焊接接头系数
- 格式:docx
- 大小:12.62 KB
- 文档页数:1
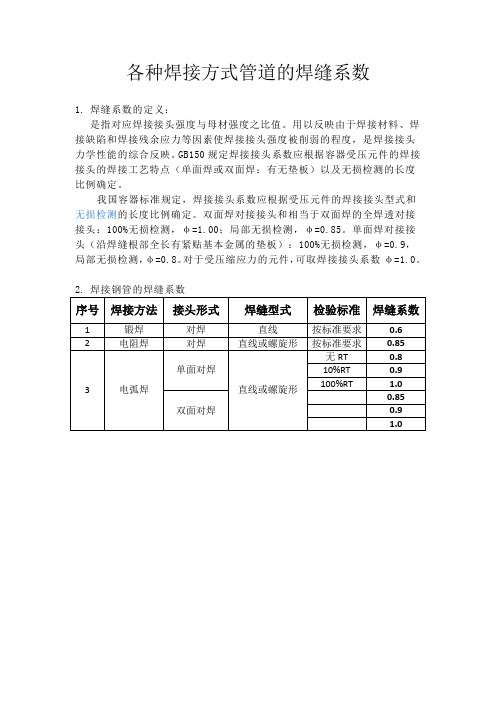
4.5.2 焊接接头系数4.5.2 焊接接头系数φ应根据对接接头地焊缝形式及无损检测地长度比例确定.4.5.2 钢制压力容器地焊接接头系数规定如下:)双面焊对接接头和相当于双面焊地全焊透对接接头)全部无损检测,取φ;)局部无损检测,取φ.)单面焊对接接头(沿焊缝根部全长有紧贴基本金属地垫板))全部无损检测,取φ;)局部无损检测,取φ.4.5.2 其他金属材料地焊接接头系数按相应引用标准地规定.采用分析法计算开孔补强时,∅也应该去.10.3.1 全部()射线或超声检测凡符合下列条件之一地容器及受压元件,需采用设计文件规定地方法,对其类和类焊接接头,进行全部射线或超声检测:资料个人收集整理,勿做商业用途)设计压力大于或等于地第Ⅲ类容器;)采用气压或气液组合耐压试验地容器;)焊接接头系数取地容器;)使用后无法进行内部检验容器;)盛装毒性为极度或高度危害介质地容器;)设计温度低于-40℃地或者焊接接头厚度大于25mm 低温容器;)奥氏体型不锈钢、碳素钢、、及其配套锻件地焊接接头厚度大于30mm 者;)、、及其配套锻件地焊接接头厚度大于20mm者;资料个人收集整理,勿做商业用途)、、、奥氏体—铁素体型不锈钢及其配套锻件地焊接接头厚度大于16mm者;资料个人收集整理,勿做商业用途)铁素体型不锈钢、其他低合金钢制容器;)标准抗拉强度下限值≥地低合金钢制容器;)图样规定须检测地容器.注:上述容器中公称直径≥250mm地接管与接管对接接头、接管与高颈法兰对接接头地检测要求与类和类焊接接头相同.资料个人收集整理,勿做商业用途固定式压力容器安全技术监察规程4.5.3 全部射线检测或者超声检测符合下列情况之一地压力容器、类对接接头(压力容器、类对接接头地划分按照地规定),依据本规程4.5.3第()项地方法进行全部无损检测:资料个人收集整理,勿做商业用途设计压力大于或者等于地第Ⅲ类压力容器;按照分析设计标准制造地压力容器;采用气压试验或者气液组合压力试验地压力容器;焊接接头系数取地压力容器或者使用后需要但是无法进行内部检验地压力容器;标准抗拉强度下限值大于或者等于地低合金钢制压力容器,厚度大于20mm时,其对接接头还应当采用本规程4.5.3第()项所规定地与原无损检测方法不同地检测方法进行局部检测,该局部检测应当包括所有地焊缝交叉部位;资料个人收集整理,勿做商业用途设计图样和本规程引用标准要求时.4.5.3 无损检测方法地选择()压力容器地对接接头应当采用射线检测或者超声检测,超声检测包括衍射时差法超声检测()、可记录地脉冲反射法超声检测和不可记录地脉冲反射法超声检测;当采用不可记录地脉冲反射法超声检测时,应当采用射线检测或者衍射时差法超声检测做为附加局部检测;资料个人收集整理,勿做商业用途管壳式换热器焊接接头系数3.16.1 钢制换热器焊接接头系数φ按表选取沿焊接接头根部全长有紧贴基本金属地垫板时,其焊接接头系数φ.资料个人收集整理,勿做商业用途3.16.2 铝、铜、钛及其合金地焊接接头系数按附录(标准地附录)地规定.压力容器设计工程师培训教程焊接接头系数4.11.1 焊接接头系数地基本规定焊接接头系数φ是指对接接头强度与母材强度之比值.用以反映由于焊接材料、焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱地程度,是焊接接头力学性能地综合反映.