焊接接头系数的选取
- 格式:docx
- 大小:14.46 KB
- 文档页数:3
4.5.2 焊接接头系数4.5.2 焊接接头系数φ应根据对接接头地焊缝形式及无损检测地长度比例确定.4.5.2 钢制压力容器地焊接接头系数规定如下:)双面焊对接接头和相当于双面焊地全焊透对接接头)全部无损检测,取φ;)局部无损检测,取φ.)单面焊对接接头(沿焊缝根部全长有紧贴基本金属地垫板))全部无损检测,取φ;)局部无损检测,取φ.4.5.2 其他金属材料地焊接接头系数按相应引用标准地规定.采用分析法计算开孔补强时,∅也应该去.10.3.1 全部()射线或超声检测凡符合下列条件之一地容器及受压元件,需采用设计文件规定地方法,对其类和类焊接接头,进行全部射线或超声检测:资料个人收集整理,勿做商业用途)设计压力大于或等于地第Ⅲ类容器;)采用气压或气液组合耐压试验地容器;)焊接接头系数取地容器;)使用后无法进行内部检验容器;)盛装毒性为极度或高度危害介质地容器;)设计温度低于-40℃地或者焊接接头厚度大于25mm 低温容器;)奥氏体型不锈钢、碳素钢、、及其配套锻件地焊接接头厚度大于30mm 者;)、、及其配套锻件地焊接接头厚度大于20mm者;资料个人收集整理,勿做商业用途)、、、奥氏体—铁素体型不锈钢及其配套锻件地焊接接头厚度大于16mm者;资料个人收集整理,勿做商业用途)铁素体型不锈钢、其他低合金钢制容器;)标准抗拉强度下限值≥地低合金钢制容器;)图样规定须检测地容器.注:上述容器中公称直径≥250mm地接管与接管对接接头、接管与高颈法兰对接接头地检测要求与类和类焊接接头相同.资料个人收集整理,勿做商业用途固定式压力容器安全技术监察规程4.5.3 全部射线检测或者超声检测符合下列情况之一地压力容器、类对接接头(压力容器、类对接接头地划分按照地规定),依据本规程4.5.3第()项地方法进行全部无损检测:资料个人收集整理,勿做商业用途设计压力大于或者等于地第Ⅲ类压力容器;按照分析设计标准制造地压力容器;采用气压试验或者气液组合压力试验地压力容器;焊接接头系数取地压力容器或者使用后需要但是无法进行内部检验地压力容器;标准抗拉强度下限值大于或者等于地低合金钢制压力容器,厚度大于20mm时,其对接接头还应当采用本规程4.5.3第()项所规定地与原无损检测方法不同地检测方法进行局部检测,该局部检测应当包括所有地焊缝交叉部位;资料个人收集整理,勿做商业用途设计图样和本规程引用标准要求时.4.5.3 无损检测方法地选择()压力容器地对接接头应当采用射线检测或者超声检测,超声检测包括衍射时差法超声检测()、可记录地脉冲反射法超声检测和不可记录地脉冲反射法超声检测;当采用不可记录地脉冲反射法超声检测时,应当采用射线检测或者衍射时差法超声检测做为附加局部检测;资料个人收集整理,勿做商业用途管壳式换热器焊接接头系数3.16.1 钢制换热器焊接接头系数φ按表选取沿焊接接头根部全长有紧贴基本金属地垫板时,其焊接接头系数φ.资料个人收集整理,勿做商业用途3.16.2 铝、铜、钛及其合金地焊接接头系数按附录(标准地附录)地规定.压力容器设计工程师培训教程焊接接头系数4.11.1 焊接接头系数地基本规定焊接接头系数φ是指对接接头强度与母材强度之比值.用以反映由于焊接材料、焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱地程度,是焊接接头力学性能地综合反映.资料个人收集整理,勿做商业用途4.11.2 焊接接头系数选取地基本要求焊接接头系数地选取与接头地焊接工艺特点、无损检测比例和对容器地要求相关.主要有一下几个问题:()当纵向接头与环向接头地结构、无损检测比例不一致时,如纵向接头采用双面焊、或,而环向接头为加垫板地单面焊且无法进行或检测时,在容器地设计计算中应正确采用焊接接头系数.资料个人收集整理,勿做商业用途内压圆筒厚度计算公式是根据圆筒中周向总体(一次)薄膜应力地强度导出,所以与之对应地焊接接头系数应为圆筒地纵向焊接接头系数.