射线检测与缺陷等级评定
- 格式:ppt
- 大小:3.38 MB
- 文档页数:5

射线评片技巧(二):条形缺陷评片步骤与技巧、条形缺陷综合评级2015-04-18 分类:解决方案阅读(1246) 评论(0)本文讲述条形缺陷定义、条形缺陷底片影像特点和条形缺陷评级,由于条形缺陷评级相对较复杂,缺陷评级涉及到许多因素,比如单个条形缺陷评级、一组条形缺陷评级、圆形缺陷和条形缺陷综合评级,本文按照JB/T4730-2005《承压设备无损检测》第2部分射线检测篇详细讲述钢、镍、铜制熔化焊对接接头的条形缺陷评级方法(特种设备射线检测二级考试的评片方法),并举例说明。
一、条形缺陷定义条形缺陷不包括裂纹、未焊透和未熔合的危害性缺陷,当缺陷的长宽比大于3时,定义为条状缺陷。
条形缺陷包括条渣和条孔。
二、条形缺陷底片影像特点条形缺陷与圆形缺陷的区别在于:通过测量缺陷的长宽比,圆形缺陷长宽比小于等于3,而条形缺陷长宽比大于3。
条形缺陷主要以条形夹渣、条形气孔为主,其底片影像还是夹渣和气孔的影像。
因此,条形缺陷影像特点可参考圆形缺陷中夹渣和气孔影像特点来判断。
在《射线评片技巧(一):气孔、夹渣、夹钨的缺陷评片和评级》文中详细介绍了气孔、夹渣的影像特点,本文中不再重复介绍。
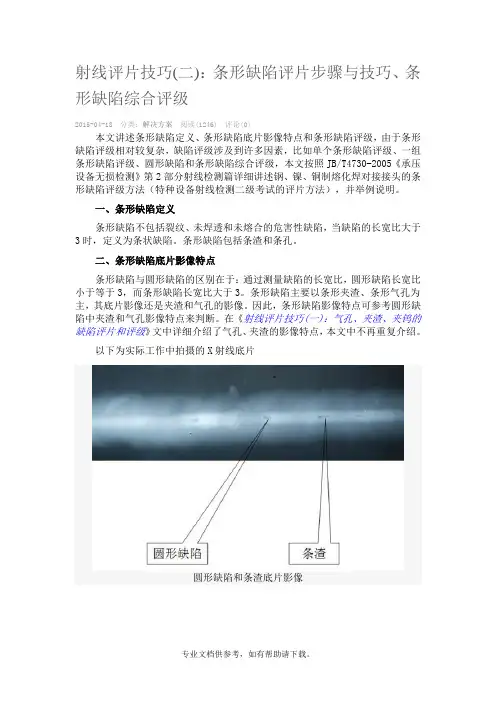
以下为实际工作中拍摄的X射线底片圆形缺陷和条渣底片影像条孔和条渣底片影像三、条形缺陷评级1、表12为JB/T4730.2-2005条形缺陷评级方法JB/T4730.2-2005条形缺陷评级表(1)I级不允许存在条形缺陷;(2)评定框内只有单个条形缺陷;若母材厚度24mm,缺陷长度13mm,II级允许最大长度为24/3=8mm<13mm,则超过II级;III级允许长度24×2/3=16mm>14mm,则该缺陷评为IIV级。
(3)评定框内存在一组条形缺陷;评级方法是先从低级别判定是否满足该条件,满足则评为该级别,不满足判断高级别条件。
若评定框内有条条形缺陷,母材厚度34mm,如下图为缺陷示意图。
条形缺陷示意图若假定评为II级,观察是否满足II级条件。

绪论1.过程装备从制造角度分为:2.压力容器按压力等级分为:3.压力容器按作用分为:4.压力容器按安全技术监督和管理分:5.压力容器的发展趋势:第一篇过程装备的检测第一章过程装备的定期检测1.过程装备的检测分类:2.定期检测分为:3.过程装备的常规检测方法:4.容器的剩余寿命(年)5.无损检测第二章射线检测机缺陷等级评定1.射线类型:2.射线检测的原理:3.射线的性质:4.射线检测的准备:第三章超声波检测及缺陷等级评定1.超声波检测的原理:2.超声波(>20000Hz的机械波)的性质:3..①直探头?②斜探头??③K值?④涂抹耦合剂的目的是?4.超声波检测准备:5.缺陷的定性评估:第四章表面检测及缺陷等级评定一、磁粉检测:1..磁粉检测的原理:2.磁粉探伤的基本条件:3.磁化方法及应用:①周向磁化(横向磁化):②轴向磁化(纵向磁化):③复合磁化(旋转磁化),4.磁粉的特点:5.磁粉检测的特点:6.磁粉分类:7.磁粉性状:二、渗透检测:1.渗透检测的原理:2.渗透检测的步骤:3.渗透检测分类:第二篇过程装备制造工艺第五章钢制压力容器的焊接1.焊接接头的分类:2.焊接接头的基本形式:3.焊接接头位置的选择原则:4.坡口形式有:5.焊接线能量:6. 焊缝形状系数:7. 偏析与什么有关?8.焊接接头的基本符号9.常用的焊接方法有:10.手工电弧焊焊条牌号的含义:11.埋弧自动焊焊条焊剂牌号的含义:13.低碳钢、中碳钢、合金钢16MnR、奥氏体不锈钢焊接时应注意的几点?14.奥氏体不锈钢焊接的晶间腐蚀:15.焊接工艺性的评定方法:16.熔合比是指:母材金属在焊缝金属中所占的百分比。
