高炉上料系统流程图
- 格式:doc
- 大小:33.50 KB
- 文档页数:1
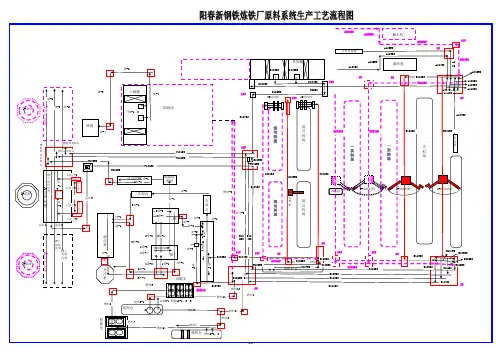
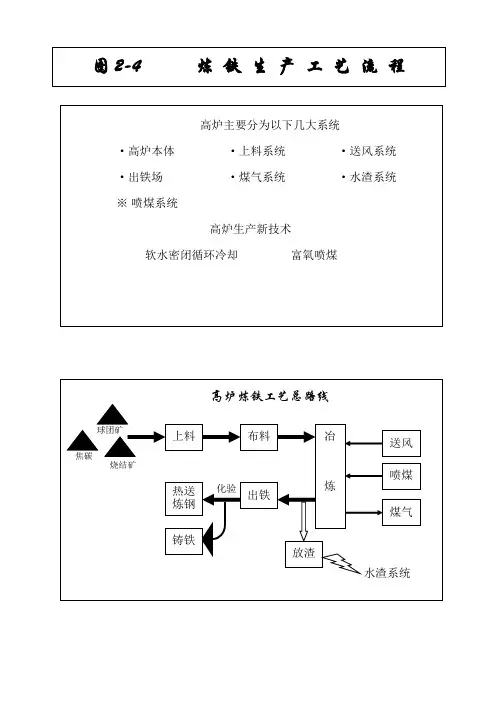
炼铁工艺流程图炼铁工艺流程图炼铁厂质量监视和测量过程一、高炉系统(一)工艺流程图(图1)焦炭烧结矿球团矿块矿辅料喷煤高炉★富氧、鼓风水渣煤气、炉尘铸铁铁水图1炼钢(二)监视和测量过程:1.监控入炉原燃料成分:对焦炭、烧结矿、球团矿、块矿、辅料的粒度、水份、含粉率、化学成分及原料配比进行监控。
2.对喷煤的粒度、水份、化学成分进行监控。
3.对铸块尺寸进行监控。
4.对煤气含尘、含水进行监控。
5.对高炉的生铁中含[Si]、[S]及炉渣碱度进行控制,使生铁质量符合标准要求。
(三)工艺参数:1.高炉炉缸安全容铁量炉容:380m3、449m3、329m3、402m3。
安全容铁量:112t、144t、97t、116t。
炉缸存铁量接近安全容铁量时禁止放上渣,并采取相应措施,防止事故发生。
2.炉顶温度不大于500℃,气密箱温度不大于70℃。
3.风、渣口冷却水压应高出热风压力0.05Mpa,水压下降低于0.1Mpa时高炉应立即组织休风。
4.铁水罐内最高铁水面应低于罐沿300mm。
6.休风时冷风管道及煤气系统应保持正压。
7.打水空料面时,H2含量应不大于6%,并至少每小时测定一次煤气成分。
当H2含量大于6%,O2含量大于2%时,应停止回收煤气。
8.高炉热风压力小于0.05Mpa时,必须关闭混风切断阀。
9.煤粉水分<2%,最好在1%以下;筛分粒度:粒度级<60μm<50%粒度级<100μm<80%粒度级<500μm<20%粒度级<200μm<0%二、竖炉系统(一)竖炉系统工艺流程图(图2)配料混合造球筛分焙烧★球团矿仓高炉矿槽图2(二)监视和测量过程:1.监控生球水分、粒度、抗压强度和落下强度。
2.监控和测量球团矿转鼓指数。
3.监控焙烧过程的焙烧时间和温度,燃烧室温度和压力。
4.监控球团矿FeO含量。
(三)工艺参数:1.燃烧室压力≤19000Pa,压力超标,调整时间不超过15分钟。
1.燃烧室温度900℃~1050℃,温度超标,调整时间不超过60分钟。
高炉上料技术操作规程1.岗位职责1.1上料班长岗位职责1.1.1负责上料班的生产工作,带领全班人员完成工作任务。
1.1.2负责落实督促本工种各岗位安全和技术操作规程的执行。
1.1.3负责上料系统的检查、维护、保养、巡检工作落实和布臵。
1.1.4负责上料区域现场环境的管理和监督。
1.1.5负责检查上料系统各项记录及台帐的完成情况。
1.1.6负责上料系统设备的备品备件计划申报落实工作。
1.1.7负责上料人员安全和操作技能培训。
1.1.8负责对上料人员的工作考核及执行。
1.1.9负责及时完成临时交办的工作。
1.2上料主操岗位职责1.2.1负责上料班的生产工作,带领全班人员完成工作任务。
1.2.2负责落实督促本工种各岗位安全和技术操作规程的执行,对违章行为有权利制止,保证安全生产。
1.2.3负责上料区域设备卫生及现场管理。
1.2.4负责上料皮带、筛子、炉顶设备和上料系统机电设备检查、维护、保养、巡检,排除一般设备故障,负责与设备点检员交流,共同安排上料系统的日修、周修、定修计划,并配合检修及验收试车工作。
1.2.5负责上料人员安全学习、教育学习和业务素质培训,组织本班人员坚持落实岗位交接班制度,做好本班工作。
