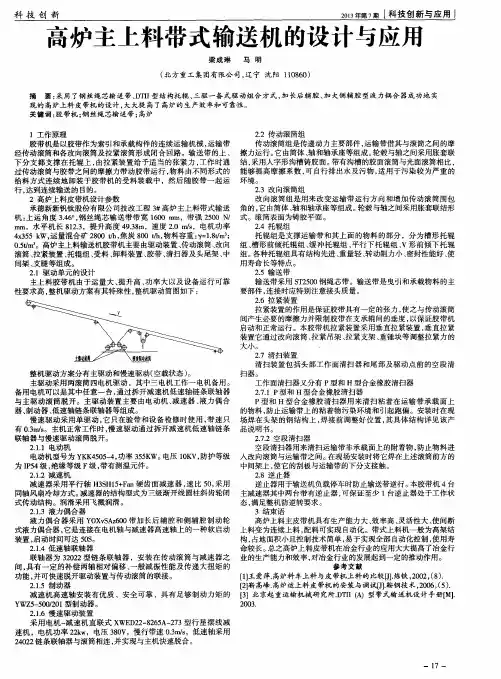
钢厂高炉上料系统设计
- 格式:doc
- 大小:78.00 KB
- 文档页数:2
莱芜职业技术学院毕业论文论文标题:高炉炼铁系统设计作者:凌宗峰学校名称:莱芜职业技术学院专业:冶金技术年级:07冶金技术指导教师:冯博楷日期:2010。
4。
1目录内容提要与关键词¨¨¨¨¨¨¨¨¨¨¨3手抄在论文本上,最后再根据内容补填目录,要求手写!正文¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨4参考文献¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨58摘要本设计要求建年产量为200万吨生铁的高炉系统。
高炉车间的七大系统:即高炉本体系统、上料系统、渣铁处理系统、喷吹系统、送风系统、除尘系统和冷却系统都做了较为详细的叙述。
高炉炼铁是获得生铁的主要手段,是钢铁冶金过程中最重要的环节之一,在国民经济建设中起着举足轻重的作用。
高炉是炼铁的主要设备,本着优质、高产、低耗和对环境污染小的方针,在预设计建造一座年产生铁200万吨的高炉炼铁系统,本设计说明书详细的对其进行了高炉设计,其中包括绪论、工艺计算(包括配料计算、物料平衡和热平衡)、高炉炉型设计、高炉各部位炉衬的选择、炉体冷却设备的选择、风口及出铁场的设计、原料系统、送风系统、煤气处理系统、渣铁处理系统、高炉喷吹系统等。
设计的同时还结合国内外相同炉容高炉的一些先进的生产操作经验和相关的数据,力争使该设计的高炉做到高度机械化、自动化和大型化,以期达到最佳的生产效益. 关键词:高炉;炼铁;设计;煤气处理;渣鉄处理;1绪论1。
1概述钢铁是重要的金属材料之一,被广泛应用于各个领域,钢铁生产水平是一个国家发展程度的标志。
高炉上料自动控制系统中几个关键环节的设计摘要:高炉上料过程必须做到及时、准确,操作灵活,靠人工操作已不能满足生产需要,自控系统成为高炉生产中不可缺少的环节,因此,必须高度重视高炉自控系统的设计工作。
关键词:自控系统;布线;配料;环形布料;定点布料;扇形布料;料制参数abstract: the blast furnace process must be done timely, accurate, flexible operation, can no longer rely on manual operations to meet production needs, the automatic control system to become an indispensable component in the blast furnace production, therefore, we must attach great importance to the design of the blast furnace automation system.key words: automatic control system; wiring; ingredients; circular fabric; the sentinel fabric; fan-shaped cloth; material system parameters中图分类号:tb486+.3文献标识码:a 文章编号:2095-2104(2012)高炉上料是炼铁生产中非常重要的环节,是衔接上、下游生产工序的纽带,且控制工艺复杂,实时性要求高,一旦出现问题,将给炼铁生产造成严重影响,甚至休风停产。
因此,必须设计好高炉上料系统的自动控制方案,并且结合生产工艺,优化控制细节。
下面针对中小型高炉常见的上料控制工艺进行分析,对一些细节问题进行阐述,以供设计人员参考。
