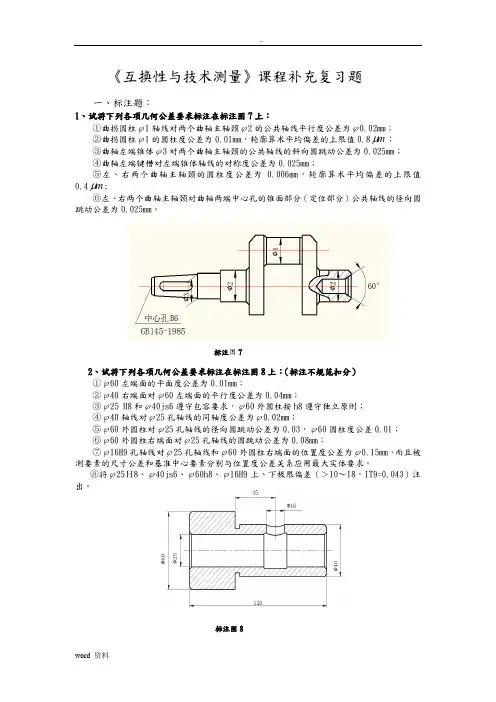
《互换性与技术测量》课程补充复习题一、标注题:1、试将下列各项几何公差要求标注在标注图7上:①曲拐圆柱φ1轴线对两个曲轴主轴颈φ2的公共轴线平行度公差为φ;μ;②曲拐圆柱φ1的圆柱度公差为,轮廓算术平均偏差的上限值m③曲轴左端锥体φ3对两个曲轴主轴颈的公共轴线的斜向圆跳动公差为;④曲轴左端键槽对左端锥体轴线的对称度公差为;μ;⑤左、右两个曲轴主轴颈的圆柱度公差为,轮廓算术平均偏差的上限值m⑥左、右两个曲轴主轴颈对曲轴两端中心孔的锥面部分(定位部分)公共轴线的径向圆跳动公差为。
标注图72、试将下列各项几何公差要求标注在标注图8上:(标注不规范扣分)①φ60左端面的平面度公差为;②φ40右端面对φ60左端面的平行度公差为;③φ25 H8和φ40js6遵守包容要求,φ60外圆柱按h8遵守独立原则;④φ40轴线对φ25孔轴线的同轴度公差为φ;⑤φ60外圆柱对φ25孔轴线的径向圆跳动公差为,φ60圆柱度公差;⑥φ60外圆柱右端面对φ25孔轴线的圆跳动公差为;⑦φ16H9孔轴线对φ25孔轴线和φ60外圆柱右端面的位置度公差为φ,而且被测要素的尺寸公差和基准中心要素分别与位置度公差关系应用最大实体要求。
⑧将φ25H8、φ40js6、φ60h8、φ16H9上、下极限偏差(>10~18,IT9=)注出。
标注图83、试将下列各项形位公差要求标注在标注图9上:① φ轴线对φ22轴线的同轴度公差为φ;被测要素遵守最大实体要求。
② φ10轴线对ф22轴线的同轴度公差为φ;被测要素遵守最大实体要求。
③ φ10公差带f7,标出极限偏差,它遵守包容要求。
圆柱面的圆柱度公差为。
④ φ为基准轴,公差等级10,注出极限偏差。
⑤ φ22圆度误差不大于。
⑥ φ22左、右两端面对φ22轴线的圆跳动误差不大于。
⑦ φ圆柱面最大轮廓高度不超过m μ,φ22圆柱表面的轮廓算术平均偏差上限值m μ,φ22圆柱两端面的轮廓算术平均偏差上限值m μ,下限值m μ。
零件测量与质量控制技术三年制中职数控专业学生72 (包括选学8)本课程是中等职业学校数控专业核心技术课。
学习该课程的目的是使学生掌握零件测量和产品质量控制的基本方法和技能。
了解公差配合基本知识和最新的国家标准。
熟练掌握通用量具和测量仪器的基本原理和使用方法,会根据不同的精度要求选择适合的量具和仪器。
掌握形位误差和表面粗糙度的检测工艺。
能胜任产品质量检测或者生产加工岗位工作,为企业培养实用技术人材。
职业能力目标:1.掌握质量、互换性、标准化等概念;2.会使用常用测量工具;3.会检测零件的线性尺寸、形位误差、罗纹、表面粗糙度;4.会控制零件加工过程的质量;5.了解现代精密测量仪器及技术。
本课程针对中等职业学校学生的实际情况,贯彻“基于工作过程”的设计思路,坚持理实一体化的教学理念,注重学生质量意识、质量检测技能与职业素质的培养,将岗位素质教育和技能培养有机地结合起来。
教学中,既可作为一门专业课程单列教授,也可将课程中的项目活动穿插到其他课程项目中教学,具有很强的实用性与灵便性。
