华菱涟钢2250生产线工艺介绍
- 格式:ppt
- 大小:9.18 MB
- 文档页数:30
年产280万吨2250热轧带钢生产线设计毕业论文目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 热轧带钢概述 (1)1.2 热轧带钢技术要求 (2)1.3.应用性与先进行 (3)1.3.1 应用性 (3)1.3.2 先进性 (3)1.4现代热连轧机的发展趋势和特点 (4)1.5 本设计目的和意义 (5)第2章生产方案及大纲的制定 (6)2.1产品方案的编制 (6)2.1.1产品方案 (6)2.1.2 编制方案的原则及方法 (6)2.1.3 选择计算产品 (6)2.2 产品大纲 (7)2.2.1 钢种分布及生产能力 (7)2.2.2原料及产品规格 (7)2.3 生产方案 (8)2.3.1 选择生产方案依据 (9)2.3.2 制定生产方案 (9)第3章设计方案 (10)3.1 工艺方案的选择 (10)3.2 主机型式的选择 (12)3.3 轧机数量及相关设备的选择 (13)3.3.1 粗轧机组设备选择 (13)3.3.2 侧压设备的选择 (14)3.3.3精轧机组设备选择 (15)3.4加热炉的选择 (19)第4章生产设备及参数 (21)4.1工艺装备 (21)4.2 主要设备形式及主要技术参数 (22)4.2.1 加热炉 (22)4.2.2粗轧区设备 (22)4.2.3 精轧区设备 (28)4.2.4 卷取机区主要设备 (31)第5章生产工艺流程 (34)5.1生产工艺流程 (34)5.2 生产工艺流程框图 (36)5.3.1 坯料管理制度 (37)5.3.2 加热制度 (37)5.3.3 轧制制度 (39)5.3.4 冷却制度 (40)5.3.5卷曲制度 (41)5.4 车间自动化 (42)第6章轧制工艺参数设计 (45)6.1制定轧制制度的原则和要求 (45)6.1.1在保证设备能力允许的条件下尽量提高产量 (45)6.1.2 在保证操作稳便的条件下提高质量 (46)6.1.3 道次选择确定 (47)6.2 粗轧压下规程 (47)6.2.1 粗轧压下制度 (47)6.2.2粗轧速度制度 (48)6.2.3 粗轧温度制度 (50)6.3 精轧压下规程 (51)6.3.1 精轧压下制度 (51)6.3.2 精轧速度制度 (52)6.3.3 精轧轧制时间和周期的确定 (53)6.3.4 精轧温度制度 (55)6.4 轧制图表 (56)6.6 各道次变形抗力 (57)6.7 计算各道的传动力矩 (59)6.8 轧辊辊缝和转速的设定 (61)第7章电机轧辊的强度校核 (63)7.1静负荷图 (63)7.2 等效力矩计算及电动机的校核 (64)7.3 电动机功率的计算 (65)7.4 轧辊强度校核 (66)7.4.1 支承辊弯曲强度校核 (66)7.4.2 工作辊的扭转强度校核 (68)第8章轧钢机产量计算 (70)8.1 轧机小时产量计算 (70)8.2 轧机平均小时产量计算 (71)8.3.轧钢车间年产量计算 (71)第9章厚度控制方式 (73)9.1 预控AGC系统 (74)9.2间接测厚反馈闭环控制系统 (75)第10章辊型与板形控制 (76)10.1 板型控制理论 (76)10.2 板形设定模型 (78)10.3 影响辊缝形状的因素 (80)10.3.1 轧辊热膨胀对辊缝的影响 (80)10.3.2 轧辊的磨损对辊缝的影响 (81)10.3.3 原始辊型对辊缝的影响 (81)10.3.4 入口板凸度对辊缝的影响 (81)10.4 轧辊凸度计算 (82)10.5 轧辊的磨损的确定 (85)10.6 初始加工辊型确定 (86)10.7 静态凸度计算 (86)10.8 轧辊辊型设计 (87)10.9 弯辊装置 (87)10.9.1 弯曲工作辊 (87)10.9.2 弯曲支撑辊 (88)第11章车间平面设计 (89)11.1平面布置的原则 (89)11.2 金属流程线的确定 (89)11.3仓库面积的确定 (90)11.3.1确定仓库面积的原则 (90)11.3.2原料仓库面积的确定 (90)11.3.3成品仓库面积的确定 (90)第12章环境保护 (92)12.1环境保护概述 (92)12.2环境保护的容与对策 (92)12.2.1绿化 (92)12.2.2水质处理 (92)12.2.3噪音防治 (93)12.2.4大气污染的防治 (93)12.2.5有害废弃物的处理 (93)12.2.6车间的综合利用 (93)结论 (95)参考文献 (96)谢辞 (98)第1章绪论1.1 热轧带钢概述热轧宽带钢是国民经济的重要物资,是制造其他薄板类钢铁产品的重要原料, 主要作为冷轧板、焊管、冷弯或焊接型钢的原料或直接用于制作各种结构件、容器、汽车、造船、集装箱等。
●高炉炼铁高炉生产时从炉顶装入铁矿石、焦炭、造渣用熔剂(石灰石),从位于炉子下部沿炉周的风口吹入经预热的空气。
在高温下焦炭(有的高炉也喷吹煤粉、重油、天然气等辅助燃料)中的碳同鼓入空气中的氧燃烧生成的一氧化碳和氢气,在炉内上升过程中除去铁矿石中的氧,从而还原得到铁。
炼出的铁水从铁口放出。
铁矿石中未还原的杂质和石灰石等熔剂结合生成炉渣,从渣口排出。
产生的煤气从炉顶排出,经除尘后,作为热风炉、加热炉、焦炉、锅炉等的燃料。
高炉冶炼的主要产品是生铁,还有副产高炉渣和高炉煤气。
●转炉炼钢转炉炼钢(converter steelmaking)是以铁水、废钢、铁合金为主要原料,不借助外加能源,靠铁液本身的物理热和铁液组分间化学反应产生热量而在转炉中完成炼钢过程。
转炉按耐火材料分为酸性和碱性,按气体吹入炉内的部位有顶吹、底吹和侧吹;按气体种类为分空气转炉和氧气转炉。
碱性氧气顶吹和顶底复吹转炉由于其生产速度快、产量大,单炉产量高、成本低、投资少,为目前使用最普遍的炼钢设备。
转炉主要用于生产碳钢、合金钢及铜和镍的冶炼。
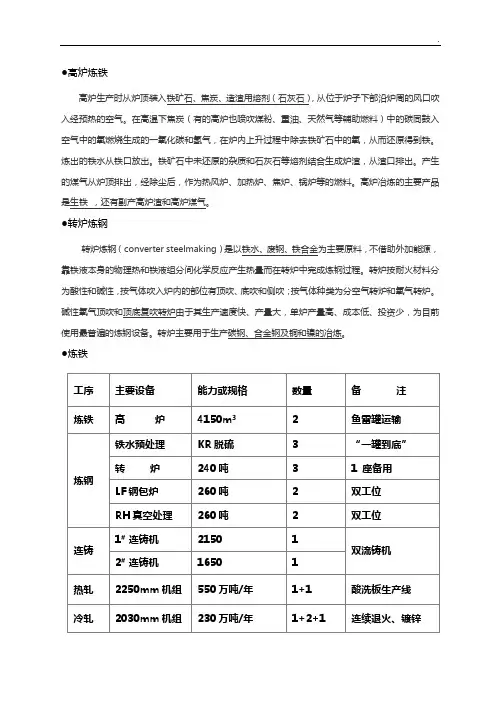
●炼铁2座4150 m3高炉,高炉利用系数2.2 t/m3.d卡鲁金顶燃式热风炉系统无钟炉顶装料系统【高炉利用系数是衡量高炉炼铁生产率的一项重要技术经济指标。
利用系数值越高,表示高炉生产率越高。
在中国以每立方米高炉有效容积1昼夜的合格生铁产量表示,计算式如下:利用系数=高炉日产量/高炉容积ηV=P/V式中ηV为高炉利用系数,t/(m3·d);P为高炉1昼夜生铁产量,t;V为高炉有效容积,m 。
d为1天】●铁水预处理3 套KR法脱硫装置[S ]含量≤50 ppm (ppm是浓度单位(百万分之一))如果ppm换算成百分号“%”为:1ppm=0.0001%【KR法最早是由日本1965年开发的,它是将浇注耐火材料并经过烘烤的十字形搅拌头,浸入铁水包熔池一定深度,利用在大型搅拌器激烈搅拌作用下产生的漩涡,使氧化钙或碳化钙基脱硫粉剂与铁水充分接触反应,达到脱硫目的。
涟钢科技与管理 2018年第1期·9·热处理双炉生产回火板的生产实践刘鹏晗(涟钢2250热轧板厂)摘 要 针对热处理现有产能不能满足市场需求的状况,本文从目前现有设备条件出发,在不增加投入的情况下,通过工艺优化、设备改进,实现了淬火炉改为回火炉,与现有的回火炉进行双炉生产回火板,大幅度提高了热处理线产能。
关键词 热处理 回火板 产能 工艺优化从2017年初起国内工程机械行业逐渐呈现爆发式的增长,公司接到的热处理产品订单也随之激增。
作为公司一条重要的高品质钢铁材料生产线,热处理产品订单的按期交付不仅是创造效益最大化的需要,更是关系着后续客户的合作。
本文在现有生产条件基础上,提出利用淬火炉改为回火炉进行回火生产,实现两座热处理炉同时进行回火的工艺,大幅度提高了热处理线产能,为国内主流工程机械制造商客户的产品需求提供了强有力的保障,也为进一步提高工程机械用钢市场占有率打下坚实的基础。