17.异种金属焊接顺序:18.复合钢板的焊接顺序:19.焊后热处理的目的:20.焊后热处理规范:21.常用的焊后热处理方法:22、降低焊接残余应力和残余变形的措施:第六章受压壳体制造的准备1.钢材预处理:2.净化处理:3.净化处理的作用:4.净化处理的方法:5.划线:6.零件的展开尺寸确定方法:7. 号料(放样):第七章成形加工1.受压壳体的成形加工包括:2.热卷与冷卷:3.常见的封头形式:4.封头的成形方法:5.封头制造的质量要求:6.管子的弯曲;7.弯管方法:8.换热管的拼接要求和u形管的弯制:9.管子弯曲的应力分析和容易产生的缺陷:10.管子与管板连接方式,特点及应用:11.冲压产生折皱的原因:12.由于钢板尺寸的限制,展开零件必须拼焊时,拼接焊缝应满足以下条件:13.下料:14.钢板弯卷的变形率:15.冲压力的计算公式:16.冲压模具设计:17.机械切割18.氧气切割原理切割原理、条件19.等离子切割第八章典型压力容器1.管壳式换热器的型号和表示方法:2.管子与管板连接方法:第三篇过程机器制造的质量要求第九章机械加工工艺规程1. 生产过程是?2.工艺过程是?3.生产纲领是?4.生产类型是?5.装夹?6. 装夹的方法?7.六点定位原理?过定位、欠定位、封闭环、增环、减环、完全定位、不完全定位?常见的定位方式及定位元件:(1)工件与平面单位:(2)工件以外圆定位:(3)工件以圆孔定位:①定位销:②圆锥销;③定位心轴:a圆锥心轴,b圆柱心轴;(4)工件以组合表面定位(5)V形块定位的优点:7 . 造成定位误差的原因有;8.工艺规程的设计原则:9. 工艺规程制定步骤:10.机械加工工艺规程的作用:工序:工位:安装:工位:工步:走刀:11.机械加工工艺规程:定义内容:要求:12.机械加工工序:13.热处理工序(用来改善材料的性能及消除内应力的):14.拟定工艺路线的两个原则:15.加工阶段的划分:16.零件的技术要求包括:17.机械制造中的常用毛坯有:18.选择毛坯应考虑的因素:19.基准:选择粗基准的原则:选择精基准的原则:20.划分加工阶段目的:粗加工阶段:半精加工阶段:精加工阶段:21.划分加工阶段原因:22.加工余量和工序尺寸的计算:23.机床的选择原则:24.工艺装备:25.加工余量:26.尺寸链:27.尺寸链特征:28.工艺尺寸链的计算:1)【封闭环的基本尺寸】=【所有增环基本尺寸之和】-【所有减环基本尺寸之和】2)【封闭环的上偏差】=【所有增环的上偏差之和】-【所有减环的下偏差之和】3)【封闭环的下偏差】=【所有增环的下偏差之和】-【所有减环的上偏差之和】4)画尺寸链:5)提高封闭环精度的方法:6)公差分配原则:30.生产率:31.提高生产率的工艺措施:第十章机械加工精度1.机械加工精度:2.原始误差(工艺系统的误差)分类:加工误差:3.