粉末冶金零件工艺卡片
- 格式:doc
- 大小:55.50 KB
- 文档页数:1
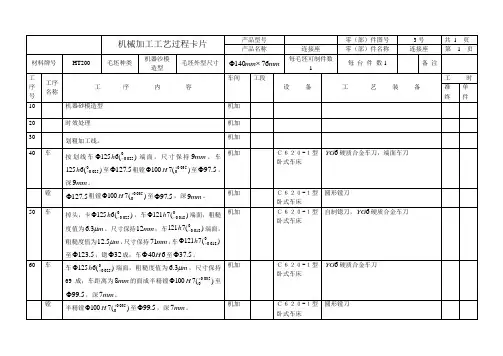
机械加工工艺过程卡片班级:1404032姓名:机械加工工艺过程卡片产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工步工时备料Θ50×45的棒料1 车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀,表面粗糙度仪2 钻钻θ6,θ10,,θ14,,θ18通孔金工Z3025麻花钻,钻床专用夹具,内径千分尺3 镗粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔金工CA6140C620-1车床专用夹具内径百分尺,表面粗糙度仪表4 车粗车精车θ49至标准尺寸θ48金工CA614090度外圆车刀,游标卡尺,三爪卡盘5 车换端面保护夹θ48面粗,精车θ50至标准尺寸θ40金工CA614090度外圆车刀,游标卡尺,三爪卡盘6 车端面至标准尺寸保证长度30mm,40mm 金工CA614090度外圆车刀,游标卡尺,三爪卡盘设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期指导(厂名)机械加工工序卡片产品型号零件图号01—01—01产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件39.46s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助1 粗车端面及外圆三爪卡盘,YG6硬质合金车刀,表面粗糙度仪90 45 0.5 1.25 1 22s 17.46s(厂名)机械加工工序卡片产品型号零件图号01—01—02产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号机加工车间钻孔GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数Z3025 1夹具编号夹具名称切削液ZY—02 钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助2 钻θ6,θ10,,θ14,,θ18通孔Z3025摇臂钻床,钻床专用夹具100 2 0.5 45 30 200s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—04 三爪卡盘工序工时标准单件61.5s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助3 粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔C620-1车床专用夹具内径百分尺,表面粗糙度仪表330 49 0.20 2 5 21s 40.5s(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助4 粗车精车θ49至标准尺寸θ4890度外圆车刀,游标卡尺,三爪卡盘120 35 0.65 1.25 3 50s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助5 换端面保护夹θ48粗精车θ50至标准尺寸θ4090度外圆车刀,游标卡尺,三爪卡盘120 46 0.65 2 3 70s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助6 车端面至标准尺寸保证长度17mm,40mm90度外圆车刀,游标卡尺,三爪卡盘120 46 0.65 1.1 2 70s 60s。
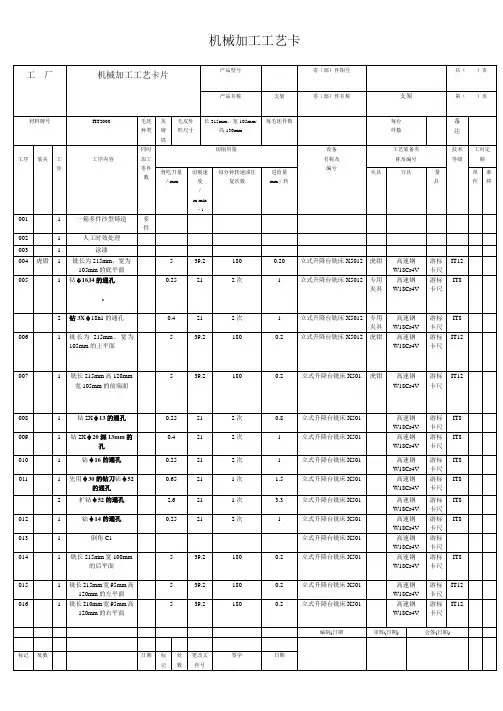
机械加工工艺过程卡片班级: 1404032姓名:机械加工工艺过程卡片产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数1每台件数1备注工序号工序名工序内容车间工段设备工艺装备工步工时称备料Θ50×45 的棒料1车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀,表面粗糙度仪2钻钻θ6, θ10 , ,θ14, ,θ18 通孔金工Z3025 3镗粗,精细镗θ20 通孔θ30 圆柱孔,θ30金工CA6140至θ36 的圆锥孔4车粗车精车θ49 至标准尺寸θ48金工CA6140 5车换端面保护夹θ48 面粗,精车θ50 至金工CA6140标准尺寸θ406车端面至标准尺寸保证长度金工CA6140 30mm,40mm 麻花钻,钻床专用夹具,内径千分尺C620-1 车床专用夹具内径百分尺,表面粗糙度仪表90度外圆车刀,游标卡尺,三爪卡盘90度外圆车刀,游标卡尺,三爪卡盘90度外圆车刀,游标卡尺,三爪卡盘设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期指导(厂名)产品型号零件图号01—01—01机械加工工序卡片轴套零件名称轴套共(7)页第 (2) 页产品名称车间工序号工序名称材料牌号机加工车削GCR15车间毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY —01三爪卡盘工序工时标准单件39.46s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时r/min m/min mm/r mm次数机动辅助1粗车端面及外圆三爪卡盘,YG6 硬质合90450.5 