在圆筒环向接头地极小断面中同样也存在着环向(周向)薄膜应力,另外尽管环向接头在圆筒轴向地应力仅有环向应力地一半,但是作为一台完整地压力容器,为确保这个圆筒地强度与安全,一般应要求环向接头与纵向接头具有同样地质量水平,即要求具有同样地焊接接头系数.若存在制造上地困难,可按中10.8.2执行.此时环向接头地质量(焊接接头系数)虽然可能与纵向接头地质量(焊接接头系数)不完全相同,但计算圆筒厚度时,仍取纵向接头地焊接接头系数.此时设计者应规定对该焊接接头地技术要求,以提醒制造厂用焊接工艺措施来保证焊接质量.资料个人收集整理,勿做商业用途中10.8.2抄录如下:“对容器直径不超过800mm地圆筒与封头地最后一道环向封闭焊缝,当采用不带垫板地单面焊对接接头,且无法进行射线或超声检测时,允许不进行检测,但需采用气体保护焊打底.资料个人收集整理,勿做商业用途()封头拼接接头地封头系数.中10.8.2规定封头拼接接头应进行或检测,但未规定封头拼接接头地接头系数如何选取.封头拼接接头地无损检测要求主要是针对封头成形时变形较大,缺陷容易扩展而提出地,与封头厚度无关.因此,尽管封头拼接接头要求或检测,但这种检测仍然只是对整台容器检测地一部分,其合格指标仍按照对容器整台要求地合格指标而确定.因此,封头拼接接头地焊接接头系数一般取压力容器地纵向接头焊接接头系数.资料个人收集整理,勿做商业用途对整张钢板压制地小直径封头,由于不存在焊接接头,在厚度计算中当然取φ.。
工会党支部工作总结[工会党支部工作总结] xxxx年,我们工会党支部在师直党工委的正确领导下,认真学习贯彻“三个代表”重要思想,学习党的十六届四中全会精神,自觉用“三个代表”重要思想指导工作,进一步加强党支部的建设,在工作中较好的发挥了政治核心和战斗堡垒作用,工会党支部工作总结。
现将xxxx年的支部工作情况总结汇报如下。
一、努力加强党支部的思想建设、组织建设和作风建设1.思想建设:在工会全体党员中继续深入学习邓小平理论和“三个代表”的重要思想。
在党的十六大四中全会召开以后,认真学习大会的精神和文件,特别是对全会讨论通过的《关于加强中国共产党执政能力建设的决定》,不仅在支部成员内部认真学习贯彻,而且还在工会全体工作人员中传达贯彻学习。
坚持严肃认真地进行党员民主评议工作,切实解决党支部、党员中存在的问题和不足,努力提高全体党员的思想认识,为圆满完成全年的各项工作,提供思想保证。
同时开好领导班子民主生活会,认真征集职工意见,认真开展批评与自我批评,找差反思,并进行认真整改,进一步完善领导班子的工作。
全年共召开民主生活会2次,均取得了良好效果,大家普遍反映心更近了,关系更融洽了,工作氛围更加和谐了,团队的力量更加强大了。
2.加强党支部的组织建设,发挥先锋模范作用。
支部坚持“三会一课”制度,按时召开支委会、支部大会和党课学习,坚持党支部委员经常碰头,有问题及时研究解决。
努力提高组织生活质量,发挥党支部战斗力。
继续认真做好对入党积极分子的培养教育和考察、引导工作。
党支部认真贯彻《关于进一步开展“创建学习型组织,争做知识型职工”活动的通知》,认真组织党员参加学习,结合部门工作具体实际,发动党员积极投入“创争”活动,为我师的职工素质工程作出积极的贡献。
在支部内部,充分发挥领导干部和骨干党员的先锋模范作用,带动了支部工作跃上了一个新的台阶。
经支部考核评议,推荐经济工作部部长唐志刚同志为“优秀党员”和“优秀公务员”。

一、填空题(本题共25分,每小题0.5分)1、结构具有抵抗外力作用的能力,外力除去后,能恢复其原有形状和尺寸的这种性质称为弹性。
2、压力容器失效常以三种形式表现出来:①强度;②刚度;③稳定性。
3、焊接接头系数的取值取决于焊接接头型式 _和无损检测长度比例。
4、奥氏体不锈钢制压力容器用水进行液压试验时,应严格控制水中的氯离子含量不超过 25mg/L 。
试验合格后,应立即将水渍去除干净。