减小残余应力及其所引起变形的措施:零件的加工质量、加工精度的获得、尺寸精度获得、位置精度的获得?4.表面粗糙度对零件使用性能的影响:5.动误差、静误差6.主轴回转误差7.影响主轴回转精度的因数8.导轨导向误差影响导轨导向误差的因素、提高导轨导向精度的措施?9.传动链误差10.刀具误差包括?11.,工艺系统动刚度:12.影响工艺系统刚度因素:13.工艺系统的刚度对加工精度影响:14.减小工艺系统受力变形的措施15.工件残余应力的产生原因:16 .减小残余应力的方法:17 .工艺系统的热源:18.减少热变形对加工精度的影响:19.保证和提高加工精度的工艺措施:20.误差综合分析方法:21.细长轴加工工艺特点:第十一章机械加工表面质量1.零件的加工表面质量包括:2.机械加工表面质量对零件使用性能的影响:3.影响表面粗糙度的因素:4.磨削加工表面冷却硬化的因素:5.影响切削层表面残余应力的因素:第十二章装配工艺1.装配:2.装配精度:3.装配尺寸链:4.装配尺寸链的计算:5.装配工艺性的要求:6.常用装配方法:。
钢结构验收规范中关于焊缝等级的几个概念在《钢结构工程施工质量验收规范)(GBS0205—2001)中,提到了焊缝质苗等级,评定等级和检验等级等几个等级概念在钢结构施工的过程中,发现现场技术人员对此认识比较模糊.有些设计图纸中对焊缝等级也投有详细的说明,影响了钢结构的篪工验收评定工怍对此,根据相荚的规范,对这几种等级及其之间的关系简单阐述,一,焊缝的质量等级焊缝的质罱等级是焊缝外观,内都质量的综合反映焊缝质量等级分为一,二,三级.质量等级为一级的焊缝质量最好.二缀次之,三级再次之.焊缝在结构中所处的位置不同.承受荷载不同,破坏后产生的危害程度也不同,因此对焊缝质量的要求也不一样所设计人员要根据设计重要性来选用不同的质量等级.在《铜结构设计规范》(GB500l7—2f】o3)中, 对焊缝质量等级的选用有详细的规定.7.L1焊缝应根据结掏的重要性,荷载特性,悍缝形式,工作环境及应力状态等情况按下述原她分别选用不同的质最等级】.需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为:(1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接焊缝与角接组台焊缝,受拉时应为一级,受压时应为二缎;(2)作用力平行于焊缝长度方向的纵向对接焊缝应为二缎.2不需要进行疲劳计算的构件中.凡要求与母材等强的对接焊缝直予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级应不低于二缓,受压时难免在其他因素影响下使焊缝中有拉应力存在.故宜为二级3重级工作{5I和起重量口≥的中缀工作制吊车粱腹扳与上翼缘之间以及吊车桁架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接组合焊缝.其质量等级不应低于二缓.4.不要求焊透的T形接头采用的角焊缝或部分焊遗的舛接与角接组合焊缝以及搭接连接采用的角焊缝,其质量等级为:(1)对直接承受动l力荷载&需要验算疲劳的结构和吊车起重量等于或大干50t 的中缎工作制吊车粱,焊缝的外观质量标准应符合二级:(2)对其他结构,焊缝的外观质量应为三级.二,评定等级评定等级分为I,Ⅱ,Ⅲ,Ⅳ级.