略钢1#高炉上料系统增容改造实践通过对略钢炼铁分厂1#高炉上料系统料车卷扬、料车料斗、气动闸门称量斗、自动化控制系统等的改造,上料速度由原来每小时上6.4批料提高到8.3批料,上料速度大大提高,解决了1#高炉上料速度慢的问题,消除了低料线给高炉造成的影响。
标签:高炉;上料速度;料线1 前言略钢炼铁1#高炉容积400m3,于2008年6月12日建成投运,是在原150m3高炉的基础上改扩建而成,上料系统改造也是在原料仓基础上增加了四个东西烧结矿仓,斜桥双料车上料。
根据当时原燃料水平,1#高炉设计利用系数2.80t/m3.d,每天所需烧结矿约2200t,料速按平均6.4批/小时设计,矿批重15t左右,称量斗和料车容积均为2.8m3。
近几年,通过实施精料方针,狠抓原燃料管理,1#高炉得到强化,炉况稳定性得到提高,产量大幅增长,利用系数超过2.90t/m3.d。
高炉强化后常因一些设备小故障或打扫料坑卫生导致慢风操作,上料速度慢的问题成为高炉强化冶炼的瓶颈。
2 1#高炉上料系统存在的问题2.1 称量斗、料车容积小。
1#高炉称量斗和料车容积为2.8m3,每一车只能上矿5.4t,每车料上焦炭1.7t。
每批料为14.2t,每小时上6.4批料,每小时也就35车料,即每小时只能上90.8t,每天最多只能上2181t,这样的运力远远不能满足1#高炉的生产。
2.2 装料速度慢。
从料车到料坑的信号到位后发指令,称量斗的电液动推杆启动,到称量斗全开,这个过程需要6~7秒,放完料延时5秒后到称量斗阀门关上,整个过程约需42秒。
2.3 料车在斜桥上运行速度慢。
料车从装满料后启动,经过一级加速、二级加速和高速运行后,再到二级减速、一级减速运动,再到停车倒料,完成这个过程大约52秒时间。
料车运行时间长,无法做到快速赶料线。
2.4 1#炉槽下由于受地理环境影响,8#皮带中心距19米,而9#中心距45米,上料速度快慢不一样,程序上只能以9#皮带运行时间来设定。
高炉上料系统施工方案1 引言高炉上料系统是高炉炼铁的关键环节之一,直接影响到生产效率和产品质量。
本文档旨在提供一个高炉上料系统施工方案,包括系统的设计、安装、调试等方面的内容。
2 系统设计2.1 系统功能高炉上料系统的主要功能包括原料的输送与配比、料斗的卸料、输送线的控制和监测等。
具体功能如下: - 原料配比:根据高炉冶炼工艺要求,将不同种类和比例的原料按照要求进行配比。
- 料斗卸料:将配制好的原料从料斗中卸下,并送入相应的输送线。
- 输送线控制:控制输送线的启停、速度调节等,确保原料的顺利输送。
- 监测:对原料的流量、温度、湿度等进行监测,以便及时调整系统参数。
2.2 系统组成高炉上料系统主要由以下几个部分组成: - 天车:用于将原料从存料仓库中取出,运送到指定的料斗。
- 料斗:用于存放原料,并通过卸料口将原料送入输送线。
- 输送线:用于将原料从料斗中输送到高炉的上料口。
- 控制系统:包括PLC控制、传感器监测和人机界面等,用于控制和监测整个系统的运行。
3 施工过程3.1 前期准备在施工之前,需要进行一系列的前期准备工作,包括: - 设计方案:根据高炉的工艺要求和现场情况,制定高炉上料系统的设计方案。
- 采购原材料和设备:根据设计方案,采购所需的原材料和设备。
- 组织人员:安排项目经理、施工人员和监理人员等,确保施工过程的顺利进行。
3.2 安装和调试安装和调试是高炉上料系统施工的关键环节,包括以下步骤: - 天车安装:将天车安装在指定位置,并进行调试,确保其正常运行。
- 料斗安装:将料斗安装在指定位置,并与天车和输送线连接,进行调试。
- 输送线安装:将输送线安装在指定位置,并与料斗和高炉上料口连接,进行调试。
- 控制系统安装:安装PLC控制器、传感器和人机界面,进行调试和联动测试。
3.3 系统验收在施工完成后,进行系统验收是必不可少的步骤。
验收过程中需要完成以下内容: - 系统功能测试:对高炉上料系统的各项功能进行测试,检查其是否满足设计要求。