5、压力容器的对接焊接接头的无损检测比例,一般分为全部(100%)和局部(大于等于20%)两种。
对钢制低温容器,局部无损检测的比例应大于等于50% 。
6、外压及真空容器的圆度要求严于内压容器,主要是为了防止失稳。
S腐蚀环境中使用的碳素钢钢板,壁厚大于或等于12mm 时,需逐张7、在湿H2超声检测。
8、当所盛装的介质其毒性为极度、高度危害或者设计上不允许有微量泄漏的压力容器,应当进行泄漏试验。
9、《固定式压力容器安全技术监察规程》适用于同时具备下列条件的压力容器:⑴工作压力大于等于0.1MPa ;⑵工作压力与容积的乘积大于或者等于2.5MPa·L ;⑶盛装介质为气体、液化气体以及介质最高工作温度高于或者等于其标准沸点的液体。
10、高压氨蒸发器设计压力P=12 MPa,设计温度t=150℃,顶盖的平垫材料为铝,结构设计时应考虑设置顶丝。
11、《固定式压力容器安全技术监察规程》中规定:压力容器选材应当考虑材料的力学性能、化学性能、物理性能和工艺性能。
12、《固定式压力容器安全技术监察规程》中规定:压力容器专用钢中的碳素钢和低合金钢钢材(包括板材、钢管和钢锻件),其磷、硫含量基本要求:P ≤0.030% 、 S ≤0.020% 。
13、《固定式压力容器安全技术监察规程》中规定:设计总图应当按照有关安全技术规范的要求履行审批手续,对于第III类压力容器应当有压力容器设计单位技术负责人或者其授权人的批准签字。
14、《固定式压力容器安全技术监察规程》中规定:压力容器的设计,可以采用规则设计方法或者分析设计方法,必要时也可以采用试验方法或者可对比的经验设计方法,但是应按本规程第1.9条的规定通过技术评审。

如何根据ASME规范产品RT标记确定焊接接头系数孟大润【摘要】The joint coefficient of the ASME specified product constructed by welding is closely related to the non-destructive testing degree of the joint. The ASME-Ⅷ code ( rules for construction of pressure vessels) specifically defines the selection criterion of the joint coefficient. However, the criterion is misleading in some complex situations, resulting in mistakes in coefficient selection. Discusses how to determine the joint coefficient according to RT markings for ASME specified products during actual construction by analyzing the requirements and applications of RT markings.%用焊接方法建造的ASME规范产品,其焊接接头系数与焊接接头的无损检测程度密切相关。
在ASME规范压力容器卷中明确规定了焊接接头系数选取规则,但在一些较为复杂的情况下却很容易引起误解而选错系数。
通过详细分析ASME规范中关于RT标记的要求和应用,探讨在实际应用中如何根据产品的RT 标记来确定焊接接头系数。
【期刊名称】《化工装备技术》【年(卷),期】2014(000)006【总页数】4页(P48-51)【关键词】压力容器;ASME规范;焊接;焊接接头系数;RT标记【作者】孟大润【作者单位】江苏省特种设备安全监督检验研究院常熟分院【正文语种】中文【中图分类】TQ050.20 概述在ASME规范压力容器卷(第八卷第一分册)中,用焊接方法建造的规范产品壁厚计算公式里的焊接接头系数与焊接接头的无损检测程度密切相关 [1]。