在《钢结构工程施工质量验收规范》(GB50205—2001)中,钢结构焊缝评定等级是针对内部缺陷的.不同的无损检测方法对应的评定等级是不一样的.《钢熔化焊对接接头射线照相和质量分级》(GB3323—1987)中规定:I级焊缝内应无裂纹,未熔合,未焊透和条状夹渣; Ⅱ级焊缝内应无裂纹,未熔合和未焊透;Ⅲ级焊缝内应无裂纹,未熔合以及双面焊和加垫板的单面焊的未焊透.同时还应根据焊缝内部圆形缺陷的多少和条状夹渣的长度对焊缝评定等级. 《钢焊缝手工超声波探伤方法和探伤结果分级》(GB11345--1989)的缺陷评定等级应根据最大反射波幅所在的区域及缺陷的指示长度予以评定.三,检验等级检验等级应是检验过程中检验方法的完善程度或是严格程度.钢结构焊缝的超声波检验等级是B级,射线探伤检验等级是AB级.就其检验的完善程度或是严格程度,都不是最高的.超声波检验等级:《钢焊缝手工超声波探伤方法和探伤结果分级)(GB1l345—89) 中规定,根据质量要求检验等级分为A,B,C三级,检验的完善程度A级最低,B级一般,C级最高.检验工作的难度系数按A,B,C顺序逐级增高.应按照工件的材质,结构,焊接方法,使用条件及承受荷载的不同,合理的选用检验级别.B级检验原则上采用一种角度探头在焊缝的单面双侧进行检验,对整个焊缝截面进行探测.母材厚度大于lOOmm时,采用双面双侧检验.受几何条件的限制, 可在焊缝的双面单侧采用两种角度探头进行探伤.条件允许时应作横向缺陷的检验.射线探伤检验等级:《钢熔化焊对接接头射线照相和质量分级》(GB3323—1987) 中规定:"按所需要达到的底片影像质量,射线照相方法分为超声波检验等级分为A 级(普通级),AB级(较高级),B级(高级)."四,三者之间的关系焊缝质量等级是焊缝外观,内部质量的综合反映.焊缝质量等级,最终是由焊工的实际操作水平决定的.焊工水平高的,焊缝的内部,外部质量好,焊缝质量等级就高;反之,则差一些.但是选用何种质量等级,却是由设计人员根据结构的重要性,荷载特性,焊缝形式工作环境以及应力状态等情况进行选用.焊缝质量等级为一,二级的焊缝对外观质量的要求,在《钢结构工程施工质量验收规范》(GB50205—2001) 中有规定:5.2.6焊缝表面不得有裂纹,焊瘤等缺陷.一,二级焊缝不得有表面气孔,夹渣,弧坑裂纹,电弧擦伤等缺陷.且一级焊缝不得有咬边,未焊满,根部收缩等缺陷;二级,三级焊缝外观质量标准应符合本规范附录A 中表A.0.1的规定.在焊缝外观质量要求上,《钢结构工程施工质量验收规范》(GB50205—2001) 与《建筑钢结构焊接技术规程》(JGJ8l一2002)是一致的.焊缝的检测应先进行外观缺陷的检查,不符合一,二级焊缝外观质量要求的,也就没有必要进行内部缺陷的探伤.三级焊缝一般只需要进行外观质量检查.外观质量符合要求,可进行焊缝内部缺陷检测.在内部缺陷检测中,焊缝的检验等级是前提,在检验等级确定的前提下,对焊缝的内部缺陷评定出相应的评定等级,然后根据评定等级可确定焊缝的质量等级.在检验等级为B级(超声波检测)或AB级(射线检测) 的检验条件下,焊缝的评定等级为I级或Ⅱ级的,其质量等级可以定为一级;评定等级为Ⅲ级的,其质量等级可以定为二级.在设计图纸中,必须标明焊缝质量等级.施工单位及检测单位可按照标明的焊缝质量等级确定检测方法和范围,确保焊缝施工质量.。