1 热处理线现有工艺条件涟钢2250热轧板板厂横切热处理车间热处理线目前有两座热处理炉。
1#热处理生产线为辐射管加热辊底式热处理炉+淬火机处理线,负责钢板的淬火、正火处理;2#热处理生产线为明火加热辊底式热处理炉处理线,负责钢板的回火处理。
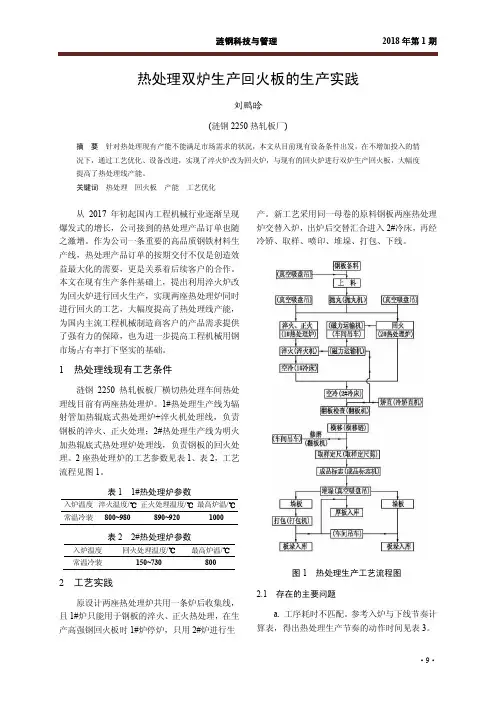
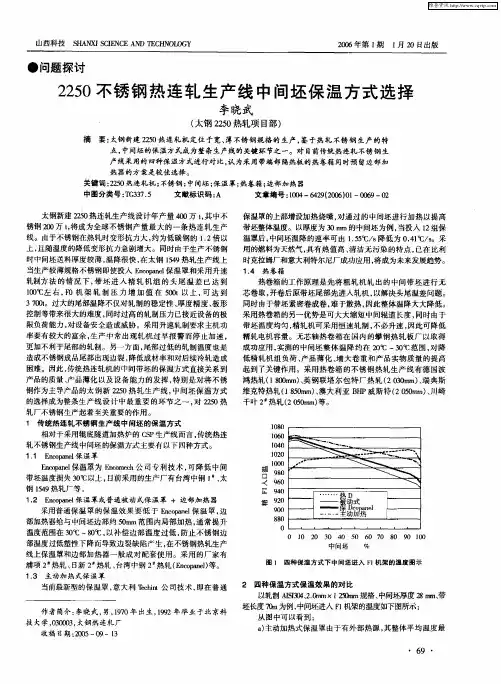
2座热处理炉的工艺参数见表1、表2,工艺流程见图1。
表1 1#热处理炉参数入炉温度 淬火温度/℃ 正火处理温度/℃ 最高炉温/℃常温冷装800~980890~9201000表2 2#热处理炉参数入炉温度 回火处理温度/℃最高炉温/℃常温冷装150~7308002 工艺实践原设计两座热处理炉共用一条炉后收集线,且1#炉只能用于钢板的淬火、正火热处理,在生产高强钢回火板时1#炉停炉,只用2#炉进行生产。
新工艺采用同一母卷的原料钢板两座热处理炉交替入炉,出炉后交替汇合进入2#冷床,再经冷矫、取样、喷印、堆垛、打包、下线。
图1 热处理生产工艺流程图2.1 存在的主要问题a. 工序耗时不匹配。

优化剪切系统在2250热轧厂的应用季宗晰王静宇(湖南华菱涟源钢铁集团有限公司2250热轧板厂,娄底 417009)摘要:主要介绍2250热轧优化剪切系统的成像系统和剪切系统。
成像系统主要由测宽和成像2部分组成,原理为通过测宽仪的扫描器产生带钢的边部位置数据计算产生出带钢的头尾形状,成像系统据此计算出最佳的优化剪切长度。
剪切系统主要由飞剪的和检测元件组成,对生产现场中的故障现象进行分析、总结,采取有效措施加以解决。
设备投运以来,成材率增加,经济效益显著。
关键词:2250热轧;优化剪切;成材率Application of Crop Optimization System in 2250mm Hot Rolling PlantJI Zong-Xi(2250mm Hot Rolling Plant of Hunan Valin lianyuan iron & steel Co, Ltd, Loudi417009.China)Abstract:This paper introduced the imaging and the crop shear of crop optimization system in hot rolling plant. The imaging system was mainly composed of two parts,which are the width measurement and the imaging system. The principle of it was to calculate the head and end shape of the strip according to the strip edge location data generated by the scanner of the width measuring instrument. The imaging system calculates the bestoptimized cut-length. The crop shear system mainly consists of the crop shear and detector. And the typical failure phenomenon on site and the causes was analyzed,as well as the effective measures were taken to solve these problems. Since the equipment has been put into operation,the yield of plates is improved and the significant economic benefit is achieved.Key words:2250mm hot rolling; crop optimization; rolling yield0 引言:涟钢2250热轧于2009年09月建成投产,主轧线从加拿大引进的带钢头尾优化剪切系统,该系统除了完成宽度测量功能外,还能够自动检测带钢头尾轮廓形状,计算最优的剪切长度,并对飞剪进行动态控制,达到较高的剪切精度。
