PCB微切片制作及缺点判读简介
- 格式:ppt
- 大小:3.05 MB
- 文档页数:26
微切片制作与分析报告经过一段时间对微对片的制作与分析观察,从中收获很多.微切片是我们用于分析问题﹑认证问题和解决问题的一个重要手段和工具.尤其对我们制程工程师来说,对于问题的分析确认和以及条件变更,起着相当重要的作用.因此,对于我们制程工程师来说,学会制作分析微切片是我们的一项基本技能。
微切片的制作标准是﹔抛光完美﹑织纹清晰可见﹐无明显刮痕。
按照一般的流程﹐要想制作一个好的微切片﹐主要分为以下几个步骤﹒1﹒取样把样品从板内或测试coupon上取下﹒公司化验室有两种用于提取样品的机台一种是切割机﹐主要用于切割较薄的板子﹐或是板边取样另一种是捞床﹐主要用于捞取较厚的板子﹐或离板边较远处取样﹒2﹒烘烤(1).热应力切片必须经过121℃-149℃烘烤至少6小时.(2).烘烤后将样品放入干燥器内的陶瓷板上冷却至室温.3﹒热应力试验(1).样品从干燥器中取出后涂上助焊剂.(2).热应力条件依客户规格4. 灌胶灌胶的目的是为了固定试片﹐方便研磨.(1)将样品用适当溶剂清洗干净.(2)将切下的样本放置压克力中﹒然后将固化剂和树脂粉混合均匀后倒入模子中﹐烘烤加速硬化或在常温下使溶剂挥发硬化起到固定样品的作用﹒在该步骤中﹐注意在灌胶前需要将试样放正﹐胶要调得黏稠适度﹐太稀会影响胶凝固的时间﹐太浓胶不易灌到孔内﹐且容易产生气泡另外要注意的是要尽量减少灌胶时产生的气泡胶﹒5﹒研磨研磨是在高速转盘上利用砂纸的切削力﹐将样本磨至我们所需要观察的地方﹒这是制作一个好的微切片的关键步骤﹐是制作微切片技术的精华所在﹐往往一个微切片制作的好坏在很大程度上就取决于研磨过程质量的好坏﹒(1).用180#,1200#,2400#砂纸磨到孔中心.(2).用4000#砂纸去除切片表面刮痕,使之光滑平整.研磨的要点是:对孔壁而言其截面必须落在孔心平面之附近,必须要两壁平行﹐必须要消除大多数砂痕﹒6﹒抛光为了便于观察﹐我们将微切片研磨后还要经过几个动作﹐来加以保证微切片的制作质量﹒(1)抛光时应加0.3um氧化铝膏作抛光助剂.(2)抛光时要不断改变方向,使之产生均匀的抛光效果直至刮痕完全消除,切片表面光亮如镜.一般抛光1~3min.7﹒微蚀(1)用微蚀液在切片表面擦约2~3秒,使电镀界面显现,必要时重新微蚀2~3秒.(2)用清水或纯水将微蚀液冲掉后吹干.备注:两种典型微蚀液NH4.H2O,H2O2微蚀液K2Cr2O7微蚀液8﹒判读(1)在放大100X明视下观察并判读所有要求之内容.(2)除非另有说明,一般以放大200X为最终判定倍数经过上面几个步骤﹐一个切片的制作就基本完成了﹐下面我就KS组常用到的一些微切片作一个基本介绍﹒1﹒孔未堵满孔未堵满也是KE站内常见的不良之一﹒对于内层的堵孔﹐如果孔未堵满﹐在后续制程中易残留药水﹐从而产生重大的报废等不良后果﹒而对于外层堵孔﹐如果未堵满容易产生孔发黄﹐出现假性露铜的不良﹐客户也是不能接受的当然﹐不同的客户对孔未堵满各有不同的管控标准﹐如果在客户标准范围内的孔未堵满﹐还是可以接受的﹒究其原因﹐常见的有﹔(1)网版未对准(2)印刷时油墨有气泡(3)刮刀压力不足﹒(4)油墨粘度不够(5)研磨过度(6)底座粘板﹒2.油墨起泡油墨起泡是KE站主要不良之一,其主要原因及对策有如下几点油墨厚度是KE印刷时经常提到的一个控制参数﹒如果控制不好﹐会对产品质量产生较大的影响﹒按照IPC规范﹐拒焊油墨厚度的规格为﹔(1)原板厚度﹔>=0﹒4mil;(2)拐角厚度﹔>=0﹒2mil (3)线路和铜面厚度﹔>=0﹒2mil﹒导电油墨的规格是﹔基材厚度﹔0﹒6~2﹒0mil拐角厚度﹔0﹒2~2﹒0mil铜面厚度﹔0﹒4~2﹒0mil﹒油墨太薄﹐则影响线路的阻抗﹐外观等﹒而且易引起油墨起泡等不良﹐进而造成板子报废等后果﹒油墨太厚﹐同样会影响线路的阻抗﹐而且对生产成本也会有较大的影响﹒就本站来说﹐影响油墨厚度的原因﹐常见的有﹔(1)网版目数(2)网版间距(3)刮刀压力(4)刮刀角度(5)刮刀厚度(6)印刷速度(7)印刷次数(8)油墨粘度等﹒。