资料个人收集整理,勿做商业用途4.11.2 焊接接头系数选取地基本要求焊接接头系数地选取与接头地焊接工艺特点、无损检测比例和对容器地要求相关.主要有一下几个问题:()当纵向接头与环向接头地结构、无损检测比例不一致时,如纵向接头采用双面焊、或,而环向接头为加垫板地单面焊且无法进行或检测时,在容器地设计计算中应正确采用焊接接头系数.资料个人收集整理,勿做商业用途内压圆筒厚度计算公式是根据圆筒中周向总体(一次)薄膜应力地强度导出,所以与之对应地焊接接头系数应为圆筒地纵向焊接接头系数.在圆筒环向接头地极小断面中同样也存在着环向(周向)薄膜应力,另外尽管环向接头在圆筒轴向地应力仅有环向应力地一半,但是作为一台完整地压力容器,为确保这个圆筒地强度与安全,一般应要求环向接头与纵向接头具有同样地质量水平,即要求具有同样地焊接接头系数.若存在制造上地困难,可按中10.8.2执行.此时环向接头地质量(焊接接头系数)虽然可能与纵向接头地质量(焊接接头系数)不完全相同,但计算圆筒厚度时,仍取纵向接头地焊接接头系数.此时设计者应规定对该焊接接头地技术要求,以提醒制造厂用焊接工艺措施来保证焊接质量.资料个人收集整理,勿做商业用途中10.8.2抄录如下:“对容器直径不超过800mm地圆筒与封头地最后一道环向封闭焊缝,当采用不带垫板地单面焊对接接头,且无法进行射线或超声检测时,允许不进行检测,但需采用气体保护焊打底.资料个人收集整理,勿做商业用途()封头拼接接头地封头系数.中10.8.2规定封头拼接接头应进行或检测,但未规定封头拼接接头地接头系数如何选取.封头拼接接头地无损检测要求主要是针对封头成形时变形较大,缺陷容易扩展而提出地,与封头厚度无关.因此,尽管封头拼接接头要求或检测,但这种检测仍然只是对整台容器检测地一部分,其合格指标仍按照对容器整台要求地合格指标而确定.因此,封头拼接接头地焊接接头系数一般取压力容器地纵向接头焊接接头系数.资料个人收集整理,勿做商业用途对整张钢板压制地小直径封头,由于不存在焊接接头,在厚度计算中当然取φ.。
工会党支部工作总结[工会党支部工作总结] xxxx年,我们工会党支部在师直党工委的正确领导下,认真学习贯彻“三个代表”重要思想,学习党的十六届四中全会精神,自觉用“三个代表”重要思想指导工作,进一步加强党支部的建设,在工作中较好的发挥了政治核心和战斗堡垒作用,工会党支部工作总结。
现将xxxx年的支部工作情况总结汇报如下。
一、努力加强党支部的思想建设、组织建设和作风建设1.思想建设:在工会全体党员中继续深入学习邓小平理论和“三个代表”的重要思想。
在党的十六大四中全会召开以后,认真学习大会的精神和文件,特别是对全会讨论通过的《关于加强中国共产党执政能力建设的决定》,不仅在支部成员内部认真学习贯彻,而且还在工会全体工作人员中传达贯彻学习。
坚持严肃认真地进行党员民主评议工作,切实解决党支部、党员中存在的问题和不足,努力提高全体党员的思想认识,为圆满完成全年的各项工作,提供思想保证。
同时开好领导班子民主生活会,认真征集职工意见,认真开展批评与自我批评,找差反思,并进行认真整改,进一步完善领导班子的工作。
全年共召开民主生活会2次,均取得了良好效果,大家普遍反映心更近了,关系更融洽了,工作氛围更加和谐了,团队的力量更加强大了。
2.加强党支部的组织建设,发挥先锋模范作用。
支部坚持“三会一课”制度,按时召开支委会、支部大会和党课学习,坚持党支部委员经常碰头,有问题及时研究解决。
努力提高组织生活质量,发挥党支部战斗力。
继续认真做好对入党积极分子的培养教育和考察、引导工作。