1.25122s17.46s 金车刀,表面粗糙度仪/-(厂名)机械加工工序卡片产品型号产品名称轴套车间机加工车间毛坯种类铸造设备名称夹具编号ZY —02零件图号01—01—02零件名称轴套共(7)页第(3)页工序号工序名称材料牌号钻孔GCR15毛坯外形尺寸每毛坯可制件数每台件数Θ50×451设备型号设备编号同时加工件数Z30251夹具名称切削液钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时r/min m/min mm/r mm次数机动辅助2钻θ6, θ10 ,, θ14, ,θ18Z3025 摇臂钻床,钻床专10020.54530200s60s 通孔用夹具(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共( 7)页第( 4)页车间工序号工序名称材料牌号机加工车削GCR15车间毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY —04三爪卡盘工序工时标准单件61.5s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时r/min m/min mm/r mm次数机动辅助粗,精细镗θ20 通孔θ30C620-1 车床专用夹具内3圆柱孔,θ30 至θ36 的圆径百分尺,表面粗糙度仪330490.202521s40.5s 锥孔表(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第( 5)页车间工序号工序名称材料牌号机加工车削GCR15车间毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY —01三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时r/min m/min mm/r mm次数机动辅助4粗车精车θ49 至标准尺90 度外圆车刀,游标卡尺,120350.65 1.25350s60s 寸θ48三爪卡盘(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共( 7)页第( 6)页车间工序号工序名称材料牌号机加工车削GCR15车间毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY —01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时r/min m/min mm/r mm次数机动辅助5换端面保护夹θ48 粗精90 度外圆车刀,游标卡尺,120460.652370s60s 车θ50至标准尺寸θ40三爪卡盘(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共( 7)页第( 7)页车间工序号工序名称材料牌号机加工车削GCR15车间毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY —01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时r/min m/min mm/r mm次数机动辅助6车端面至标准尺寸保证90 度外圆车刀,游标卡尺,120460.65 1.1270s60s 长度 17mm,40mm三爪卡盘。
工艺卡片模板Mechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX:XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number SignatureDesigned (Date)DateReviewed (Date) Standardized (Date) Countersigned (Date) Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)Reviewed (Date)SignedStandardized (Date)Countersigned (Date)Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Total Pages:n Name:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:XXX:XXX Model:Fixture Number:XXX:Standard Final Piece:XXX:XXX:n:Bottom Drawing Number:XXX:Step Number:1Main Spindle Cutting Speed:m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)DateReviewed (Date)Standardized (Date)Countersigned (Date)Marking Change File Number机械加工工序卡片产品型号:______ 产品名称:______ 零件图号:______ 零件名称:______车间:______ 毛坯种类:______ 设备名称:______ 设备型号:______共页:______ 工序号:______ 每毛坯可制作件数:______ 设备编号:______夹具名称:______ 工位器具名称:______ 材料牌:______每台件数:______ 同时加工件数:______ 切削液:______ 煤油:______工序工时:______ 夹具编号:______ 工位器具编号:______准终单件:______ 进给:______ 描图:______ 描校:______底图号:______ 装订号:______工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号注:删除了明显有问题的段落,对每段话进行了小幅度的改写,使其更加清晰明了。