微切片制作(一)一、概述电路板品质的好坏、问题的发生与解决、制程改进的评估,在都需要微切片做为客观检查、研究与判断的根据(Microsectioning此字才是名词,一般人常说的Microsection是动词,当成名词并不正确)。
微切片做的好不好真不真,与研判的正确与否大有关系焉。
一般生产线为监视(Monitoring)制程的变异,或出货时之品质保证,常需制作多量的切片。
次等常规作品多半是在匆忙几经验不足情况下所赶出来的,故顶多只能看到真相的七、八成而已。
甚至更多缺乏正确指导与客观比较不足下,连一半的实情都看不到。
其等含糊不清的影像中,到底能看出什么来?这样的切片又有什么意义?若只是为了应付公事当然不在话下。
然而若确想改善品质彻底找出症结解决问题者,则必须仔细做好切取、研磨、抛光及微蚀,甚至摄影等功夫,才会有清晰可看的微切片画面,也才不致误导误判。
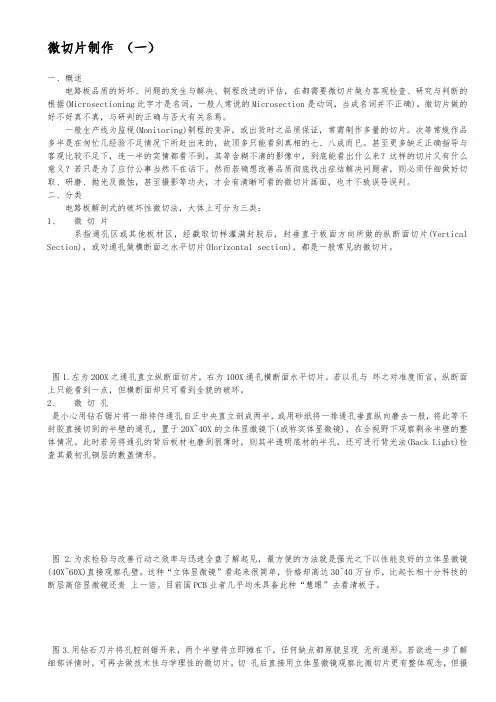
二、分类电路板解剖式的破坏性微切法,大体上可分为三类:1、微切片系指通孔区或其他板材区,经截取切样灌满封胶后,封垂直于板面方向所做的纵断面切片(Vertical Section),或对通孔做横断面之水平切片(Horizontal section),都是一般常见的微切片。
图1.左为200X之通孔直立纵断面切片,右为100X通孔横断面水平切片。
若以孔与环之对准度而言,纵断面上只能看到一点,但横断面却只可看到全貌的破环。
2、微切孔是小心用钻石锯片将一排待件通孔自正中央直立剖成两半,或用砂纸将一排通孔垂直纵向磨去一般,将此等不封胶直接切到的半壁的通孔,置于20X~40X的立体显微镜下(或称实体显微镜),在全视野下观察剩余半壁的整体情况。
此时若另将通孔的背后板材也磨到很薄时,则其半透明底材的半孔,还可进行背光法(Back Light)检查其最初孔铜层的敷盖情形。
图 2.为求检验与改善行动之效率与迅速全盘了解起见,最方便的方法就是强光之下以性能良好的立体显微镜(40X~60X)直接观察孔壁。
浅析PCB线路各种缺陷及切片观察PCB线路是电子产品中非常重要的组成部分,它连接了各个电子元件,传递电信号和电能。
然而,在PCB线路制造过程中,往往会出现各种缺陷,这些缺陷会影响电路的性能,甚至导致故障。
本文将对几种常见的PCB线路缺陷进行浅析,并介绍如何通过切片观察来判断线路的质量。
1.走线缺陷:走线缺陷是指PCB线路板上电信号走线存在问题。
常见的走线缺陷包括走线间距不合适、走线过窄、走线断裂等。
这些问题都会导致电路的可靠性降低,信号传输效果不理想。
可以通过切片观察走线的质量以及是否存在缺陷。
2.焊盘缺陷:焊盘是连接电子元件和PCB线路板的关键部分,它们直接影响元件和线路板之间的连接质量。
常见的焊盘缺陷包括焊盘孔径不合适、焊盘冷焊、焊盘开裂等。
通过切片观察焊盘的质量,可以判断焊盘是否存在缺陷,并及时采取措施修复。
3.绝缘层缺陷:绝缘层是PCB线路板上各个线路之间的隔离层,防止线路之间短路发生。
绝缘层缺陷可能导致线路之间的电路短路,造成电路故障。