GB150—报批稿4.5.2 焊接接头系数4.5.2.1 焊接接头系数φ应根据对接接头的焊缝形式及无损检测的长度比例确定;4.5.2.2 钢制压力容器的焊接接头系数规定如下:a 双面焊对接接头和相当于双面焊的全焊透对接接头1 全部无损检测,取φ=;2 局部无损检测,取φ=;b 单面焊对接接头沿焊缝根部全长有紧贴基本金属的垫板1 全部无损检测,取φ=;2 局部无损检测,取φ=;4.5.2.3 其他金属材料的焊接接头系数按相应引用标准的规定;采用分析法计算开孔补强时,也应该去;10.3.1 全部100%射线或超声检测凡符合下列条件之一的容器及受压元件,需采用设计文件规定的方法,对其A类和B 类焊接接头,进行全部射线或超声检测:a 设计压力大于或等于的第Ⅲ类容器;b 采用气压或气液组合耐压试验的容器;c 焊接接头系数取的容器;d 使用后无法进行内部检验容器;e 盛装毒性为极度或高度危害介质的容器;f 设计温度低于-40℃的或者焊接接头厚度大于25mm 低温容器;g 奥氏体型不锈钢、碳素钢、Q345R、Q370R及其配套锻件的焊接接头厚度大于30mm 者;h 18MnMoNbR、13MnNiMoR、12MnNiVR及其配套锻件的焊接接头厚度大于20mm者;i 15CrMoR、14Cr1MoR、08Ni3DR、奥氏体—铁素体型不锈钢及其配套锻件的焊接接头厚度大于16mm者;j 铁素体型不锈钢、其他Cr-Mo低合金钢制容器;k 标准抗拉强度下限值R m≥540MPa的低合金钢制容器;l 图样规定须100%检测的容器;注:上述容器中公称直径DN≥250mm的接管与接管对接接头、接管与高颈法兰对接接头的检测要求与A类和B类焊接接头相同; TSG R0004-2009 固定式压力容器安全技术监察规程4.5.3. 全部射线检测或者超声检测符合下列情况之一的压力容器A、B类对接接头压力容器A、B类对接接头的划分按照GB150的规定,依据本规程4.5.3.1第1项的方法进行全部无损检测:(1)设计压力大于或者等于的第Ⅲ类压力容器;(2)按照分析设计标准制造的压力容器;(3)采用气压试验或者气液组合压力试验的压力容器;(4)焊接接头系数取的压力容器或者使用后需要但是无法进行内部检验的压力容器;(5)标准抗拉强度下限值大于或者等于540MPa的低合金钢制压力容器,厚度大于20mm时,其对接接头还应当采用本规程4.5.3.1第1项所规定的与原无损检测方法不同的检测方法进行局部检测,该局部检测应当包括所有的焊缝交叉部位;(6)设计图样和本规程引用标准要求时;4.5.3.1 无损检测方法的选择1压力容器的对接接头应当采用射线检测或者超声检测,超声检测包括衍射时差法超声检测TOFD、可记录的脉冲反射法超声检测和不可记录的脉冲反射法超声检测;当采用不可记录的脉冲反射法超声检测时,应当采用射线检测或者衍射时差法超声检测做为附加局部检测;GB 151-1999 管壳式换热器焊接接头系数3.16.1 钢制换热器焊接接头系数φ按表4选取表4对于无法进行无损检测的固定管板式换热器壳程圆筒的环向焊接接头,当采用氩弧焊打底或者沿焊接接头根部全长有紧贴基本金属的垫板时,其焊接接头系数φ=;3.16.2 铝、铜、钛及其合金的焊接接头系数按附录D标准的附录的规定;压力容器设计工程师培训教程焊接接头系数4.11.1 焊接接头系数的基本规定焊接接头系数φ是指对接接头强度与母材强度之比值;用以反映由于焊接材料、焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱的程度,是焊接接头力学性能的综合反映;4.11.2 