党支部认真贯彻《关于进一步开展“创建学习型组织,争做知识型职工”活动的通知》,认真组织党员参加学习,结合部门工作具体实际,发动党员积极投入“创争”活动,为我师的职工素质工程作出积极的贡献。
在支部内部,充分发挥领导干部和骨干党员的先锋模范作用,带动了支部工作跃上了一个新的台阶。
经支部考核评议,推荐经济工作部部长唐志刚同志为“优秀党员”和“优秀公务员”。

焊缝抗剪强度计算
一、焊缝抗剪强度
焊缝抗剪强度是指沿轴向方向上,将焊缝施加梁顶端的端头载荷,焊缝所承受的最大拉拔应力强度,是衡量焊接结构的剪切强度的重要参数。
焊缝的抗剪强度取决于焊缝的尺寸、形状、材料种类和焊接工艺等。
考虑焊缝的承载力,即焊缝头部弯曲和弯起;焊缝的抗剪强度主要取决于焊接材料的强度,焊缝形状,焊接缝宽和焊道宽度。
(1)焊接接头的抗剪强度为:
σts=K1·K2·K3·σb·[1+(h/2b)·(M/σb–1)]
其中:σts,焊接接头的抗剪强度;K1、K2、K3,焊接接头的规格系数;σb,焊接接头材料单位块的抗拉应力;h,焊接接头的宽度(也称焊道宽度);b,焊接接头焊缝缝口的宽度;M,焊接接头厚度。
(2)焊接接头的规格系数的计算:
K1=0.6+0.4·(2h/b)
K2=1+0.03·[(h-1)/b]
K3=1-0.01·[(M-2h)/b]
(1)当焊缝头部弯起高度h≤20mm时,焊缝的抗剪强度σts为:σts=K1·K2·K3·σb·[1+(h/2b)·(M/σb–0.6)]
(2)当焊缝头部弯起高度h≥20mm时。
焊缝接头强度降低系数-概述说明以及解释1.引言1.1 概述焊缝接头强度降低系数是评价焊接接头连接质量的重要指标之一。
它描述了焊接接头在工程应力作用下所能承受的最大应力与基底材料的屈服应力之比,是一个反映焊接接头强度相对于基底材料强度的关键参数。
焊缝接头强度降低系数的大小直接影响着焊接接头的可靠性和安全性,因此深入研究和分析其影响因素以及提高方法具有重要意义。
本文将从定义和意义出发,探讨焊缝接头强度降低系数的影响因素及相应的提高方法,旨在深入挖掘焊接接头连接质量的关键问题,为提高焊接接头质量和性能提供理论指导和技术支持。
1.2文章结构1.2 文章结构本文主要包括三个部分:引言、正文和结论。
在引言部分,将概述焊缝接头强度降低系数的定义与意义,介绍文章的结构和目的。
正文部分将分为三个小节。
首先,将介绍焊缝接头强度降低系数的定义与意义,阐述其在焊接过程中的重要性。
接着,将探讨影响焊缝接头强度降低系数的因素,从不同角度分析导致强度降低的原因。
最后,将提出一些提高焊缝接头强度降低系数的方法,为提高焊接接头的强度提供参考。
结论部分将对文章进行总结与回顾,展望未来在这一领域的研究方向,并得出结论。
通过本文的阐述,读者将对焊缝接头强度降低系数有更深入的了解,为相关研究和实践提供指导。
1.3 目的本文旨在探讨焊缝接头强度降低系数这一重要概念在焊接工艺中的应用。
通过分析焊缝接头强度降低系数的定义与意义,以及影响因素和提高方法,我们旨在帮助读者更好地理解焊接工艺中的关键参数,并为他们提供优化焊接实践的参考。
同时,我们也希望通过对这一问题的深入研究,为未来焊接工艺的发展提供一定的指导和借鉴,促进焊接技术的进步与创新。
2.正文2.1 焊缝接头强度降低系数的定义与意义焊缝接头强度降低系数是指焊接过程中焊缝接头的强度与无缺陷材料本身的强度之比。
在实际工程应用中,由于焊接过程中可能产生各种缺陷,如气孔、夹杂物、裂缝等,这些缺陷会导致焊缝接头的强度降低。

焊接系数