通过切片观察绝缘层的厚度、均匀性,以及是否存在气泡、裂纹等缺陷,可以判断绝缘层的质量。
4.阻抗不匹配:PCB线路上的信号传输需要符合一定的阻抗匹配要求,以保证信号传输的质量。
当连接线路的阻抗不匹配时,会引起信号反射、衰减等问题。
切片观察可以通过测量线路的宽度和距离来判断阻抗是否匹配。
在切片观察PCB线路时,可以使用显微镜等仪器来观察和测试PCB线路的质量。
首先,将PCB线路切片,然后使用显微镜观察切片的表面和内部结构。
可以通过观察线路的走向、良好的焊接、焊盘是否光滑、绝缘层是否均匀、阻抗是否匹配等来判断线路的质量。
总而言之,PCB线路在制造过程中可能会出现各种缺陷,这些缺陷会影响电路的性能和可靠性。
通过切片观察可以及早发现并解决这些问题,提高PCB线路的质量和可靠性。
切片制作及分析切片(Mircosection)分析是PCB行業中最基礎也是最重要的分析方法之一﹐通常被用作品質判定和品質異常分析。
對於外層品質或者外觀不良,我們可以通過AOI或者目檢進行判定;但對於壓合後的內層或者孔的品質確認,則須要通過切片進行分析判定。
因此﹐制作出好的切片對於產品品質判定和分析是非常重要的。
通過這段時間的學習﹐我已經熟練掌握了切片的制作﹐也學會了通過切片進行品質判定和對不良的原因作出初步分析。
一、切片分類:1.縱切片:沿垂直於板面的方向切開,研磨並觀察剖面狀況的切片稱為縱切片。
通常用來觀察孔在鍍銅後的品質、疊構以及內部結合面的狀況,如孔銅厚度確認,物性確認,有無內斷、內連異常等品質問題。
除此以外,像電鍍下陷、銅顆粒等不良我們也會做縱切片加以分析。
縱切片也是我們切片分析中最常用的方式。
2.水平切片:水平切片是順著板子疊合方向一層層向下研磨,用來觀察每一層面的狀況。
通常用來輔助縱切片進行品質異常的分析判定,如內連異常,我們可以在縱切片的基礎上加做水平切片觀察內連異常的范圍;此外,還可以用來確認內O內S等。
二、切片的制作步驟﹕1.取樣:取樣是指將板子上需要分析確認的部分切割下來。
取樣時首先要確認好切片位置:如確認孔銅厚度,通常選擇密集最小孔取樣;如果是確認物性,則通常選擇密集孔區域取樣,取樣大小為5cm*5cm;若是確認品質問題,則取樣位置為出現品質異常的區域。
選定好取樣位置後,先用小撈機撈下略大的一塊,再用切割機切成剛好可以放入壓克力模的大小。
待觀察區域應与切片邊緣相距2mm左右﹐過大則研磨費時﹔過小則切割時的應力容易導致孔壁失真﹒如果是確認物性,則應該在做完熱應力後再用切割機切成小塊。
2.灌膠:灌膠的目的是利用樹脂的固化使切片緊固于壓克力模中,以便于研磨,并且將孔內填滿以防止出現研磨時孔銅翹起而造成的失真。
灌膠前,要保証切片垂直并緊貼于壓克力中,以保証切片的美觀並便于研磨。
配膠時應把握好樹脂粉與固化劑的用量,以免造成浪費。
电路板之微切片与切孔1.概述电路板品质的好坏,问题的发生与解决,制程改进的情况,在在都需要微切片(microsectioning)做为观察研究与判断的根据,微切片做的好不好,真不真与讨论研判的正确与否大有关系在焉。
一般生产线为品质监视(monitoring)或出货时品管为求品质的保证等所做的多量切片,因系在匆忙及经验不足情况下所赶出的,故至多只能看到真相的六、七成而已,有的在缺乏指导及比较情况下,甚至连一半的实情都看不到,在一片模糊及含混的影像下,能看出什么来?这样的切片有什么意义?若只是为了应付公事当然不在话下,若的确想要做好品质及彻底找出问题解决问题,则必须仔细做切、磨、抛及咬等功夫才会有清晰可看的微切片,不致造成误判。