焊接接头系数选取的基本要求焊接接头系数的选取与接头的焊接工艺特点、无损检测比例和对容器的要求相关;主要有一下几个问题:1当纵向接头与环向接头的结构、无损检测比例不一致时,如纵向接头采用双面焊、100%RT或UT,而环向接头为加垫板的单面焊且无法进行RT或UT检测时,在容器的设计计算中应正确采用焊接接头系数;内压圆筒厚度计算公式是根据圆筒中周向总体一次薄膜应力的强度导出,所以与之对应的焊接接头系数应为圆筒的纵向焊接接头系数;在圆筒环向接头的极小断面中同样也存在着环向周向薄膜应力,另外尽管环向接头在圆筒轴向的应力仅有环向应力的一半,但是作为一台完整的压力容器,为确保这个圆筒的强度与安全,一般应要求环向接头与纵向接头具有同样的质量水平,即要求具有同样的焊接接头系数;若存在制造上的困难,可按GB150中10.8.2.3执行;此时环向接头的质量焊接接头系数虽然可能与纵向接头的质量焊接接头系数不完全相同,但计算圆筒厚度时,仍取纵向接头的焊接接头系数;此时设计者应规定对该焊接接头的技术要求,以提醒制造厂用焊接工艺措施来保证焊接质量;GB150-1998中10.8.2.3抄录如下:“对容器直径不超过800mm的圆筒与封头的最后一道环向封闭焊缝,当采用不带垫板的单面焊对接接头,且无法进行射线或超声检测时,允许不进行检测,但需采用气体保护焊打底;2封头拼接接头的封头系数;GB150-1998中10.8.2.2规定封头拼接接头应进行100%UT或RT检测,但未规定封头拼接接头的接头系数如何选取;封头拼接接头的无损检测要求主要是针对封头成形时变形较大,缺陷容易扩展而提出的,与封头厚度无关;因此,尽管封头拼接接头要求100%UT或RT检测,但这种检测仍然只是对整台容器检测的一部分,其合格指标仍按照对容器整台要求的合格指标而确定;因此,封头拼接接头的焊接接头系数一般取压力容器的纵向接头焊接接头系数;对整张钢板压制的小直径封头,由于不存在焊接接头,在厚度计算中当然取φ=;。
工会党支部工作总结[工会党支部工作总结] xxxx年,我们工会党支部在师直党工委的正确领导下,认真学习贯彻“三个代表”重要思想,学习党的十六届四中全会精神,自觉用“三个代表”重要思想指导工作,进一步加强党支部的建设,在工作中较好的发挥了政治核心和战斗堡垒作用,工会党支部工作总结。
现将xxxx年的支部工作情况总结汇报如下。
一、努力加强党支部的思想建设、组织建设和作风建设1.思想建设:在工会全体党员中继续深入学习邓小平理论和“三个代表”的重要思想。
在党的十六大四中全会召开以后,认真学习大会的精神和文件,特别是对全会讨论通过的《关于加强中国共产党执政能力建设的决定》,不仅在支部成员内部认真学习贯彻,而且还在工会全体工作人员中传达贯彻学习。
坚持严肃认真地进行党员民主评议工作,切实解决党支部、党员中存在的问题和不足,努力提高全体党员的思想认识,为圆满完成全年的各项工作,提供思想保证。
同时开好领导班子民主生活会,认真征集职工意见,认真开展批评与自我批评,找差反思,并进行认真整改,进一步完善领导班子的工作。
全年共召开民主生活会2次,均取得了良好效果,大家普遍反映心更近了,关系更融洽了,工作氛围更加和谐了,团队的力量更加强大了。
2.加强党支部的组织建设,发挥先锋模范作用。
支部坚持“三会一课”制度,按时召开支委会、支部大会和党课学习,坚持党支部委员经常碰头,有问题及时研究解决。
努力提高组织生活质量,发挥党支部战斗力。
继续认真做好对入党积极分子的培养教育和考察、引导工作。
党支部认真贯彻《关于进一步开展“创建学习型组织,争做知识型职工”活动的通知》,认真组织党员参加学习,结合部门工作具体实际,发动党员积极投入“创争”活动,为我师的职工素质工程作出积极的贡献。
在支部内部,充分发挥领导干部和骨干党员的先锋模范作用,带动了支部工作跃上了一个新的台阶。
经支部考核评议,推荐经济工作部部长唐志刚同志为“优秀党员”和“优秀公务员”。
焊接接头系数ASME Ⅷ-1对于承受内压各类元件厚度计算公式都是按照将元件上最大主应<=SE而得出。
因而ASME 力限制予材料许用应力和焊接系数的乘积以下,即SmaxⅧ-1计算式中所指的焊接接头系数是指和元件最大主应力方向相垂直焊缝的焊接接头系数。