模块与课时项目走进零件测量零件线性尺寸的轴套零件的检测长度的测量24教学项目一项目二任务一任务一测量项目三零件形位误差的测量项目四项目五检测项目六罗纹的测量典型零件的综合零件的质量控制*项目七零件的精密测量任务二任务三任务四任务一任务二任务三的测量轴径的测量孔径的测量锥度的测量识读形位公差直线度误差的测量圆度误差、圆柱度误差任务四平行度误差、平面度误差的测量任务五垂直度误差、位置度误差的测量任务六同轴度误差、径向圆跳动误差和端面圆跳动误差的测量任务一任务二任务一任务二任务三任务一任务二任务一件任务二测量三角形罗纹测量梯形罗纹轴套类零件的综合检测盘类零件的综合检测箱体类零件的综合检测工序能力控制图用三坐标测量机测量零用表面粗糙度仪测量零件表面粗糙度任务三用立式光学比较仪测量轴径合计444444444443334442272【学习目标】(1)对零件测量有感性认识(2)了解互换性、极限尺寸、偏差及公差,会计算极限尺寸并能知道零件尺寸的合格范围(3)会识读图样上形位公差和表面粗糙度代号(4)掌握测量基本理论及常用量具常识(5)了解常用的表面粗糙度测量方法,掌握比较法检测零件表面粗糙度任务轴套零件的检测【相关知识】(1)测量的概念、互换性的概念、极限尺寸、偏差及公差的概念(2)测量的种类,主动测量与被动测量(3)形位公差、表面粗糙度的识读(4)表面粗糙度的检测方法(5)量具常识【学习目标】(1)能根据零件尺寸要求,制定合理的测量方案(2)能测量零件各种线性尺寸,作出尺寸合格性判断(3)会保养各类测量用具,养成良好的职业习惯【相关知识】(1)零件图上长度尺寸的识读(2)使用钢直尺、游标卡尺及外径千分尺测量长度的方法(3)长度测量数据的采集与处理(4)长度尺寸合格性的判断(5)钢直尺、游标卡尺与外径千分尺的维护与保养方法活动一用钢直尺测量长度活动二用游标卡尺测量长度活动三用外径千分尺测量长度【知识拓展】其他长度测量技术深度游标卡尺、高度游标卡尺、量块、塞尺【相关知识】(1)零件图上轴径尺寸的识读(2)使用游标卡尺及外径千分尺测量轴径的方法(3)轴径测量数据的采集与处理(4)轴径尺寸合格性的判断活动一用游标卡尺测量轴径活动二用外径千分尺测量轴径【知识拓展】其他外径测量技术杠杆千分尺、尖头千分尺、卡规【相关知识】(1)零件图上孔径尺寸的识读(2)使用游标卡尺、内径千分尺与内径量表测量孔径的方法(3)孔径测量数据的采集与处理(4)孔径尺寸合格性的判断活动一用游标卡尺测量孔径活动二用内测千分尺测量孔径活动三用内径量表测量孔径【知识拓展】其他孔径测量技术内径千分尺、塞规【相关知识】(1)零件图上锥度、角度尺寸的识读(2)使用万能角度尺、正弦规测量锥度的方法(3)锥度测量数据的采集与处理(4)锥度尺寸合格性的判断(5)角度样板、锥度量规、万用角度尺、正弦规的使用活动一活动二活动三活动四用角度样板检测角度用万能角度尺测量角度用锥度量规检查零件锥度用正弦规检测锥度【知识拓展】其他定角度量具90°角尺、角度量块【学习目标】(1)能正确识读