2.分类电路板的解剖式破坏性切片法大体上可分为三类:(1) 一般切片(正式名称为微切片)可对通孔区及板面其它区域灌满封胶后做了垂直切片(Vertical S ection),也可对通孔做水平切片(Horizontal Section)是一般常见的做法。
(见杂志NO:4 P37,附图见后)(2) 切孔是小心用钻石锯片将一排通孔自正中央切成两半,或用砂纸将一排通孔磨去一半,将切半不封胶的通孔置于20x-40x的立体显微镜(或称实体显微镜)下观察半个孔壁的全部情况。
此时若也将通孔的后背再磨的很薄时,则底材将呈透明状,可进行背光法(Back light)检查孔铜层敷盖的情形。
(3) 斜切片(45°或30°)可对多层板面区或通孔区做层次间45°的斜切,然后以实体显微镜观察45°切面上导体间的情形。
3.制作技巧除第二类切孔法是用以观察半个孔壁的原状表面情况外,其余第一及第三类都需最后的仔细抛光,才能看到各种真实的情况,此点为切片的成败关键,此点至为重要不可掉以轻心。
以下为制作过程的重点。
3.1取样:以特殊的切模自板上任何处取样或用剪床剪样,注意不可太逼近孔边,以防造成通孔受拉力而变形,也应注意取样的方法,最好先切剪下来,再用钻石锯片切下所要的切样,减少机械应力的后患。
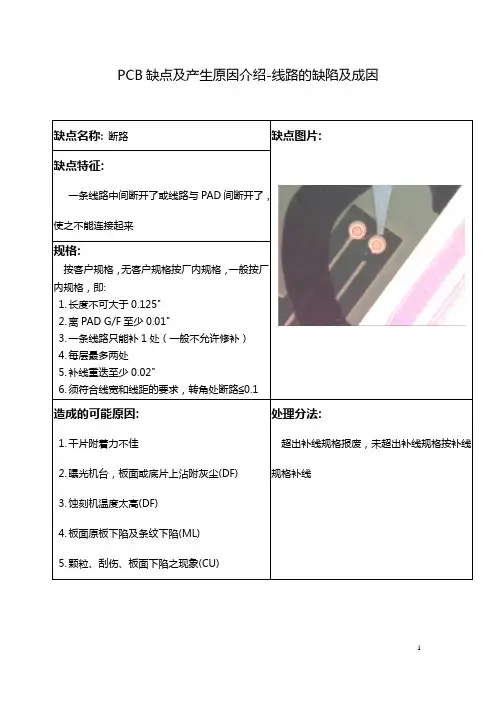
PCB缺点及产生原因介绍-线路的缺陷及成因缺点名称:断路缺点图片:缺点特征:一条线路中间断开了或线路与PAD间断开了,使之不能连接起来规格:按客户规格,无客户规格按厂内规格,一般按厂内规格,即:1.长度不可大于0.125"2.离PAD G/F至少0.01"3.一条线路只能补1处(一般不允许修补)4.每层最多两处5.补线重迭至少0.02"6.须符合线宽和线距的要求,转角处断路≦0.1造成的可能原因:1.干片附着力不佳2.曝光机台,板面或底片上沾附灰尘(DF)3.蚀刻机温度太高(DF)4.板面原板下陷及条纹下陷(ML)5.颗粒、刮伤、板面下陷之现象(CU) 处理分法:超出补线规格报废,未超出补线规格按补线规格补线缺点名称:线路空洞缺点图片: 缺点特征:在线路中间少了一块铜,看去的颜色是绿色的规格:按客户规格,无客户规格按厂内规格,一般按厂内规格,即:1.不可缩减最小线宽的20% 可允收2.长度不可超出0.05"或线长的10%,两者取其小造成的可能原因:1.底片或曝光机台板面有灰尘或污点(DF)2.干片附着力不佳(DF) 处理分法:超出补线规格报废,未超出补线规格按补线规格补线缺点名称:曝光短路缺点图片: 缺点特征:规格:按客户规格,无客户规格按厂内规格,一般按厂内规格,即:1.位于线路密集处的铜渣,同时横跨4条线路,铜渣的最大宽度超过0.09"2.两条线路间的连续性短路或铜渣渗透在两条并行线路间,同时有连续的8点以上且最大宽度超过0.04"3.PAD与线路间短路按下列要求a.覆盖角度大于900报废b.最大宽度不可超过0.06"c.修补时不可使PAD边缘缺损20%以上4.刮撞伤短路:因刮撞伤导致短路者,连续性出现在4条线路之间需报废5.转角处短路:如短路点覆盖了转角超过0.04"则报废造成的可能原因:1.曝光区之膜材聚合程度不够2.间距超过制程能力3.曝光机抽真空程度不够4.曝光能量太强5.底片黑色部分遮光率不够6.底片刮伤处理分法:补线应符合线宽和线距的规格,面积小且未超出规格可用刮刀刮掉,面积大且超出规格就报废点名称:线路缺口缺点图片: 缺点特征:本来线宽是一样的,现在缺了一个口,另一边还是好的,只有一边下面的铜没有掉了规格:按客户规格,无客户规格按厂内规格,一般按厂内规格,即:1.