1.2.6负责上料区域和责任设备卫生的清扫。
1.2.7严格执行交接班,参加班前会及单位、分厂、公司组织的各项活动。
1.3上料工岗位职责1.3.1熟悉本岗位的作业环境,了解危险源及控制办法。
1.3.2负责槽下各皮带、电子秤、筛子、炉顶上料设备及上料系统机电设备的检查、维护、保养、巡检,排除一般设备故障,配合检修及验收试车工作。
1.3.3负责对上料系统计算机、仪表进行监视,严格按照高炉值班室规定的装料制度和料线进行上料操作,正确填写各项原始记录日志,确保信息传递及时、准确。
1.3.4随时掌握各种原燃料消耗及仓储情况,注意矿石和焦炭含粉率和水分,发现混料和原料有较大变化时及时向工长报告。
负责称量值、称量余量、水份、装入程序、净焦、偏差修正、控制参数等的设定、变更和确认,作业报表及点检表的填写。
本文介绍了莱钢1#1000m高炉矿槽炉顶上料系统的工艺流程,施耐德公司昆腾系列PLC控制系统的特点、硬件组态及软件功能,并详细介绍了该PLC控制系统的主要控制功能。
Abstract:This paper mainly discuss the process control system of feeding system for blast furnace based on Schneider TSX Quantum series PLC. Configuration software Concept2.6 are adopted to monitor and manage process data. The whole system well satisfies the technical requiments for control.关键词:PLC;自动控制;上料系统;昆腾Key words:PLC;automation;feeding system;Quantum1、概述莱钢1#1000m高炉2005年投产,矿槽炉顶上料系统设计采用施耐德公司昆腾系列PLC,该控制系统实现了对矿石、球团、烧结、焦碳等原料的自动称量,并完成称量误差的自动补偿;实现了炉顶各阀门的顺序自动开关,α、β、γ的角度自动设定以及其他相关辅助设备的自动控制;实现了对高炉矿槽炉顶上料系统的数据采集、数据显示与数据控制。
该系统投运以来,运行稳定,效果良好。
2、高炉矿槽炉顶上料系统工艺流程简述2.1 槽上控制工艺流程:高炉槽上设计13个料仓,4个烧结矿仓(3#、4#、5#、6#),2个焦炭仓(7#,8#),3个球团仓(9#、10#、11#),2个杂矿仓(1#、2#),1个焦丁仓。
槽上有3条打料皮带机,每条皮带机对应一辆卸料小车,采用卸料小车可以将胶带机输送的原料卸至不同的料仓,当采用卸料小车进行卸料时,卸料小车先开至所选择的料仓上方,然后启动胶带机,原料就经卸料小车卸到小车下方的料仓内。
高炉炉体系统设计(blast furnace proper system design)高炉炉体系统的范围是从基础至炉顶圈(也叫炉顶法兰盘)(图1)。
设计内容包括高炉内型、高炉内衬、高炉钢结构型式、炉体设备和长寿技术等。
高炉内型高炉内部工作空间的形状和主要尺寸必须适合炉料和煤气在炉内运动的规律。
合理的内型有利于高炉操作顺行,高产低耗。
高炉内型(图2)从下往上分为炉缸、炉腹、炉腰、炉身和炉喉五部分。
各国对高炉容积的表示方法不尽相同。