射线检测质量分级焊缝质量按缺欠性质、长度、数量分为四个级别;其中Ⅰ级最佳,Ⅱ级、Ⅲ级依次降低,超过Ⅲ级为Ⅳ级。
裂纹是焊缝中危害性大的缺陷,应评为Ⅳ级。
(1)长宽比小于或等于3的气孔、夹渣和夹钨统称圆形缺欠。
(2)圆形缺欠应用评定区进行评定。
评定区框线的放置是引起圆形缺欠评级争议的关键。
本标准参照GB3323-87的使用说明,从正文中明确了评定区的框线的放置要求。
即:评定区的框线必须放在焊缝内缺欠最严重的区域,框线内必须完整的包括严重区域的主要缺欠,框线的长边与焊缝平行。
与框线外切的不计点数,相割的计入点数,如图05所示。
图05 圆形评定区框放置(3)表7、表8、表9及表10与原标准相同,只不过表10的评定区10㎜×20㎜,对应的母材厚度由原来的>25~30㎜,变为>25~50㎜。
(4)对圆形缺欠各国评定不一:ASME和API std 1104都是用标准图来表示合格与否的。
我国焊缝射线检测标准都是分级的,合格级别在相应的标准或设计图样中明确,这与日本JIS3104的评定方法相一致。
圆形缺欠长径超过1/2壁厚评为Ⅳ级与原标准相同,这与我国的锅炉压力容器标准的规定是一致的。
GB3323-87规定“Ⅰ级焊缝或母材厚度小于或等于5㎜的Ⅱ级焊缝内不计点数的圆形缺陷,在评定区内不得多于10点,否则应降一级”,此条规定不是说Ⅰ级焊缝在评定区内不计点数的缺欠超过10点就评为不合格而可以评为Ⅱ级;母材厚度小于或等于5㎜的Ⅱ级焊缝内不计点数的圆形缺欠超过10点,不能评为Ⅱ级而评为Ⅲ级。
原标准“把计点数与不计点数之和不得多于10点,若多于10点,则应降一级”的规定对圆形缺欠评定过严。
不计点数的圆形缺欠对焊接质量影响很小,故本标准予以修正,修改后的此条规定与JB4730的规定相一致。
此条与原标准相同。
底片上发现的气孔有的黑度很大,按评定区内的点数算,可评为合格。
但是要注意这种缺欠是否是垂直于板厚方向的柱孔或针孔,这类缺欠易造成管道泄漏。
射线检测Ⅱ(Ⅲ)级人员资格鉴定评片考试评分细则
一、评分总则
1. 评定10张底片(其中2张为小径管焊接接头透照底片),计100分。
2. 每一张底片的占分为10分。
二、“焊接方式”栏
1.本栏占分为每张底片0.5分;
三、“施焊位置”栏
1.本栏占分为每张底片0.5分;
四、“缺陷定性、定量及定位(图示)”栏
1. 本栏占分为每张底片7分;
2. 若将危害性缺陷(裂纹、未熔合或未焊透)误评为非危害性缺陷或漏评,扣9分,后续不再评分;若将危害性缺陷(裂纹、未熔合或未焊透)误评为其它危害性缺陷,每处扣2分,最多扣6分;
3. 若将气孔、夹渣、内凹、咬边误评为裂纹、未熔合或未焊透,误评一处扣3分,最多扣6分;
4.要求画出所评定缺陷的位置示意图,并标注缺陷尺寸(圆形缺陷记录最大直径和点数;条形缺陷记录长度;密集圆形缺陷记录总点数);缺陷位置误差大于±5mm,扣1分;
5. 若有两处或两处以上的评定缺陷,应全部记录;漏记一处,扣1分,最多扣3分。
五、“评定等级”栏
1.本栏占分为每张底片2分;
2. 将邻近级别相互误评,扣1分;其余误评,扣2分。
六、其它规定
1.射线检测评片考试总时间为60分钟,不准超时。
2.考试时,用笔或其它工具在底片上做任何标记或破坏底片上的原有影像,按照不合格处理。