不可缩减最小线宽的20% 可允收2.长度不可超出0.05"或线长的10%,两者取其小造成的可能原因:1.底片或曝光机台板面有灰尘或污点(DF)2.压膜时有气泡残留在板面(DF)3.压膜滚轮有凹洞(DF) 处理分法:超出补线规格报废,未超出补线规格按补线规格补线但补线须符合补线规格,超出补线规格的就报废缺点名称:线路下陷缺点图片: 缺点特征:本来一条线路的铜厚屋一样的,现在有一个地方铜厚变薄了,看去要绿一点的规格:按客户规格,无客户规格按厂内规格,一般按厂内规格,即:下陷不可大于线厚的30% 可允收造成的可能原因:1.排气不良2.压合程序错误3.压合时缺胶处理分法:超出补线规格报废,未超出补线规格按补线规格补线但补线须符合补线规格,超出补线规格的就报废缺点名称:线路露铜缺点图片: 缺点特征:线路上本来应有油墨盖住的,现在油墨没有了,露出铜的颜色规格:按客户规格,无客户规格按厂内规格,一般按厂内规格,即:1.长度不可超过20mil2.相临线路不允许3.每面不可超过10点造成的可能原因:1.刮伤(HANDLING不良)2.灰尘沾附于未干的油墨上处理分法:未超出规格可用绿笔补一下,超出规格用油墨补,超出补油墨规格就报废点名称:线路变细缺点图片: 缺点特征:一条线路本应一样的,现在有一个地方突然变细了规格:按客户规格,无客户规格按厂内规格,一般按厂内规格,即:1.不可缩减最小线宽的20% 可允收2.长度不可超出0.05"或线长的10%,两者取其小造成的可能原因:1.A/W线路制作太细2.铜厚不足3.机台卡板4.蚀刻药水比重太低5.蚀刻机速度太慢处理分法:未超出规格可以过,超出规格可以补线,超出补线规格报废缺点名称:线路沾锡缺点图片: 缺点特征:线路上本应有油墨盖住的,现在没有油墨沾上锡规格:按客户规格,无客户规格按厂内规格,一般按厂内规格,即:1.相临的线路不允许有沾锡现象2.长度不可超过20mil3.每面不可超过10点拒焊修补规格:1.修补区面积长度不可大于1",宽度不可大于0.06"2.拒焊空洞无露铜则不需修补3.C/S面修补不可多于5处,S/S面不可超过7处4.拒焊表面须平整、光滑5.拒焊上不可有任何种类的杂质6.拒焊表面须清洁、不可变色(水痕、轮纹、底片不洁)造成的可能原因:1.板面刮伤 a.风刀间距太进 b.板弯c.滚铜压伤或刮伤2.拒焊未盖满(SM)3.气泡(SM)4.刮伤(SM) 处理分法:未超出规格可用绿笔补一下,超出规格把锡刮掉补油墨,但补油墨需符合拒焊规格,若超出补油墨规格就报废点名称:线路沾金缺点图片: 缺点特征:线路本该是盖上油墨的,现在沾上金了规格:按客户规格,无客户规格按厂内规格,一般按厂内规格,即:1.相临的线路不允许有沾锡现象2.长度不可超过20mil3.每面不可超过10点造成的可能原因:1.油墨未盖满2.气泡3.刮伤露铜4.依SOP之清刷条件清刷处理分法:未超出规格可用绿笔补一下,超出规格可刮掉补油墨,但补油墨需符合拒焊规格,若超出补油墨规格就报废缺点名称:线路撞歪缺点图片: 缺点特征:一条线路本来是直的,但由于撞击使之变歪了规格:按客户规格,无客户规格按厂内规格,一般按厂内规格,即:不可缩减间距的50%造成的可能原因:1. 人为疏忽2. 设备刷磨过度3. 