电镀工艺锡铅工艺
- 格式:ppt
- 大小:1.17 MB
- 文档页数:16


镀锌、镀铬等8种电镀工艺原理与特点我们都知道如今电镀技术在现代应用非常广泛,电镀可以让产品增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观等。
下面我们就来分享一下:镀锌、镀镉、镀铬、镀镍到底有什么不同以及8种电镀工艺原理与特点汇总。
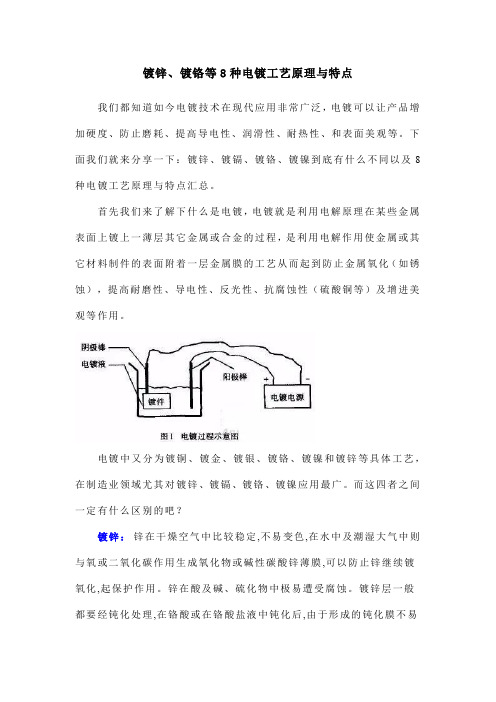
首先我们来了解下什么是电镀,电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程,是利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺从而起到防止金属氧化(如锈蚀),提高耐磨性、导电性、反光性、抗腐蚀性(硫酸铜等)及增进美观等作用。
电镀中又分为镀铜、镀金、镀银、镀铬、镀镍和镀锌等具体工艺,在制造业领域尤其对镀锌、镀镉、镀铬、镀镍应用最广。
而这四者之间一定有什么区别的吧?镀锌:锌在干燥空气中比较稳定,不易变色,在水中及潮湿大气中则与氧或二氧化碳作用生成氧化物或碱性碳酸锌薄膜,可以防止锌继续镀氧化,起保护作用。
锌在酸及碱、硫化物中极易遭受腐蚀。
镀锌层一般都要经钝化处理,在铬酸或在铬酸盐液中钝化后,由于形成的钝化膜不易与潮湿空气作用,防腐能力大大加强。
对弹簧零件、薄壁零件(壁厚<0.5m)和要求机械强度较高的钢铁零件,必须进行除氢,铜及铜合金零件可不除氢。
镀锌成本低、加工方便、效果良好锌的标准电位较负,所以锌镀层对很多金属均为阳极性镀层。
应用:在大气条件和其他良好环境中使普遍使用镀锌。
但不宜作摩擦零件。
镀镉:与海洋性的大气或海水接触的零件及在70℃以上的热水中,镉镀层比较稳定,耐蚀性强,润滑性好,在稀盐酸中溶解很慢,但在硝酸里却极易溶解,不溶于碱,它的氧化物也不溶于水。
镉镀层比锌镀层质软,镀层的氢脆性小,附着力强,而且在一定电解条件下,所得到的镉镀层比锌镀层美观。
但镉在熔化时所产生的气体有毒,可溶性镉盐也有毒。
在一般条件下,镉对钢铁为阴极性镀层,在海洋性和高温大气中为阳极性镀层。
应用:它主要用来保护零件免受海水或类似的盐溶液以及饱和海水蒸气的大气腐蚀作用,航空、航海及电子工业零件、弹簧、螺纹零件很多都用镀镉。
1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1 英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
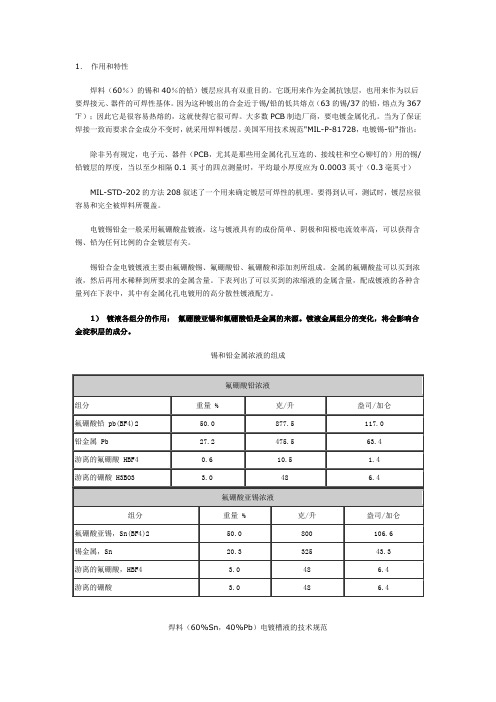
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液先在热水中溶解硼酸,再加到镀槽中。
在冷水中先使胨溶胀,然后将水加热,同时强力搅拌。
应先将氟硼酸加到水中,然后再加入硼酸和金属盐浓液。
标准槽液的组成配制高分散性槽液配方操作条件高分散性槽液配方:这种镀液具有分散能力高、覆盖能力好、镀液成份简单、维护方便,成本低,热熔时的润湿性能好等伏点。
缺点是镀层较软,易在生产过程中划痕。
通过热熔可以改变晶体结构,提高镀层的抗蚀性能。

最常用的电镀工艺