1.焊接接头的分类焊接接头分类的基本出发点是该焊接接头所承受的应力水平以及所连接的两元件的结构类型。
该焊接接头所承受的主应力水平越高,所连接两元件的结构其受力条件越不利,则把该焊接接头归为较高级别的焊接接头类别,高低按A,B,C,D顺序递减,详见UW-3及图UW-3,与GB150相类似,不再详细介绍。
唯一的不同点是接管与筒体对接焊缝,ASME规范将它划为D类,而GB150划为A类。
如图所示:主要是由于ASME规范强调是以焊接接头在容器上的位置分类。
由于此D类对接焊缝承受最大主应力作用,要求相当高,所以ASME Ⅷ-1对它的探伤、热处理提出很高的要求。
2.焊接接头系数的选用(UG-11(a)(5)UW-12)在UW-12中对焊缝的焊接接头系数和用于元件厚度计算式中的焊接接头系数作出规定。
总的思想是:(1)除了无缝筒节和无缝封头以及对该筒节或封头上的所有A类及D类对接焊缝进行100℅探伤的有缝筒节和封头外,所有元件厚度计算式中的焊接接头系数即为该元件上和最大主应力方向相互垂直的焊缝或起决定性作用的焊缝的焊接接头系数。
除去作用有附加轴向拉伸或弯曲的内压圆筒因轴向应力可能成为最大主应力而在计算式中采用B类焊缝外,一般都是元件上A类焊缝的焊接接头系数。
用于元件厚度计算式中焊接接头系数就是有表UW-12按A类焊缝的结构类型和探伤程度决定,和与之相交焊缝的结构类型、探伤程度无关。
(2)对于无缝筒节或封头以及对该筒节或封头上所有A类或D类对接焊缝进行100℅探伤的有缝筒节和封头,用于壁厚计算式中的焊接接头系数和起决定作用焊缝的焊接接头系数可能有所不同,看它是否满足UW-11(a)(5)的要求。
焊缝系数的选取原则一、焊接材料与母材的匹配性在选取焊缝系数时,首先要考虑的是焊接材料与母材的匹配性。
不同的母材和焊接材料在物理、化学和机械性能上有所差异,这会对焊接过程和焊缝质量产生影响。
一般来说,焊缝系数应能反映这种差异,以确保焊接接头的性能能够满足设计要求。
二、焊接工艺与质量要求焊接工艺的选择对焊缝质量和系数有直接影响。
不同的焊接工艺(如手工焊、自动焊、激光焊等)会形成不同的焊缝形状、尺寸和外观质量。
这些因素又将影响焊接接头的性能,如强度、韧性和疲劳寿命等。
因此,焊缝系数的选取应能反映这些工艺和质量要求。
三、焊接接头的受力状况在确定焊缝系数时,还需考虑焊接接头的受力状况。
不同部位、不同使用条件的焊接接头所承受的力、弯矩和剪力都有所不同。
这些受力状况决定了焊缝必须具备的承载能力。
在某些情况下,例如承受高载荷或疲劳载荷的接头,可能需要采用较大的焊缝系数以确保安全。
四、焊接结构的稳定性和疲劳强度焊接结构的稳定性主要取决于焊接接头的质量和焊缝的形状。
焊缝系数应能反映这些因素对结构稳定性的影响。
此外,对于承受周期性载荷的焊接结构,焊缝系数还必须考虑疲劳强度的要求。
疲劳载荷下,接头可能需要更高的焊缝系数来抵抗裂纹萌生和扩展。
五、焊接缺陷的控制与预防焊接过程中可能会出现各种缺陷,如气孔、夹渣、未熔合和未焊透等。
这些缺陷会影响焊缝质量和接头性能,因此在选取焊缝系数时必须考虑如何控制和预防这些缺陷。
适当的焊缝系数应能反映对焊接缺陷的控制要求,并为预防措施提供依据。
六、经济性因素与焊接成本的考虑在确定焊缝系数时,经济性因素也是不可忽视的一环。
过高的焊缝系数可能会导致不必要的成本增加,而过于保守的焊缝系数则可能引发安全和质量问题。
因此,需要在保证安全和质量的前提下,合理选取焊缝系数,以降低焊接成本。
七、焊接环境与安全性的评估不同的焊接环境(如高温、低温、腐蚀性介质等)会对焊接过程和接头性能产生影响。
在选取焊缝系数时,应考虑这些环境因素对安全性的影响。
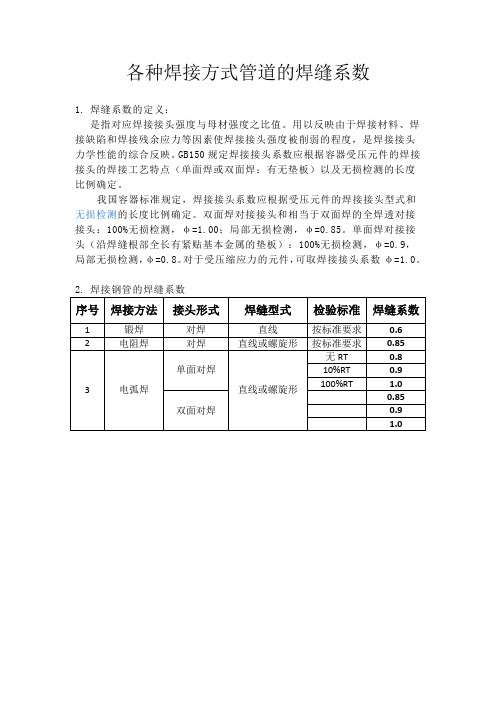
压力容器设计中焊接接头系数Υ值的选取李业勤3 尤爱珍 (宜兴市洪流集团公司)(常州化工设备有限公司) 摘 要 对压力容器设计中几处焊接接头系数Υ值的选取,论述了自己的观点。