钢铁厂高炉供料自动控制系统改造设计作者:冯美英来源:《现代电子技术》2012年第04期摘要:目前很多钢铁厂供料系统控制供料系统存在操作员工作环境差,上料联系信号不准确和供料生产不安全等问题。
针对这些问题,现以某典型的钢铁厂高炉供料系统为例,给出了改造设计思路、控制模式设计及PLC控制系统设计方案。
该系统投入运行后,降低了操作人员工作量,改善了工人的工作环境,使高炉运行顺畅,保证了生产安全。
这一设计方案在钢铁厂高炉供料控制系统中具有较好的推广价值。
关键词:高炉;供料系统;控制系统;改造设计中图分类号:; TP274文献标识码:A文章编号:Design of feeding automatic control system for blast furnace in steel and iron plants(Liuzhou Vocational & Technical College, Liuzhou 545006, China)Abstract: The feeding control systems of blast furnaces in many steel plants have the following questions: poor working environment, inaccurate feeding signal and unsafety feeding system. To solve these problems, the feeding system of a typical blast furnace is taken as an example to offer the thought of system design for automatic control, design of control mode and design scheme of PLC control system. Since the system is put into production, it has reduced operating personnel workload, improved the working environment, made blast furnace worked smoothly and ensured production safety. This design plays a good role in promoting the automatic control system to blast furnace of steel plants.Keywords: blast furnace; feeding system; control system; design modification收稿日期:基金项目:广西教育厅科研项目 (201010LX639,201010LX648)阶段成果0引言目前很多钢铁厂供料系统控制基本上均存在以下问题:操作员工作环境差;上料联系信号不准确;供料生产不安全等问题。
本文介绍了莱钢1#1000m高炉矿槽炉顶上料系统的工艺流程,施耐德公司昆腾系列PLC控制系统的特点、硬件组态及软件功能,并详细介绍了该PLC控制系统的主要控制功能。