线细处理分法:未超出规格可以过,超出规格可以补线,超出补线规格报废缺点名称: AOI补线不良缺点图片: 缺点特征:如图所示规格:不允许造成的可能原因: 人为造成处理分法: 报废缺点名称:O/S补线不良缺点图片: 缺点特征:如图所示规格:不允许造成的可能原因: 人为造成处理分法: 报废点名称: AOI刮短路不良缺点图片: 缺点特征:本来两条线路之间是有间距的,没有铜的,而现在两条线路之间有铜造成Short,把多余的铜刮掉,在刮的过程中不小心刮到线路,造成报废,在AOI刮的就称之为AOI补线不良规格:不允许造成的可能原因:人为疏忽(Handling不良) 处理分法: 报废缺点名称:O/S刮短路不良缺点图片: 缺点特征:本来两条线路之间是有间距的,没有铜的,而现在两条线路之间有铜造成Short,把多余的铜刮掉,在刮的过程中不小心刮到线路,造成报废,在OS刮的就称之为OS补线不良规格:不允许造成的可能原因: 人为疏忽处理分法: 报废缺点名称:刮伤断路缺点图片: 缺点特征:由于刮伤造成的断路,在SM以后的断路的地方较粗糙规格:不允许造成的可能原因: 人为造成处理分法:未超出规格可以过,超出规格可以补线,超出补线规格报废缺点名称:颗粒断路缺点图片:缺点特征:一条线路中间断开了或线路与PAD间断开了,使之不能连接起来(它是由于颗粒造成的断路)规格:不允许造成的可能原因:1.干片附着力不佳2.曝光机台,板面或底片上沾附灰尘(DF)3.蚀刻机温度太高(DF)4.板面原板下陷及条纹下陷(ML)5.颗粒、刮伤、板面下陷之现象(CU) 处理分法:未超出规格可以过,超出规格可以补线,超出补线规格报废缺点名称:油墨下刮伤撞断缺点图片: 缺点特征:蚀刻好后,在印油墨之前由于刮伤造成断路规格:不允许造成的可能原因:人为疏忽(Handling不良) 处理分法:未超出规格可以过,超出规格可以补线,超出补线规格报废缺点名称:线路锯齿状缺点图片: 缺点特征:和线路缺口相似,只是它有很多缺口排在一条线路上,看上去像锯齿锯过一样规格:客户规格,无客户规格按厂内规格,一般按厂内规格,即:1.不可缩减最小线宽的20% 允收2.长度不可超过0.5"或线长的10%两者取其小造成的可能原因: 蚀刻过度造成处理分法:未超出规格可以过,超出规格报废。
PCB缺点及产生原因介绍-蚀刻等的缺陷及成因缺點名稱: 基準點脫落缺點圖片:缺點特征:本應有一個基準點來感應用的,現在基準點已經沒有了,露出原板規格:不允許造成的可能原因:1.未在底片上制做基準點2.尺寸不符規定太小3.顯影时不慎撞斷或刮傷4.銅厚不均5.蝕刻過度6.溫差太大7.應基準點位置較凸,經水平噴錫滾筒壓傷和脫落處理分法: 報廢缺點名稱:刮傷缺點圖片: 缺點特征:表面刮痕受損規格:按客戶規格,無客戶規格按廠內規格,即:1.每面不可超過5點2.刮傷長度不可大於2.5",寬度不可超過20mil3.不可超過板子長寬的1/2,取較小者4.刮傷不允許露銅、沾錫、沾金造成的可能原因:所有制程的人為疏忽造成處理分法:未超出規格可以直接過,超出規格可修補超出補油墨規格報廢缺點名稱:板折缺點圖片: 缺點特征:本來板子有可能由好幾個PCS組成,而現在由于人為因素不小心撇斷了,撇斷的邊上是很粗糙的規格:不允許造成的可能原因:所有制程的人為疏忽造成處理分法: 報廢缺點名稱:蝕刻過度缺點圖片: 缺點特征:本應該有銅的地方,現在沒有了或變薄規格:不允許造成的可能原因:1.銅厚不均2.蝕刻機速度太慢3.藥液溫度太高4.藥液濃度太高處理分法:如果在銅箔區域,有一點蝕刻過度可以過,但像PAD,線路上蝕刻過度就報廢缺點名稱:測試壓傷缺點圖片: 缺點特征:由於电测測試PIN或者异物等造成的壓傷規格:不允許造成的可能原因:測試針壓傷、彎曲沒彈性處理分法:輕微可過,嚴重報廢缺點名稱:沖床壓傷缺點圖片:缺點特征:板子會凹陷下去規格:不允許造成的可能原因:1.