形位公差带代号并理解形位公差的含义(2)会选择检测形位误差的工具、量具,并正确测量零件的形位误差(3)能正确处理零件形位误差的检测数据(4)能对零件形位误差检测结果作出正确评估(5)会正确使用与保养工具、量具【相关知识】(1)形位公差与形位误差的概念和区别(2)零件的几何要素(3)形位公差项目和符号【相关知识】(1)直线度的含义、符号及应用范围(2)百分表的工作原理与操作方法(3)直线度误差的测量原理与方法(4)测量结果的数据处理(5)测量仪器的维护与保养活动一打表法测量直线度误差活动二水平仪测量直线度误差【相关知识】(1)能识读圆度、圆柱度符号(2)会测量圆度误差、圆柱度误差(3)会选择测量工、量具及其保养(4)能对检测结果进行数据处理并能评定零件的圆度或者圆柱度是否合格活动一两点法测量圆度误差活动二三点法测量圆度误差活动三圆柱度误差的测量【相关知识】(1)平行度的含义、符号及应用范围(2)平行度公差的类型(3)平行度误差、平面度误差的测量原理与方法(4)测量结果的数据处理(5)测量仪器的维护与保养活动一线对线测量平行度误差活动二线对面测量平行度误差活动三面对面测量平行度误差活动四测量平面度误差【知识拓展】透光法测量平面度误差【相关知识】(1)垂直度、位置度的含义、符号及应用范围(2)会测量垂直度、位置度的误差(3)心轴的使用(4)测量结果的数据处理(5)测量仪器的维护与保养活动一面对线测量垂直度误差活动二线对线测量垂直度误差【知识拓展】线对面、面对面的垂直度误差测量方法活动三测量位置度误差【相关知识】(1)同轴度、径向圆跳动和端面圆跳动的含义、符号及应用范围(2)同轴度误差、径向圆跳动误差和端面圆跳动误差常用测量工具的选择(3)轴类、套类零件同轴度误差、径向圆跳动误差和端面圆跳动误差的测量原理与方法(4)编写测量与误差分析报告(5)测量仪器的维护与保养活动一测量同轴度误差活动二测量径向圆跳动误差活动三测量端面圆跳动误差【学习目标】(1)能读懂零件图上各种罗纹的标记(2)会查表确定罗纹中径公差(3)会用通止规检测三角形罗纹(4)会用罗纹千分尺测量三角形罗纹(5)会用三针测量法测量三角形罗纹(6)会用三针测量法测量梯形罗纹【相关知识】(1)三角形罗纹标记识读(2)三角形罗纹常用测量器具的认识(4)罗纹千分尺测量三角形罗纹的方法(5)三针法测量三角形罗纹的方法(6)常用三角形罗纹测量器具的保养活动一活动二活动三用通止规检测三角形罗纹用三针法测量三角形罗纹用罗纹千分尺测量三角形罗纹【相关知识】(1)梯形罗纹标记识读三针法测量梯形罗纹(2)梯形罗纹中径的计算方法(3)用三针法测量梯形罗纹的方法(4)梯形罗纹测量器具的保养【学习目标】(1)会正确的阅读、分析零件图(2)会正确选择测量零件的工具、量具(3)会独立检测零件的质量(4)会填写零件的检测报告【学习目标】(1)树立生产过程中的质量意识及工作专注精神(2)了解通过采集数据绘制直方图的方法(3)会计算生产过程的工序能力指数并判断工序能力(4)会使用控制图判断生产过程的稳定性【相关知识】(1)采集测量数据、