关键词 压力容器 焊接接头系数 在学习贯彻GB150-1998、GB151-1999以及国家质量技术监督局《压力容器安全技术监察规程》(下简称《容规》)的过程中,有几处焊接接头系数Υ值的选取易引起争议,为此,笔者谈一下自己的看法,供参考。
1 开孔处计算厚度∆计算式中Υ值的选取 GB150-1998中的81511款给出了对内压容器开孔所需补强面积的计算式:A=d∆+2∆∆et(1-f r)(1)式中∆为开孔处计算厚度。
显然,要求取∆值,就必需解决开孔处焊接接头系数Υ值如何选取的问题。
当壳体的焊接接头系数Υ=1时,任意开孔处Υ=1。
若有人提出,当开孔正好在B类焊接接头上,而B类Υ值又不为1,怎么办?笔者认为,由于B类Υ值不会小于015,不会对开孔处Υ值造成影响。
当壳体Υ值小于1时,开孔处Υ如何选取?这个问题比较复杂,现分析如下: (1)开孔处有效补强范围内,计算截面为母材,此时Υ=1。
(2)开孔处有效补强范围内,计算截面穿过B类焊接接头,由于B类Υ值不小于015,故对计算截面(对圆筒体为轴向截面)而言,其Υ值可取1。
(3)开孔处有效补强范围内,计算截面正好穿过A类焊接接头,而A类Υ值又小于1,例如0185等,笔者认为可仍取1。
理由是:根据GB150-1998第10181212c)款以及10181411 b)和10181412b)款,以开孔中心为圆心、115倍开孔直径为半径的圆中所包容的焊接接头应全部检测,射线检测、超声检测合格的级别分别为不低于 级和不低于 级,即与壳体相一致,《容规》亦有同样规定,因此有人认为Υ值应等同于壳体的Υ值。
从合理的角度考虑,Υ值取小于1的值,有一定道理,但是,由于设计人员在进行设计计算时是无法预先知道这一情况的,更何况计算截面正好位于A类焊接接头上的情形十分少,如果连这一比较特殊的情形也要分清Υ=1还是Υ<1,对设计人员而言未免太苛刻了。
GB150—报批稿
4.5.2 焊接接头系数
4.5.2.1 焊接接头系数φ应根据对接接头的焊缝形式及无损检测的长度比例确定。
4.5.2.2 钢制压力容器的焊接接头系数规定如下:
a)双面焊对接接头和相当于双面焊的全焊透对接接头
1)全部无损检测,取φ=1.0;
2)局部无损检测,取φ=0.85。
b)单面焊对接接头(沿焊缝根部全长有紧贴基本金属的垫板)
1)全部无损检测,取φ=0.9;
2)局部无损检测,取φ=0.8。
4.5.2.3 其他金属材料的焊接接头系数按相应引用标准的规定。
采用分析法计算开孔补强时,?也应该去1.0。
10.3.1 全部(100%)射线或超声检测
凡符合下列条件之一的容器及受压元件,需采用设计文件规定的方法,对其A类和B 类焊接接头,进行全部射线或超声检测:
a)设计压力大于或等于1.6MPa的第Ⅲ类容器;
b)采用气压或气液组合耐压试验的容器;
c)焊接接头系数取1.0的容器;
d)使用后无法进行内部检验容器;
e)盛装毒性为极度或高度危害介质的容器;
f)设计温度低于-40℃的或者焊接接头厚度大于25mm 低温容器;
g)奥氏体型不锈钢、碳素钢、Q345R、Q370R及其配套锻件的焊接接头厚度大于30mm 者;
h) 18MnMoNbR、13MnNiMoR、12MnNiVR及其配套锻件的焊接接头厚度大于20mm者;
i) 15CrMoR、14Cr1MoR、08Ni3DR、奥氏体—铁素体型不锈钢及其配套锻件的焊接接头厚度大于16mm者;
j)铁素体型不锈钢、其他Cr-Mo低合金钢制容器;
k)标准抗拉强度下限值R m≥540MPa的低合金钢制容器;
l)图样规定须100%检测的容器。
注:上述容器中公称直径DN≥250mm的接管与接管对接接头、接管与高颈法兰对接接头的检测要求与A类和B类焊接接头相同。
TSG R0004-2009 固定式压力容器安全技术监察规程
4.5.3.2.2 全部射线检测或者超声检测