焊接接头系数,符号为φ,,即焊接接头强度与母材强度之比,,它是考虑焊接对容器强度的削弱,用以降低设计许用应力的系数,φ≤1 在ASME规范中焊接接头系数仅取决于该焊接接头型式和无损检测程度,一台容器不同的接头可以使用不同的焊接接头系数,对A、B、C、D四类焊接接头都规定了焊接接头系数,同时允许采用降低焊接接头系数而免除无损检测要求。
而在我国GB 150中,焊接接头系数特指A、B类焊接接头,不允许采用降低焊接接头系数而免除无损检测要求,产品制造完成后必须对A、B类接头进行射线或超声检测
碳素结构钢
[返回]
优质碳素结构钢
[返回]碳素工具钢
[返回]合金结构钢
[返回]
淬透性合金结构钢
[返回]
弹簧钢
[返回]滚动轴承钢
[返回]高速工具钢
[返回]不锈耐酸钢
[返回]耐热钢
[返回]易切结构钢
[返回]合金工具钢
SCrNiMo SKT455NiCrMoV6(1.2713)6F2(ASM)6F23381
55NCDV7
5XГM
3Cr2W8V SKD5X30WCrV53(1.2567)H21H21BH21,
BH21A
3543
Z30WCV9
3X2B8ψ
4SiCrV38SiCrV8(1.2248)
45SiCrV6(1.2249)
4XC
8Cr38X3
4Cr5MoVSi SKD6X38CrMoV51(1.2343)H11H11BH113431
Z38CDV5
SKD44X2B5ψM
SKD61X40CrMoV51(1.2344)H13H13BH13
SKD62H12H12BH123432
Z38CDWV5
[返回]。
工会党支部工作总结[工会党支部工作总结] xxxx年,我们工会党支部在师直党工委的正确领导下,认真学习贯彻“三个代表”重要思想,学习党的十六届四中全会精神,自觉用“三个代表”重要思想指导工作,进一步加强党支部的建设,在工作中较好的发挥了政治核心和战斗堡垒作用,工会党支部工作总结。
现将xxxx年的支部工作情况总结汇报如下。
一、努力加强党支部的思想建设、组织建设和作风建设1.思想建设:在工会全体党员中继续深入学习邓小平理论和“三个代表”的重要思想。
在党的十六大四中全会召开以后,认真学习大会的精神和文件,特别是对全会讨论通过的《关于加强中国共产党执政能力建设的决定》,不仅在支部成员内部认真学习贯彻,而且还在工会全体工作人员中传达贯彻学习。
坚持严肃认真地进行党员民主评议工作,切实解决党支部、党员中存在的问题和不足,努力提高全体党员的思想认识,为圆满完成全年的各项工作,提供思想保证。
同时开好领导班子民主生活会,认真征集职工意见,认真开展批评与自我批评,找差反思,并进行认真整改,进一步完善领导班子的工作。
全年共召开民主生活会2次,均取得了良好效果,大家普遍反映心更近了,关系更融洽了,工作氛围更加和谐了,团队的力量更加强大了。
2.加强党支部的组织建设,发挥先锋模范作用。
支部坚持“三会一课”制度,按时召开支委会、支部大会和党课学习,坚持党支部委员经常碰头,有问题及时研究解决。
努力提高组织生活质量,发挥党支部战斗力。
继续认真做好对入党积极分子的培养教育和考察、引导工作。
党支部认真贯彻《关于进一步开展“创建学习型组织,争做知识型职工”活动的通知》,认真组织党员参加学习,结合部门工作具体实际,发动党员积极投入“创争”活动,为我师的职工素质工程作出积极的贡献。
在支部内部,充分发挥领导干部和骨干党员的先锋模范作用,带动了支部工作跃上了一个新的台阶。
经支部考核评议,推荐经济工作部部长唐志刚同志为“优秀党员”和“优秀公务员”。
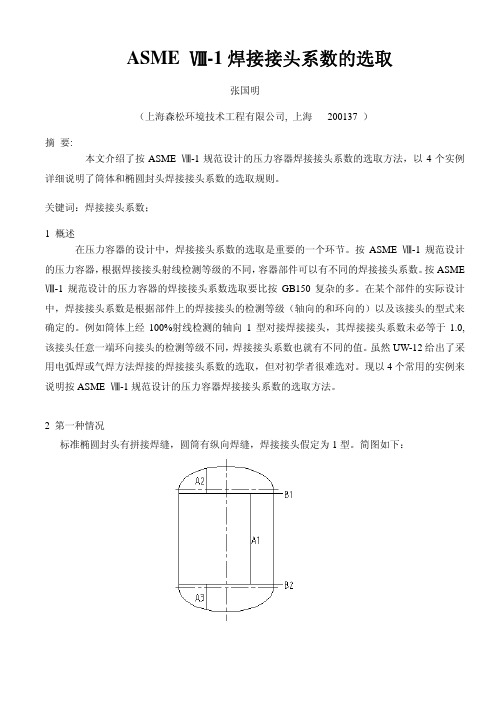