1. 镀铬:将铬镀层覆盖在表面,提高表面的硬度和抗腐蚀性能,同时增加光泽。
2. 镀锌:将锌镀层覆盖在金属表面,形成保护层,防止金属腐蚀。
3. 镀镍:将镍镀层覆盖在表面,提高金属的耐腐蚀性能和装饰效果。
4. 电镀锡:在金属表面镀一层锡,提高金属的耐腐蚀性能和焊接性能。
5. 镀金:将金属表面镀一层金,提高金属的装饰性能。
6. 镀铜:将铜镀层覆盖在金属表面,提高金属的导电性能和耐腐蚀性能。
7. 镀银:将银镀层覆盖在金属表面,提高金属的导电性能和抗氧化性能。
8. 镀锡铅:将锡铅合金镀层覆盖在金属表面,提高金属的耐腐蚀性能和焊接性能。
这些是最常用的电镀工艺,具体应根据不同的材料和应用需求选择合适的电镀工艺。
一、工艺的指导思想⏹最终用途决定工艺⏹工艺的一致性⏹在产品质量和生产成本之间找到最佳的平衡点⏹安全问题二、镀锡板简介电镀锡板因其基板具有合适的强度、优良的焊接性和冲压性,表面镀层具有良好的耐腐蚀性,易于涂布、印刷而广泛应用于食品、饮料、喷雾剂、化工和油漆等的包装以及各种器具的制造。
电镀铬板又被称作无锡钢(Tin Free Steel),简称TFS,是指“代替镀锡板使用,而表面又不镀锡的薄钢板”。
一般分为铬系无锡钢(TFS-Cr)和镍系无锡钢(TFS-Ni)两类。
目前流行的为铬系无锡钢,欧洲通称为ECCS。
这种材料最初是由锡资源缺乏的国家开发成功,后作为镀锡板的一种代用品,被许多国家在制罐行业中推广。
它与镀锡板相比,具有生产成本低、表面附着力强、涂印效率高、耐硫性好等显著优点,广泛用于杂品罐及瓶盖等。
三、镀锡板的分类(GB/T 2520-2000)和性能按成品形状:板、卷按钢级:一次冷轧、二次冷轧按钢基:L、MR、D :L型钢残留元素(Cu、Ni、Cr、Mo及其它元素)成分特别少,具有极优良耐蚀性,MR型残留元素成分较宽,耐蚀性好,用作一般用途,D型是铝镇静钢,在深冲加工或经受容易产生拉伸应变纹情况下使用按退火方式:箱式、连续按表面外观:光亮、石纹、银光、无光按镀锡量:等厚、差厚按钝化种类:阴极电化学、化学按表面质量:Ⅰ级、Ⅱ级镀锡板的性能机械性能(调质度):镀锡板的机械性能是指镀锡原板即钢基板的机械性能。
它主要由钢基板的化学成分、轧制工艺和退火工艺决定。
耐蚀性:耐蚀性是镀锡板最重要的性能。
镀锡板大量用于制造食品罐,如水果罐、奶粉罐、午餐肉罐等,由于盛装的食品种类繁多,其腐蚀也有不同特点,因此要求镀锡板具有适应其内装物特点的耐蚀性。
原板的化学成分和表面纯净度影响镀锡原板耐蚀性。
一般要求硫、磷、铜含量越少越好,但也有特殊情况,如对盛有可口可乐类含CO2的饮料,硫含量高些反而提高原板的耐蚀性,对盛有桔子等含柠檬酸的食品,铜含量多些对耐蚀性也有利。
电镀铅锡工序工艺规程电镀铅锡工序工艺规程1 目的为规范电镀铅锡操作,确保产品生产品质2 范围单面、双面及多层板均适应3职责操作执行:生产部操作监督:工程、品管部药水化验:品管部药水添加:工程部、生产部、品管部设备维护保养:生产部设备维修:工程部、设备供应商4 材料、设备和工具4.1材料甲基磺酸、甲基磺酸锡、甲基磺酸铅、甲醛、镀铅锡添加剂、锡铅阳极4.2设备、工具锡铅缸、整流器、过滤器、摇摆机5引用文件无6工艺规程6.1工艺流程6.2流程说明6.2.1上挂具:上挂具时双手戴干净的白纱手套,锁板时夹住板周的导电边,正反锁板,注意不要进入线路图形部位,管位螺丝适当拧紧即可。