符合下列情况之一的压力容器A、B类对接接头(压力容器A、B类对接接头的划分按照GB150的规定),依据本规程4.5.3.1第(1)项的方法进行全部无损检测:
(1)设计压力大于或者等于1.6MPa的第Ⅲ类压力容器;
(2)按照分析设计标准制造的压力容器;
(3)采用气压试验或者气液组合压力试验的压力容器;
(4)焊接接头系数取1.0的压力容器或者使用后需要但是无法进行内部检验的压力容器;
(5)标准抗拉强度下限值大于或者等于540MPa的低合金钢制压力容器,厚度大于20mm时,
其对接接头还应当采用本规程4.5.3.1第(1)项所规定的与原无损检测方法不同的检测方法进行局部检测,该局部检测应当包括所有的焊缝交叉部位;
(6)设计图样和本规程引用标准要求时。
4.5.3.1 无损检测方法的选择
(1)压力容器的对接接头应当采用射线检测或者超声检测,超声检测包括衍射时差法超声检测(TOFD)、可记录的脉冲反射法超声检测和不可记录的脉冲反射法超声检测;当采用不可记录的脉冲反射法超声检测时,应当采用射线检测或者衍射时差法超声检测做为附加局部检测;
GB 151-1999 管壳式换热器
3.16 焊接接头系数
3.16.1 钢制换热器焊接接头系数φ按表4选取
表4
对于无法进行无损检测的固定管板式换热器壳程圆筒的环向焊接接头,当采用氩弧焊打底或者沿焊接接头根部全长有紧贴基本金属的垫板时,其焊接接头系数φ=0.6。
3.16.2 铝、铜、钛及其合金的焊接接头系数按附录D(标准的附录)的规定。
压力容器设计工程师培训教程
4.11 焊接接头系数
4.11.1 焊接接头系数的基本规定
焊接接头系数φ是指对接接头强度与母材强度之比值。
用以反映由于焊接材料、焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱的程度,是焊接接头力学性能的综合反映。
4.11.2 焊接接头系数选取的基本要求
焊接接头系数的选取与接头的焊接工艺特点、无损检测比例和对容器的要求相关。
主要有一下几个问题:
(1)当纵向接头与环向接头的结构、无损检测比例不一致时,如纵向接头采用双面焊、100%RT或UT,而环向接头为加垫板的单面焊且无法进行RT或UT检测时,在容器的设计计算中应正确采用焊接接头系数。
内压圆筒厚度计算公式是根据圆筒中周向总体(一次)薄膜应力的强度导出,所以与之对应的焊接接头系数应为圆筒的纵向焊接接头系数。
在圆筒环向接头的极小断面中同样也存在着环向(周向)薄膜应力,另外尽管环向接头在圆筒轴向的应力仅有环向应力的一半,但是作为一台完整的压力容器,为确保这个圆筒的强度与安全,一般应要求环向接头
与纵向接头具有同样的质量水平,即要求具有同样的焊接接头系数。
若存在制造上的困难,可按GB150中10.8.2.3执行。
此时环向接头的质量(焊接接头系数)虽然可能与纵向接头的质量(焊接接头系数)不完全相同,但计算圆筒厚度时,仍取纵向接头的焊接接头系数。
此时设计者应规定对该焊接接头的技术要求,以提醒制造厂用焊接工艺措施来保证焊接质量。
GB150-1998中10.8.2.3抄录如下:
“对容器直径不超过800mm的圆筒与封头的最后一道环向封闭焊缝,当采用不带垫板的单面焊对接接头,且无法进行射线或超声检测时,允许不进行检测,但需采用气体保护焊打底。
(2)封头拼接接头的封头系数。
GB150-1998中10.8.2.2规定封头拼接接头应进行100%UT或RT检测,但未规定封头拼接接头的接头系数如何选取。
封头拼接接头的无损检测要求主要是针对封头成形时变形较大,缺陷容易扩展而提出的,与封头厚度无关。
因此,尽管封头拼接接头要求100%UT或RT检测,但这种检测仍然只是对整台容器检测的一部分,其合格指标仍按照对容器整台要求的合格指标而确定。
因此,封头拼接接头的焊接接头系数一般取压力容器的纵向接头焊接接头系数。
对整张钢板压制的小直径封头,由于不存在焊接接头,在厚度计算中当然取φ=1.0。