在中国,对于钟式炉顶高炉,有效容积通常是指从铁口中心线至大钟全开位置下沿所包括的容积;对于无钟炉顶高炉,有效容积是指从铁口中心线至炉喉上沿之间的容积。
欧美诸国把从风口中心线至料线之间的容积称为工作容积。
日本把从铁口底端至料线之间的容积称为内容积。
料线位置,日本定在大钟全开位置底面以下一米的水平面上,美国一般定在炉喉高度的一半处。
对于高炉内型各部尺寸的合理比例及算法,是雷得布尔(A.jejeyp)在他1878年出版的著作里首次提出的。
巴甫洛夫(M.A.ПaBJoB)提出用下式表示全高(H)与有效容积(V u)的关系:H= n (V u )1/3。
式中n是大于2.85的数字,并且H:D的比值愈高,n的数值愈大。
有效容积按要求的生铁日产量和利用系数求出后,用上式可求出全高H。
炉腰直径D可按公式D =(V u/0.54H) 1/2求出,然后再决定内型其它尺寸。
巴氏建议选择炉缸直径应以燃烧强度(每小时每m2炉缸面积燃烧的焦炭量,用kg表示)为出发点。
美国莱斯(Owen Rice)在计算燃烧强度时所指的炉缸面积是从风口前端起6f t 环状带的面积。
拉姆(A.H.Pamm)内型每个尺寸都是与有效容积成一定方次的函数,建议用经验公式x=cV n u 计算内型各部分尺寸x,式中n和c对内型各部分尺寸是固定的系数。
高炉内型主要与原、燃料条件和操作制度有关。
合适的内型来源于生产实践,实际上高炉内型的设计大都是根据冶炼条件类似的同级高炉的生产实践进行分析和比较确定。
槽下配料上料电脑操作系统使用说明书1. 概述本系统实现了槽下14个振动筛、4个给料机、14个称量斗门、6条皮带、14个除尘闸门、1个上料卷扬的画面上的手自动操作。
具有手动时灵活、可靠和自动时运行稳定的特点。
槽下分为两部分进行控制,从给料机到中间斗为备料流程,从中间斗到炉顶为上料流程。
见下图。
2.基本操作2.1. 单台设备的操作2.1.1. 给料机和振动筛的操作▲自动状态时设备被程序所控制,按照连锁条件运行。
当切换到手动时设备由操作窗口内的“启动”,“停止”按钮来控制▲连锁状态选择,设备连锁时会对流程前后的设备的运行状态有影响,如振动筛不运行,给料机不能运行;皮带机不运行,振动筛不能运行;称量斗非空,振动筛不能运行;⏹手动状态下解锁时一定要考虑周全,以应对非正常情况。
⏹自动状态下不允许切换到解锁。
▲起停操作。
左键单击相应按钮,便可以在手动时操作设备。
自动时无效。
▲状态显示。
⏹PC控制方式。
方框显示绿色表示现场操作箱上切换到远程操作,否则为就地。
⏹自动状态。
方框显示绿色表示设备切换到远程且自动状态。
⏹故障状态。
方框显示黄色表示设备的电气回路出现故障且设备停机。
⏹电源状态。
方框显示绿色表示⏹运行状态。
方框显示红色表示设备处于停止状态,方框显示绿色表示设备处于运行状态。
2.1.2.称量斗门的操作▲自动状态选择⏹自动状态选择时设备被程序所控制,按照连锁条件运行。
当切换到手动时设备由操作窗口内的“启动”,“停止”按钮来控制▲连锁状态选择⏹设备连锁时会对流程前后的设备的运行状态有影响,如皮带机不运行,斗门不能关闭,称量斗非满,则斗门不能打开。
⏹手动状态下解锁时一定要考虑周全,以应对非正常情况。
⏹自动状态下不允许切换到解锁。
▲开关操作按钮⏹左键单击相应按钮,便可以在手动时操作设备。
自动时无效。
▲回路状态显示。
⏹PC控制方式。
方框显示绿色表示现场操作箱上切换到远程操作,否则为就地。
⏹自动状态。
方框显示绿色表示设备切换到远程且自动状态。