6.2.2除油:清除板面上的油污及指纹,为下一步均匀微蚀作准备。
6.2.3微蚀:清洁粗化铜面,除掉板面氧化物,使之得到一个化学清洁的微观粗糙的表面,提高锡铅层与底铜层的结合力。
6.2.4浸酸:除掉铜面上的氧化膜,活化铜表面,防止杂质带入,减少槽液污染。
6.2.5镀锡铅:采用直流电镀方法在需焊接的铜面沉积6-18 um锡铅合金,防止铜面氧化,保证铜面的可焊性。
7设备操作规程7.1生产前先检查各水阀是否处于正常状态,各槽液位是否足够。
7.2取样分析各槽液成份,根据化验结果调整至标准范围。
7.3检查过滤机、摇摆、整流器是否运作正常。
7.4上槽前先擦洗阴极杆,保证导电良好。
7.5板子上槽后将管位螺丝拧紧,然后开启电流,其电流大小依制作单要求执行。
7.6电镀锡铅完成后,先关闭电流,再取下挂具清洗,其板只能在退膜机上烘干,不得在D/F前处理机上进行,以防沾酸板面发黑。
8设备维护与保养8.1每天取样化验槽液成份,根据化验单补加药水,补加药水时双手戴防护胶手套,以防腐蚀性药液灼伤皮肤。
8.2每天上班时检查整流器,过滤机摇摆机是否运作正常,发现故障及时维修。
8.3每班清洁阴极杆,保证导电良好,正常量产时每小时清洁一次。
8.4过滤机保持连续过滤,过滤棉芯每周清洗一次,每个月更换一次。
2、电镀新工艺介绍2 .1合金电镀合金电镀一直是电镀新工艺开发的重要领域。
以往为取代昴贵的镀镍而开发的铜锡合金,就曾经是一种新工艺。
现在的代镍和节镍镀层,也都是各种合金。
因为合金可以综合单一金属的优点,并具有单一金属所不具备的新的特性,比如硬度、耐腐蚀性、功能性等。
现在已经认识到,电镀作为一种湿法冶金技术,能生产出用电、热方法做不到的新合金。
包括在制作非晶态材料和纳米材料方面,电镀技术都是有优势的。
合金电镀的原理在传统的理论中是要求两种共沉积的金属的电极电位要接近,如果一个的电位较正,另一个的电位较负,就要采用络合剂将正电位的金属的离子络合,使之放电电位向负的方向移动,与另一金属的电位相近,达到共沉积的目的。
这在现在也仍然对合金新工艺的开发有指导意义。
但是现在越来越多的合金中的另一种成分的量非常小,就是这种少量的金属分散在另一金属中,却改变了金属的性能。
用传统冶金学的观点是这些掺入的金属是占据在主体金属的某些晶格位上,从而改变了金属的物理性能。
但实际上,用火法冶金很难把微量金属分散到另一金属中去,而采用电镀的方法则比较容易做到。
不过电镀方法得到的合金的结构是否符合冶金学的原理,则是值得探讨的课题。
现在已经得到应用的新合金工艺有锌系列,镍系列,铜系列,锡系列,银系列等。
锌作为钢铁的优良廉价的防护性镀层被广泛地采用 , 但是自从日本汽车打进欧洲和北美市场,汽车的耐盐防护性就提到了议事日程。
〈1〉在开展高耐蚀性镀层的研究中,锌合金的研究引人注目。
最先出现的是锡锌合金,这种合金的含锌量在30%左右时耐盐水喷雾时间最长,出现红锈的时间可达1500个小时以上。
最开始进入实用化的工艺是70年代末的有机羧酸的中性镀液,后来有柠檬酸镀液,现在我公司已经开发出硫酸盐光亮镀锡锌工艺。
在锡锌工艺之后出现的是锌镍工艺。
这种工艺由于含镍量在5-10%,成本比锡锌要低,因此很快得到普及。
最先出现的是用于钢板连续电镀的硫酸盐工艺,这大约在1982年前后。