Abstract:This paper mainly discuss the process control system of feeding system for blast furnace based on Schneider TSX Quantum series PLC. Configuration software Concept2.6 are adopted to monitor and manage process data. The whole system well satisfies the technical requiments for control.关键词:PLC;自动控制;上料系统;昆腾Key words:PLC;automation;feeding system;Quantum1、概述莱钢1#1000m高炉2005年投产,矿槽炉顶上料系统设计采用施耐德公司昆腾系列PLC,该控制系统实现了对矿石、球团、烧结、焦碳等原料的自动称量,并完成称量误差的自动补偿;实现了炉顶各阀门的顺序自动开关,α、β、γ的角度自动设定以及其他相关辅助设备的自动控制;实现了对高炉矿槽炉顶上料系统的数据采集、数据显示与数据控制。
该系统投运以来,运行稳定,效果良好。
2、高炉矿槽炉顶上料系统工艺流程简述2.1 槽上控制工艺流程:高炉槽上设计13个料仓,4个烧结矿仓(3#、4#、5#、6#),2个焦炭仓(7#,8#),3个球团仓(9#、10#、11#),2个杂矿仓(1#、2#),1个焦丁仓。
槽上有3条打料皮带机,每条皮带机对应一辆卸料小车,采用卸料小车可以将胶带机输送的原料卸至不同的料仓,当采用卸料小车进行卸料时,卸料小车先开至所选择的料仓上方,然后启动胶带机,原料就经卸料小车卸到小车下方的料仓内。
Science &Technology Vision 科技视界0概述高炉上料装置是生产中的重要环节,提高其自动化水平,可以大大减轻工人劳动强度,提高生产效率,同时通过原料的精确配比,又可提升产品的品质和质量。
高炉上料自动控制系统采用PLC 完成所有的顺序控制过程、数据采集、自动调节、事故处理及报警等工作。
计算机负责监控和人机对话,PLC 和计算机通过光纤进行通讯,进行动态数据交换,实现点对点通讯,控制与监控分开,可靠性高。
1上料系统的控制方案万腾钢铁1#高炉上料控制系统分为槽下配料和小车上料及炉顶布料三部分构成,采用的是卷扬小车自动上料,炉顶是单罐式无料钟炉顶,槽下矿槽为单列左右对称布置,高炉料车卷扬采用的是两套变频传动,互为备用。
溜槽布料倾角和节流调节采用比例阀控制,炉顶探测料面采用2根变频调速垂直探尺。
炉顶其它设备采用的是液压传动。
溜槽、料溜调节阀的位置检测装置采用的是三个增量型编码器。
在上料过程中,炉料先投进受料斗里,随后放入料罐中,在这个过程中,由于高炉不能和大气相通,通过控制炉顶放散阀、均压阀、上密阀、料斗翻板、下密阀、料流阀的顺序开关来实现高炉的正常下料,通过控制α、β、γ来实现高炉布料。
根据高炉上料系统的工艺要求,综合考虑控制的可靠性及实用性,其设计方案如下。
高炉上料自动控制系统由一套冗余PLC 及三个远程I/O 站组成。
CPU 机头及高炉炉顶I/O 位于高炉主控楼PLC 室,CPU、电源模块及通讯模块采用冗余方式。
炉顶远程I/O 主要控制炉顶设备及布料器、探尺等炉顶设备。
槽下设备远程I/O 站位于矿槽主控楼,主要控制槽下配料设备以及槽下液压站设备。
卷扬远程I/O 站位于卷扬液压站,主要控制炉顶液压站及与卷扬西门子300PLC 的硬连接控制。
矿槽除尘远程I/O 站,主要控制矿槽除尘风机、仓壁振动器及刮板机等除尘系统设备。
2控制系统的硬件配置整个上料系统包括一套冗余PLC 系统和三个远程I/O 站。
高炉炉体系统设计(blast furnace proper system design)高炉炉体系统的范围是从基础至炉顶圈(也叫炉顶法兰盘)(图1)。
设计内容包括高炉内型、高炉内衬、高炉钢结构型式、炉体设备和长寿技术等。
高炉内型高炉内部工作空间的形状和主要尺寸必须适合炉料和煤气在炉内运动的规律。
合理的内型有利于高炉操作顺行,高产低耗。
高炉内型(图2)从下往上分为炉缸、炉腹、炉腰、炉身和炉喉五部分。
各国对高炉容积的表示方法不尽相同。
在中国,对于钟式炉顶高炉,有效容积通常是指从铁口中心线至大钟全开位置下沿所包括的容积;对于无钟炉顶高炉,有效容积是指从铁口中心线至炉喉上沿之间的容积。