机械加工工艺过程卡片与工序卡片一、机械加工工艺过程卡片1.定义2.主要内容(1)工艺路线:根据零件的图纸和技术要求,详细描述每个工序的顺序和前后关系等。
工艺路线应尽可能简洁明了、便于操作。
(2)加工方法:具体记录每个工序的加工方法和过程,包括机床、刀具、切削速度、进给量、切削液等。
(3)工具、工装和夹具:详细描述每个工序所需的工具、工装和夹具等。
这些工具应当符合零件的加工要求,能够确保加工精度和质量。
(4)工序检查:指导加工者进行每一道工序的自检和互检工作,以确保加工质量。
3.作用(1)提供工艺指导:工艺过程卡片详细描述了零件加工的每个步骤和要求,能够为操作人员提供明确的工艺指导,确保加工过程的准确和高效。
(2)记录加工信息:工艺过程卡片记录了每个工序的加工方法、设备和工具等信息,方便工艺工程师对加工过程进行评估和改进。
(3)保证加工质量:通过工艺过程卡片的指导,加工人员可以按照规定的工序严格执行加工要求,确保加工质量达到或超过技术要求。
二、工序卡片1.定义工序卡片是机械加工过程中用于记录和指导每个工序操作要求和指导要点的文件。
它是机械加工工艺文件系统中的一部分,也是机械加工生产过程中必不可少的文件。
2.主要内容工序卡片主要包括以下内容:(1)工序名称:准确描述该工序的名称和编号。
(2)操作要点:详细描述该工序的操作要点,包括操作方法、操作顺序、操作规范等。
(3)质量要求:规定该工序的质量要求和检查方法,确保加工质量达到技术要求。
(4)安全注意事项:记录该工序的操作安全要求和注意事项,保证操作人员的安全。
3.作用工序卡片的作用主要体现在以下几个方面:(1)提供操作指导:工序卡片详细描述了每个工序的操作要点和操作顺序,提供了明确的操作指导,帮助操作人员正确完成每个工序。
(2)规范操作流程:通过规定每个工序的操作要点和质量要求,工序卡片能够规范操作流程,保证每个工序的一致性和高效性。
(3)保证操作安全:工序卡片记录了每个工序的操作安全要求和注意事项,能够提醒和强调操作人员的安全注意事项,保证操作人员的安全。
机械加工工艺卡模板1.工艺卡编号:[填写编号]2.零件名称:[填写零件名称]3.零件编号:[填写零件编号]4.材料:[填写材料]5.设计图纸号:[填写设计图纸号]6.工艺卡制定日期:[填写制定日期]7.工艺卡制定人:[填写制定人]8.工件尺寸要求:-长度:[填写长度要求]-宽度:[填写宽度要求]-高度:[填写高度要求]-直径:[填写直径要求]-其他:[填写其他尺寸要求]9.工艺流程:-加工工序1:-切割方法:[填写切割方法]-切削速度:[填写切削速度]-刀具类型:[填写刀具类型]-刀具编号:[填写刀具编号]-切削液:[填写切削液类型]-切削液浓度:[填写切削液浓度要求]-加工表面粗糙度:[填写加工表面粗糙度要求] -加工工序2:-切割方法:[填写切割方法]-切削速度:[填写切削速度]-刀具类型:[填写刀具类型]-刀具编号:[填写刀具编号]-切削液:[填写切削液类型]-切削液浓度:[填写切削液浓度要求]-加工表面粗糙度:[填写加工表面粗糙度要求] -[继续添加其他加工工序]10.工时估计:-加工工序1:[填写加工工序1的工时估计]-加工工序2:[填写加工工序2的工时估计]-[继续添加其他加工工序的工时估计]11.设备和工具:-设备1:[填写设备1]-设备2:[填写设备2]-[继续添加其他设备]-工具1:[填写工具1]-工具2:[填写工具2]-[继续添加其他工具]12.加工质量要求:-加工精度:[填写加工精度要求]-表面质量:[填写表面质量要求]-其他质量要求:[填写其他质量要求] 13.加工顺序:-加工顺序1:[填写加工顺序1]-加工顺序2:[填写加工顺序2]-[继续添加其他加工顺序]14.加工检验:-检验项目1:[填写检验项目1]-检验项目2:[填写检验项目2]-[继续添加其他检验项目]-检验设备:[填写检验设备]-检验标准:[填写检验标准]15.完成日期:[填写预计完成日期]16.备注:[填写备注信息]以上是机械加工工艺卡的模板,您可以根据需要进行修改和补充,以满足具体的加工需求。
内容。
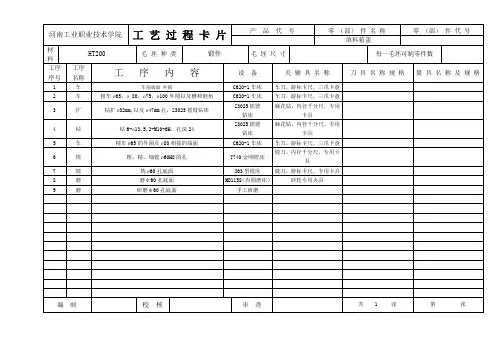
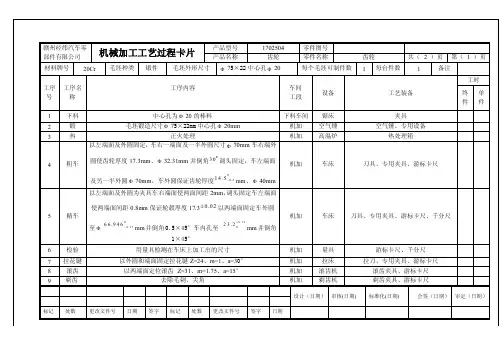
材 料 牌 号 H T 200 毛 坯 种 类 金属型铸件 毛坯外形尺寸 754×400×186每毛坯件数1每台 件数1 备注工序号 工序名称 工 序 内容 车间 工 段 设 备 工 艺装 备工 时 准终单件01 铸造 金属型铸造毛坯02 回火 热处理 03 探伤检验04 表面喷丸处理1粗以顶面为X 7面铣片车间毛坯种类金属型铸件设备名片车间毛毛片车间毛坯种类金属型铸件设备名称组片车间毛坯片车间毛坯种类金属型铸件设备名称双立轴片车间片车间毛坯种类金属型铸件设备名称片车间毛坯种片车间毛坯种类金属型铸件设备名称片车间学工步工步内学学学工步学工步学学学工步学工步学。