2250步进式加热炉砌筑施工工艺单位:中国三冶集团有限公司工业炉工程公司作者:吴志敏吴长海田华中摘要:首钢京唐钢铁联合有限责任公司2250热轧步进式加热炉工程由北京首都钢铁设计院设计,是目前国内钢铁行业中最大的步进式加热炉炉型之一。
步进式加热炉施工难度大,大量采用不定型材料,如炉顶可塑料、炉墙和水梁为浇注料复合结构,除支模工程量大外,还需要制作大量异形钢模板和对拉螺栓等,施工工艺复杂。
浇注、捣打、砌筑、铺挂等施工工艺并存,除应配备相应的安装设备外,同时要求工人技术水平较高,才能确保施工质量达到设计及施工规范要求。
针对该炉型的特点,在施工过程中,我们采取了组合异形钢模具、炉墙支模采用对拉螺栓等一系列措施,并且措施材料还可多次周转利用,降低了施工成本,效果显著,我今后同类工程施工工艺的确定提供了一定的借鉴。
关键词:步进式加热炉,砌筑,施工1、炉型特点:该工程为四座加热炉,每座加热炉的额定能力为35t/h。
加热炉结构尺寸为长52.55m 宽12.188m,每座加热炉使用耐火材料2961t,炉本体大量采用不定型材料,如炉顶可塑料、炉墙和水梁为浇注料复合结构,除支模工程量大外,还需要制作大量异形钢模板和对拉螺栓等,施工工艺复杂。
浇注、捣打、砌筑、铺挂等施工工艺并存,除应配备相应的安装设备外,同时要求工人技术水平较高,才能确保施工质量达到设计及施工规范要求。
2、工艺原理:2.1炉底水梁施工支模采用我公司自行设计的组合异形钢模具(其形式见图3.1-1~3.1-5),钢模具相互组合操作简单、可多次周转,连接牢固在浇注时不漏浆、不跑模,可确保保护层的厚度均匀及成品质量。
图2.1-1:水梁立柱接头T形模板图2.1-2:水梁立柱围堤内模板图2.1-3:水梁直段模板图3.1-4:水梁堵板图3.1-5:水梁异形模板3.2炉墙模板采用对拉螺栓及钢管支撑的方式支设。
所需材料可多次周转利用,简单合理,节约木材及减少支模工时,成品搭接缝严密,外观质量良好;模板安装的同时,将拱胎、摄像孔的胎具等一并安装,浇注时不漏浆、不胀模,可控制炉墙尺寸。
2250横切飞剪剪切长度异常原因分析及对策何承辉1李宏杰2付力业2(1华菱涟钢2250热轧板厂,417009;2 太原科技大学,030024)摘要:针对2250横切飞剪在生产过程中出现的剪切长度异常现象,通过长期的观察和分析,总结出了钢板出现剪切长度异常的各种原因。
从2250横切飞剪的控制系统入手,提出了一种解决剪切长度异常的方案,通过测量辊和夹送辊之间的差值判别是否出现剪切长度异常并及时通知操作人员。
通过实际生产应用证明了该方案的可行性,该方案的应用可以大幅度提高了钢板剪切的成材率,避免由于飞剪剪切异常而造成经济损失,提高了经济效益。
关键词:横切飞剪;剪切长度异常;原因分析;对策The Analysis and Countermeasures of Cut Length Abnormal for 2250 Cross-cut Flying ShearHE Cheng-hui1 Li Hong-jie2 Fu Li-ye2(1 2250 hot stand mill plant, Hualing Liangang Stell Sheet CO. LTD,417009;2 Taiyuan University of Science and Technology,030024)ABSTRACT: For the shear length anomalies