欧美诸国把从风口中心线至料线之间的容积称为工作容积。
日本把从铁口底端至料线之间的容积称为内容积。
料线位置,日本定在大钟全开位置底面以下一米的水平面上,美国一般定在炉喉高度的一半处。
对于高炉内型各部尺寸的合理比例及算法,是雷得布尔(A.jejeyp)在他1878年出版的著作里首次提出的。
巴甫洛夫(M.A.ПaBJoB)提出用下式表示全高(H)与有效容积(V u)的关系:H= n (V u )1/3。
式中n是大于2.85的数字,并且H:D的比值愈高,n的数值愈大。
有效容积按要求的生铁日产量和利用系数求出后,用上式可求出全高H。
炉腰直径D可按公式D =(V u/0.54H) 1/2求出,然后再决定内型其它尺寸。
巴氏建议选择炉缸直径应以燃烧强度(每小时每m2炉缸面积燃烧的焦炭量,用kg表示)为出发点。
美国莱斯(Owen Rice)在计算燃烧强度时所指的炉缸面积是从风口前端起6f t 环状带的面积。
拉姆(A.H.Pamm)内型每个尺寸都是与有效容积成一定方次的函数,建议用经验公式x=cV n u 计算内型各部分尺寸x,式中n和c对内型各部分尺寸是固定的系数。
高炉内型主要与原、燃料条件和操作制度有关。
合适的内型来源于生产实践,实际上高炉内型的设计大都是根据冶炼条件类似的同级高炉的生产实践进行分析和比较确定。
技术工程学院毕业设计(论文)任务书
题目钢厂高炉上料系统设计
学生姓名班级学号
题目类型工程设计指导教师党存禄系主任
1 毕业设计(论文)的技术背景和设计依据
在高炉炼铁生产中,进料系统是设备的重要组成部分,其可靠性直接影响到生产效率及经济效益。
本毕业设计拟采用西门子MM440变频器和PLC系统,设计一套实用、高效、安全可靠、并且自动化程度高的高炉送料控制系统。
系统结构参考图
料车速度曲线图
2 毕业设计(论文)的任务
⑴熟悉题目要求,查阅相关科技文献
⑵熟悉西门子PLC、变频器
⑶系统硬件电路设计
⑷系统软件设计
⑸撰写设计说明书,绘制图纸
⑹指定内容的外文资料翻译
3 毕业设计(论文)的主要内容、功能
⑴高炉送料电控系统设计。
⑵变频器参数设置。
⑶ PLC程序设计。
⑷ PLC与变频器的数据通讯。
4 毕业设计(论文)提交的成果
⑴开题报告(不少于3000字)
⑵设计说明书(约3万字左右)
⑶图纸:①系统原理图;(2#图纸)
②硬件电路图;(1#图纸)
③软件流程图;(2#图纸)
⑷中、英文摘要(中文摘要约200字,3~5个关键词)
⑸论文简介
⑹外文资料翻译(约5000汉字)
⑺查阅文献不少于10篇
5 毕业设计(论文)的主要参考文献和技术资料
⑴SIEMENS STEP7 V5.1编程手册.西门子股份有限公司,1998
⑵深入浅出S7-300 PLC.西门子(中国)有限公司自动化与驱动集团.北京航空航天大学出版社
⑶K J Astrom,H Hagglund. PID Controllers Theory, Design and Turning.[M].Research Triangle Park, NC: Instrument Society of America, 2"d ed.,1995.
⑷天津电气传动设计研究所著. 电气传动自动化技术手册[M]. 机械工业出版社
⑸http:/
⑹http:/
⑺http:/
⑻http:/
⑼西门子MM系列变频器使用手册
6 毕业设计(论文)加选专题部分
加选专题:直流电机的调速。
7 毕业设计(论文)各阶段工作安排
⑴熟悉设计题目及要求(第1周)
⑵查阅相关技术资料,英文资料翻译(第2周)
⑶熟悉P LC和变频器(第3周)
⑷系统硬件电路方案设计(第4周)
⑸设计方案的比较与选择(第5周)
⑹完善硬件电路设计(第6周)
⑺软件设计和编写程序(第7~10周)
⑻写论文(第7~11周)
⑼准备答辩(第12周)。