加工工艺过程卡片及工序卡收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 1 页车间工序号工序名称材料牌号10 粗铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1 以顶面为粗基准,粗铣箱体结合面硬质合金面铣刀、游标卡尺125 157 0.24 5.0 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 2 页车间工序号工序名称材料牌号20 粗铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1收集于网络,如有侵权请联系管理员删除床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1 以箱体结合面为基准,粗铣顶面硬质合金面铣刀、游标卡尺125 157 0.24 5 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 3 页车间工序号工序名称材料牌号30 钻孔200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数收集于网络,如有侵权请联系管理员删除组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1 组合上下箱体钻出两个定位孔高速钢麻花钻、游标卡尺500 18.5 0.18 5.9 1 0.382 铰定位销孔硬质合金铰刀、游标卡尺125 4.71 0.8 0.1 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 4 页车间工序号工序名称材料牌号40 粗铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010收集于网络,如有侵权请联系管理员删除工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1结合上下箱体,以结合面为基准,粗铣前后端面及凸台硬质合金面铣刀、游标卡尺125 157 0.24 5 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 5 页车间工序号工序名称材料牌号50 粗铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010收集于网络,如有侵权请联系管理员删除工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1结合上下箱体,以结合面为基准,粗铣右端面硬质合金面铣刀、游标卡尺125 157 0.24 3 1 0.79设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 6 页车间工序号工序名称材料牌号60 半精铣200收集于网络,如有侵权请联系管理员删除毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1 以顶面为基准,半精铣箱体结合面硬质合金面铣刀、游标卡尺180 226 0.18 3.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第7 页车间工序号工序名称材料牌号70 半精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1 以结合面为基准,半精铣前后端面硬质合金面铣刀、游标卡尺180 226 0.18 1.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第8 页车间工序号工序名称材料牌号80 半精铣200标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第9 页车间工序号工序名称材料牌号90 半精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1 以结合面为基准,半精铣顶面硬质合金面铣刀、游标卡尺180 226 0.18 2 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第10 页车间工序号工序名称材料牌号100 半精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1 结合上下箱体,半精铣结合面凹槽硬质合金面铣刀、游标卡尺180 18.1 0.12 9.2 1 0.66设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第11 页车间工序号工序名称材料牌号110 精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1 以结合面为基准,精铣结合面硬质合金面铣刀,游标卡尺180 226 0.13 1 1 2.44设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第12 页车间工序号工序名称材料牌号120 钻孔200金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1 以结合面为基准,钻顶面螺纹孔高速钢麻花钻、游标卡尺、90°角尺710 22.7 0.18 5.1 1 0.192 以结合面为基准,钻组装孔高速钢麻花钻、游标卡尺、90°角尺500 28.3 0.35 9 1 0.583以结合面为基准,钻两肋板中间凸台螺纹孔高速钢麻花钻、游标卡尺、90°角尺500 27.5 0.35 8.75 1 0.58设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第13 页车间工序号工序名称材料牌号130 钻孔200金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.272 