沖床的模具沒有清刷干淨處理分法:輕微可過,嚴重報廢缺點名稱:V-CUT至線路缺點圖片: 缺點特征:V-CUT CUT斜掉了,CUT到線路上,邊上露出銅的顏色規格:不允許造成的可能原因:1.人為疏忽2.設計錯誤3.尺寸设定错误處理分法: 報廢缺點名稱:未V-CUT 缺點圖片: 缺點特征:應V-CUT的地方沒有V-CUTV-CUT的地方本應凹陷下去的,現在兩面都是平的規格:不允許造成的可能原因: 人為疏忽處理分法:可以重新V-CUT缺點名稱:沖斜缺點圖片: 缺點特征:板子沖斜掉了,有可能會露出銅規格:不允許造成的可能原因:1.人為疏忽2.定位Pin針偏移3.机台不穩處理分法: 報廢缺點名稱:未撈完整缺點圖片: 缺點特征:本該撈的地方,它沒有撈掉還殘留在上面規格:不允許造成的可能原因:1.铣刀斷掉2.程式錯誤處理分法: 可以退回重撈缺點名稱:未沖完成正常缺點圖片:未沖缺點特征:该沖掉的,沒有沖掉規格:不允許造成的可能原因: 模具不锋利處理分法: 可以重沖缺點名稱:壓合氣泡缺點圖片: 缺點特征:如圖所示規格:不允許造成的可能原因: 疊合時內部有氣泡處理分法: 報廢缺點名稱:條紋下陷缺點圖片: 缺點特征:板面上一條一條的下陷規格:不允許造成的可能原因:1.排氣不良2.壓合程式錯誤3.壓合時缺膠處理分法:在大銅箔區或空曠區有一條小小的下陷,可以直接過,如整面性的就報廢缺點名稱:蛇紋下陷缺點圖片:缺點特征:像蛇一樣彎彎曲曲的凹下去的規格: 不允許造成的可能原因:1.排氣不良2.壓合程式錯誤3.壓合時缺膠處理分法:在大銅箔區可以接受,但線路下陷則不允許未超出補線規格補線,超出補線規格報廢缺點名稱:粉紅圈缺點圖片: 缺點特征:這邊上本來是黑黑的,現在這些黑黑的都沒有了,看去有點白白的,綠的,就是粉紅圈規格:按客戶規格,無客戶規格則按廠內規格,即:1.內層或內層細線路氧化所造成的粉紅圈,其受影響區域從PAD表面邊起不大於0.05"2.兩個以貫孔所發生之粉紅圈不可相連,重疊情形3.不可有裂縫,原板分離項象造成的可能原因:1.壓力過大造成過度流膠,使的板內膠量不足,不易對黑銅面進行徹底的潤濕而留下一些不良的空隙,給予酸液進攻的機會2.鑽孔時的高熱量對氧化銅與膠面結合不利,容易導致兩者分離3.DESMEAR藥水濃度或溫度太高處理分法:未超出規格可以過,超出規格報廢缺點名稱:除膠未淨缺點圖片: 缺點特征:本來看去是油墨的顏色,但現在看去有的膠的顏色(藍的),相當於油墨雜質規格:按客戶規格,無客戶規格則按廠內規格,即:油墨雜質最大不可大於0.05",不能橫跨兩條線路,每面不可超過3處,殘渣不允許造成的可能原因: 1.干膜去膜不彻底處理分法:未超出規格可以過,超出規格刮掉補油墨,但必符合補油墨規格,超出補油墨規格報廢缺點名稱:內層空洞缺點圖片: 缺點特征:在內層本應有銅的地方線在沒有銅了,如果大銅箔區我們就看不見,如在沒有銅的地就可以看到規格:不允許造成的可能原因: 1.蚀刻不良處理分法:輕微可過,嚴重報廢缺點名稱:壓合疊反正確缺點圖片:疊反缺點特征:疊反的比正常板要黑一點,要兩塊板子在一起才可能看出來,單獨一塊是檢不出來的,一般這樣的板子在電測可測出來,不會流到我們組規格:不允許造成的可能原因: 人為疏忽處理分法: 報廢缺點名稱:可撕膠印反正常缺點圖片:印反缺點特征:本來應印在C/S面的,現印在S/S 面,一般正確的話,PAD應是被藍膠蓋滿的,因可撕膠是客戶為了保護PAD用的,使一些不需焊錫性的PAD 經過錫爐不會上上錫所以當檢到一個PAD只蓋了一半後就提出來,可能就是印反的規格:不允許造成的可能原因: 人為疏忽處理分法: 可撕掉重印缺點名稱:殘留銅缺點圖片: 缺點特征:本來沒有銅的地方,它現在有銅殘留在上面,沒有蝕刻掉規格:按客戶規格,無客戶規格按廠內規格造成的可能原因:1.A/W板面或機台雜質2.