焊接接头系数ASME Ⅷ-1对于承受内压各类元件厚度计算公式都是按照将元件上最大主应<=SE而得出。
因而ASME 力限制予材料许用应力和焊接系数的乘积以下,即SmaxⅧ-1计算式中所指的焊接接头系数是指和元件最大主应力方向相垂直焊缝的焊接接头系数。
1.焊接接头的分类焊接接头分类的基本出发点是该焊接接头所承受的应力水平以及所连接的两元件的结构类型。
该焊接接头所承受的主应力水平越高,所连接两元件的结构其受力条件越不利,则把该焊接接头归为较高级别的焊接接头类别,高低按A,B,C,D顺序递减,详见UW-3及图UW-3,与GB150相类似,不再详细介绍。
唯一的不同点是接管与筒体对接焊缝,ASME规范将它划为D类,而GB150划为A类。
如图所示:主要是由于ASME规范强调是以焊接接头在容器上的位置分类。
由于此D类对接焊缝承受最大主应力作用,要求相当高,所以ASME Ⅷ-1对它的探伤、热处理提出很高的要求。
2.焊接接头系数的选用(UG-11(a)(5)UW-12)在UW-12中对焊缝的焊接接头系数和用于元件厚度计算式中的焊接接头系数作出规定。
总的思想是:(1)除了无缝筒节和无缝封头以及对该筒节或封头上的所有A类及D类对接焊缝进行100℅探伤的有缝筒节和封头外,所有元件厚度计算式中的焊接接头系数即为该元件上和最大主应力方向相互垂直的焊缝或起决定性作用的焊缝的焊接接头系数。
除去作用有附加轴向拉伸或弯曲的内压圆筒因轴向应力可能成为最大主应力而在计算式中采用B类焊缝外,一般都是元件上A类焊缝的焊接接头系数。
用于元件厚度计算式中焊接接头系数就是有表UW-12按A类焊缝的结构类型和探伤程度决定,和与之相交焊缝的结构类型、探伤程度无关。
(2)对于无缝筒节或封头以及对该筒节或封头上所有A类或D类对接焊缝进行100℅探伤的有缝筒节和封头,用于壁厚计算式中的焊接接头系数和起决定作用焊缝的焊接接头系数可能有所不同,看它是否满足UW-11(a)(5)的要求。
一、GB150-1998《钢制压力容器》;JB/T4731-2005《钢制卧式容器》;JB/T4734-2002《铝制焊接容器》;JB/T4710-2005《钢制塔式容器》:(1) 双面焊对接接头和相当于双面焊的全焊透对接接头
100%无损检测:Φ=1.0
局部无损检测Φ=0.85
(2) 单面焊对接接头(沿焊缝根部全长有紧贴基本金属的垫板)
100%无损检测:Φ=0.9
局部无损检测Φ=0.8
二、GB12337-1990《钢制球形储罐》
双面焊全熔透对接焊缝的焊缝系数:
100%无损探伤Φ=1.0
局部无损探伤Φ=0.85
三、JB/T4745-2002《钛制焊接容器》
(1)双面焊对接接头和相当于双面焊的全焊透对接接头:
100%无损检测Φ=0.95
局部无损检测Φ=0.85
(2)单面焊对接接头:
100%无损检测Φ=0.9
局部无损检测Φ=0.8
无法无损检测Φ=0.65
(3)单面焊环向对接
无法无损检测Φ=0.60
四、JB/T4735-1997《钢制焊接常压容器》
(1)双面焊或相当于双面焊的全熔透对接接头
100%无损检测Φ=1.0
局部无损检测Φ=0.85
不作无损检测Φ=0.7
(2)单面焊的对接接头,且沿其根部全长具有紧贴基本金属的垫板:
100%无损检测Φ=0.90
局部无损检测Φ=0.80
不作无损检测Φ=0.65
(3)单面焊无垫板对接接头
局部无损检测Φ=0.70
不作无损检测Φ=0.60
五、GB50341-2003《立式圆筒形钢制焊接油罐设计规范》
Φ取0.9(当标准规定的最低屈服强度大于390MPa时,底圈罐壁板取
Φ=0.85)。