以结合面为基准,钻右侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺125 22.0 0.80 28 1 0.753 以结合面为基准,钻正面凸台通孔高速钢麻花钻、游标卡尺、万能角度尺250 20.4 0.45 13 1 1.014 以结合面为基准,钻左侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺180 24.9 0.70 22 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第14 页车间工序号工序名称材料牌号车间工序号工序名称材料牌号150 锪孔200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1 以结合面为基准,对台阶上的组装孔锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.112 以结合面为基准,对正面凸台孔内侧锪平高速钢柱形锪钻、游标卡尺180 24.9 0.25 9 1 0.093 以结合面为基准,对右端面通孔内侧锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第16 页车间工序号工序名称材料牌号160 螺纹孔攻丝200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合攻丝机夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1 前后端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.132 顶面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.133 右端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.134 两肋板中间凸台螺纹孔攻丝高速钢机动丝锥355 22.3 1.5 1 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第17 页车间工序号工序名称材料牌号170 粗镗200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时号次数机动辅助1结合上下箱体,以结合面为基准,粗镗φ180支承孔硬质合金刀具、游标卡尺90 50.0 1.0 3 1 0.782结合上下箱体,以结合面为基准,粗镗φ120支承孔硬质合金刀具、游标卡尺125 45.9 1.0 3 1 0.563结合上下箱体,以结合面为基准,粗镗φ110支承孔硬质合金刀具、游标卡尺125 42.0 0.8 3 1 0.70设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第18 页车间工序号工序名称材料牌号180 粗镗200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1结合上下箱体,以结合面为基准,粗镗φ130支承孔硬质合金刀具、游标卡尺125 49.8 0.9 3 1 1.292结合上下箱体,以结合面为基准,镗右端面凹槽硬质合金刀具、游标卡尺63 59.3 1.5 10 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第19 页车间工序号工序名称材料牌号190 半精镗200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1结合上下箱体,以结合面为基准,半精镗φ180支承孔硬质合金刀具、游标卡尺125 70.3 0.45 2 1 1.212结合上下箱体,以结合面为基准,半精镗φ120支承孔硬质合金刀具、游标卡尺180 67.3 0.40 2 1 0.953结合上下箱体,以结合面为基准,半精镗φ110支承孔硬质合金刀具、游标卡尺180 61.2 0.40 2 1 0.95设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第20 页车间工序号工序名称材料牌号200 半精镗200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时机动辅助1结合上下箱体,以结合面为基准,半精镗φ130支承孔硬质合金刀具、游标卡尺180 72.0 0.45 3 1 1.77设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第21 页车间工序号工序名称材料牌号210 精镗200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速铣削速度进给量被吃刀量进给次数工时机动辅助1结合上下箱体,以结合面为基准,精镗φ180支承孔硬质合金刀具、游标卡尺180 101.7 0.15 1 1 2.472结合上下箱体,以结合面为基准,精镗φ120支承孔硬质合金刀具、游标卡尺250 94.2 0.14 1 1 1.913结合上下箱体,以结合面为基准,精镗φ110支承孔硬质合金刀具、游标卡尺250 86.4 0.14 1 1 1.91设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第22 页车间工序号工序名称材料牌号220 精镗200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终单件。