in the production process of the 2250 cross-section flying shear, through long-term observation and analysis, we summed up various reasons for the steel plate shear length exception. In this paper, we proposed a solution to abnormal shear length for the 2250 crosscut fly cut control system. Through measuring the difference between the measuring roller and the pinch roller to determine whether abnormal shear length and promptly notify the operator. Through the practical application proved the feasibility of the program, the program can greatly improve the rate of finished steel plate, avoid economic losses caused by abnormal flying shear and improve economic efficiency.Key words:Cross-section of flying shear; abnormal shear length; cause analysis; countermeasures0引言湖南华菱涟钢2250热轧板厂板材深加工项目于2010年10月正式投产,该项目的横切线是由德国西马克公司设计,其中曲柄偏心式定尺飞剪机为全套进口设备。
涟钢科技与管理 2018年第1期·21·热轧带钢拉窄分析与解决陈振民(涟钢2250热轧板厂)摘 要 本文针对2250热轧生产线生产冷轧基料过程中出现的拉窄问题,通过分析拉窄卷的工艺过程参数,分析导致拉窄的具体原因。
从优化中间坯宽度控制及卷取控制参数两方面采取措施,拉窄问题得到有效解决。
关键词 拉窄 卷取张力 卷取超前率 宽度控制涟钢2250热轧板生产线采用带有热卷箱的半连续式生产工艺,粗轧由立辊轧机和四辊可逆轧机组成,立辊可进行侧压宽度控制,中间坯采用热卷箱卷取或直通两种方式,精轧区由飞剪、精除鳞和7机架四辊轧机组成,精轧出口配置有多功能仪进行宽度及断面轮廓厚度测量,轧后冷却有超快冷和层冷两套设备,卷取机3台。
图1为该生产线工艺与设备布置。
该生产线自2009年投产以来,设备运行逐步稳顺,工艺技术及质量控制水平不断提升,带钢尺寸精度及表面质量控制基本稳定。
在生产薄规格冷轧基板的过程中,客户反映出现批量的带钢头部拉窄现象,对其生产效率及成材率造成较为严重的影响。
1 拉窄原因分析1.1 拉窄发生工序区域的确定根据客户冷轧板生产线测宽仪提供的数据,如图2所示,发生拉窄位置为原料卷头部 140 m~160 m 处(冷轧开卷的尾部对应热轧原料卷的头部)。
图1 涟钢2250热轧线工艺及设备布置图2 带钢头部拉窄现象带钢拉窄位置2018年第1期 涟钢科技与管理·22·经查阅及分析热轧粗轧、精轧在线测宽仪检测数据与轧制工艺过程参数,均未发现异常,带钢拉窄是因为带钢受到达到使其发生塑性变形的张力拉伸。
而在相同的力的作用下,发生拉窄的部位必定是其最薄弱的部位[1]。
因此判断带钢发生拉窄的工序应该是在卷取区域,由于卷取前未安装测宽仪,导致无法监控。
根据查阅文献资料与一般经验判断,卷取区域发生拉窄一般认为是卷取张力设定过大造成的,于是立即在系统中减小卷取设定张力进行实验,但实验结果表明,此类拉窄问题并未明显改善。