環境處理分法:如在空礦區有一點殘留銅允許通過,但若在線路較多的地方有殘留銅造成Short,括掉有可能會把線路刮斷,所以可直接打報廢缺點名稱:電鍍銅脫落缺點圖片: 缺點特征:電鍍和化學銅分離開了規格:不允許造成的可能原因:1.有氧化有雜質2.銅與銅之間結合力不好處理分法: 報廢缺點名稱:鋼印報廢缺點圖片: 缺點特征:在板面上有個鋼印印在上面規格:不允許造成的可能原因: 人為處理分法: 報廢缺點名稱:銑孔錯誤缺點圖片: 缺點特征:本不該銑孔的地方它銑孔了規格:不允許造成的可能原因:1.銑位錯誤2.銑太深處理分法: 報廢缺點名稱:蝕刻不全缺點圖片: 缺點特征:本該蝕刻掉的銅,現在沒有蝕刻掉規格: 不允許造成的可能原因:1.銅厚不均2.顯影未淨3.曝光能量太強4.曝光機抽真空程式不均5.藥液濃度不足6.藥液濃度異常7.噴嘴堵塞8.板子重疊處理分法:輕微可過,嚴重報廢缺點名稱:黑化不良缺點圖片: 缺點特征:有一塊地方沒有黑化白白的,或者有一條白白的規格:按客戶規格,無客戶規格則按廠內規格,即:1.總面積不可超過板面的20%2.長度不可超過10mm缺點名稱:成型白邊缺點圖片: 缺點特征:一般在非貫孔的邊上,看去有點白白的規格:按客戶規格,無客戶規格則按廠內規格,即:1.出現粗工白邊,但尚未侵入超過2.54mm或造成的可能原因:1.機械加工不良2.切削速度过快;3.缺少精捞等;4.单次切削量过多;處理分法:未超出規格可以過,超出規格報廢。
pcb微切片制作与不良分析微切片制作(一)一、概述电路板品质的好坏、问题的发生与解决、制程改进的评估,在都需要微切片做为客观检查、研究与判断的根据(Microsectioning此字才是名词,一般人常说的Microsection是动词,当成名词并不正确)。
微切片做的好不好真不真,与研判的正确与否大有关系焉。
一般生产线为监视(Monitoring)制程的变异,或出货时之品质保证,常需制作多量的切片。
次等常规作品多半是在匆忙几经验不足情况下所赶出来的,故顶多只能看到真相的七、八成而已。
甚至更多缺乏正确指导与客观比较不足下,连一半的实情都看不到。
其等含糊不清的影像中,到底能看出什么来?这样的切片又有什么意义?若只是为了应付公事当然不在话下。
然而若确想改善品质彻底找出症结解决问题者,则必须仔细做好切取、研磨、抛光及微蚀,甚至摄影等功夫,才会有清晰可看的微切片画面,也才不致误导误判。
二、分类电路板解剖式的破坏性微切法,大体上可分为三类:1、微切片系指通孔区或其他板材区,经截取切样灌满封胶后,封垂直于板面方向所做的纵断面切片(Vertical Section),或对通孔做横断面之水平切片(Horizontal section),都是一般常见的微切片。
图1.左为200X之通孔直立纵断面切片,右为100X通孔横断面水平切片。
若以孔与环之对准度而言,纵断面上只能看到一点,但横断面却只可看到全貌的破环。
2、微切孔是小心用钻石锯片将一排待件通孔自正中央直立剖成两半,或用砂纸将一排通孔垂直纵向磨去一般,将此等不封胶直接切到的半壁的通孔,置于20X~40X的立体显微镜下(或称实体显微镜),在全视野下观察剩余半壁的整体情况。
此时若另将通孔的背后板材也磨到很薄时,则其半透明底材的半孔,还可进行背光法(Back Light)检查其最初孔铜层的敷盖情形。
图2.为求检验与改善行动之效率与迅速全盘了解起见,最方便的方法就是强光之下以性能良好的立体显微镜(40X~60X)直接观察孔壁。