绘制直方图(2)计算标准偏差的方法(3)计算工序能力指数的方法(4)判断工序能力大小的方法活动一活动二活动三制作直方图分析直方图工序能力指数计算与工序能力判断【相关知识】(1)采集控制图数据方法(2)控制界限的计算及控制图的绘制方法(3)控制图的判断方法(4)质量失控原因的分析并改善活动一绘制控制图活动二分析控制图【学习目标】(1)了解现代精密测量技术的现状及发展(2)了解常用现代精密测量仪器的工作原理及运用领域(3)了解如何用三坐标测量机测量零件(4)了解用表面粗糙度仪测量零件表面粗糙度【相关知识】三坐标测量机的使用与保养【相关知识】(1)了解表面粗糙度的测量方法(2)了解便携式表面粗糙度测量仪的使用与保养【相关知识】(1)了解用相对测量法测量线性尺寸的原理(2)了解光学比较仪的结构并熟悉它们的使用方法(3)熟悉量块的使用与维护方法。
外径千分尺的的使用方法,外径千分尺的读数方法,外径千分尺方法的操作方法外径千分尺的的使用方法,外径千分尺的读数方法,外径千分尺方法的操作方法应用螺旋测微原理制成的量具,称为螺旋测微量具。
它们的测量精度比游标卡尺高,并且测量比较灵活,因此,当加工精度要求较高时多被应用。
常用的螺旋读数量具有千分尺和千分尺。
千分尺的读数值为0.01mm,千分尺的读数值为0.001mm。
工厂习惯上把千分尺和千分尺统称为千分尺或分厘卡。
目前车间里大量用的是读数值为0.01mm的千分尺,现介绍这种千分尺为主,并适当介绍千分尺的使用知识千分尺的种类很多,机械加工车间常用的有:外径千分尺、内径千分尺、深度千分尺以及螺纹千分尺和公法线千分尺等,并分别测量或检验零件的外径、内径、深度、厚度以及螺纹的中径和齿轮的公法线长度等。
一外径千分尺的结构各种千分尺的结构大同小异,常用外径千分尺是用以测量或检验零件的外径、凸肩厚度以及板厚或壁厚等(测量孔壁厚度的千分尺,其量面呈球弧形)。
千分尺由尺架、测微头、测力装置和制动器等组成。
图3―1是测量范围为0~25mm的外径千分尺。
尺架1的一端装着固定测砧2,另一端装着测微头。
固定测砧和测微螺杆的测量面上都镶有硬质合金,以提高测量面的使用寿命。
尺架的两侧面覆盖着绝热板12,使用千分尺时,手拿在绝热板上,防止人体的热量影响千分尺的测量精度。
图3-1 0~25mm外径千分尺1-尺架;2-固定测砧;3-测微螺杆;4-螺纹轴套;5-固定刻度套筒;6-微分筒;7-调节螺母;8-接头;9-垫片;10-测力装置;11-锁紧螺钉;12-绝热板。
1 千分尺的测微头图3―1中的3~9是千分尺的测微头部分。
带有刻度的固定刻度套筒5用螺钉固定在螺纹轴套4上,而螺纹轴套又与尺架紧配结合成一体。
在固定套筒5的外面有一带刻度的活动微分筒6,它用锥孔通过接头8的外圆锥面再与测微螺杆3相连。
测微螺杆3的一端是测量杆,并与螺纹轴套上的内孔定心间隙配合;中间是精度很高的外螺纹,与螺纹轴套4上的内螺纹精密配合,可使测微螺杆自如旋转而其间隙极小;测微螺杆另一端的外圆锥与内圆锥接头8的内圆锥相配,并通过顶端的内螺纹与测力装置10连接。