加工中心刀具切削参数
- 格式:docx
- 大小:14.66 KB
- 文档页数:3
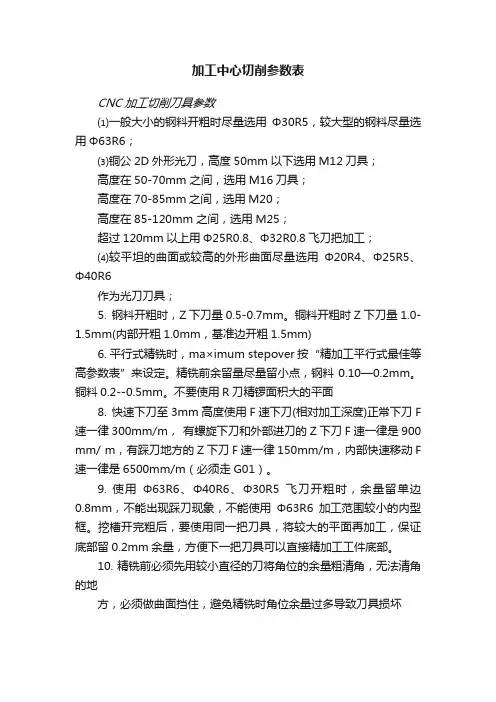
加工中心切削参数表CNC加工切削刀具参数⑴一般大小的钢料开粗时尽量选用Φ30R5,较大型的钢料尽量选用Φ63R6;⑶铜公2D外形光刀,高度50mm以下选用M12刀具;高度在50-70mm 之间,选用M16刀具;高度在70-85mm之间,选用M20;高度在85-120mm 之间,选用M25;超过120mm以上用Φ25R0.8、Φ32R0.8飞刀把加工;⑷较平坦的曲面或较高的外形曲面尽量选用Φ20R4、Φ25R5、Φ40R6作为光刀刀具;5. 钢料开粗时,Z下刀量0.5-0.7mm。
铜料开粗时Z下刀量1.0-1.5mm(内部开粗1.0mm,基准边开粗1.5mm)6. 平行式精铣时,ma×imum stepover按“精加工平行式最佳等高参数表”来设定。
精铣前余留量尽量留小点,钢料0.10—0.2mm。
铜料0.2--0.5mm。
不要使用R刀精锣面积大的平面8. 快速下刀至3mm高度使用F速下刀(相对加工深度)正常下刀F 速一律300mm/m,有螺旋下刀和外部进刀的Z下刀F速一律是900 mm/ m,有踩刀地方的Z下刀F速一律150mm/m,内部快速移动F 速一律是6500mm/m(必须走G01)。
9. 使用Φ63R6、Φ40R6、Φ30R5飞刀开粗时,余量留单边0.8mm,不能出现踩刀现象,不能使用Φ63R6加工范围较小的内型框。
挖槽开完粗后,要使用同一把刀具,将较大的平面再加工,保证底部留0.2mm余量,方便下一把刀具可以直接精加工工件底部。
10. 精铣前必须先用较小直径的刀将角位的余量粗清角,无法清角的地方,必须做曲面挡住,避免精铣时角位余量过多导致刀具损坏2、在二次开组选用参考刀具易造成过切或撞刀" R; _, b2 g q0 ^& f解决方法﹕在选用参考刀具时我们应当设置参考的刀具S" w+ N: m$ h) g! 比实际上一把刀具的直径大2~~3MM 牛鼻刀9 @( k* |/ z# q0 L/ S的话也要比之前的R角设置大点。
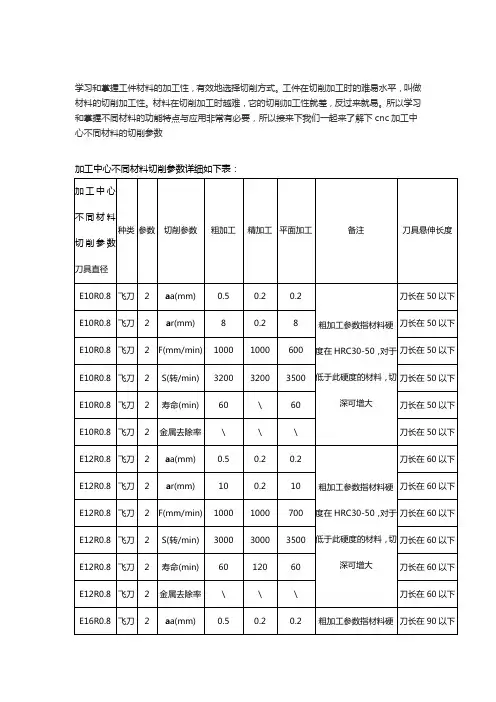
加工中心常用刀具参数加工中心是一种用来进行金属材料的数控加工的机床,常用刀具参数是决定加工质量和效率的重要因素之一、以下是一些常用的加工中心刀具参数。
1.刀柄类型:加工中心常用的刀柄类型有普通刀柄、卡盘刀柄和棒料刀柄。
普通刀柄适用于一般的加工需求,卡盘刀柄适用于需要多次换刀的加工,棒料刀柄适用于棒料材料的加工。
2. 刀具直径:刀具直径是指刀具刃部的直径,常用的刀具直径有2mm、4mm、6mm等。
刀具直径的选择要根据加工件的尺寸、加工深度和加工材料的硬度等因素确定。
3.切削长度:切削长度是指刀具的刃部可以进入工件的深度。
切削长度的选择主要根据加工件的尺寸和形状来确定。
4.刀具材料:常用的刀具材料有硬质合金、高速钢和陶瓷等。
硬质合金的刀具具有较高的硬度和耐磨性,适用于加工硬度较高的材料;高速钢的刀具耐热性较好,适用于高速加工;陶瓷刀具具有良好的耐磨性和耐高温性,适用于高精度加工。
5.刀具涂层:刀具涂层可以提高刀具的耐磨性和切削性能。
常用的刀具涂层有涂层碳化物、涂层氮化物和涂层氧化物等。
不同的刀具涂层适用于不同的加工材料和加工工艺。
6.切削速度:切削速度是指刀具在切削过程中切削的线速度。
切削速度的选择要根据加工材料的硬度、刀具的材料和刀具的刃数等因素确定。
7.进给速度:进给速度是指刀具在切削过程中每分钟进给的长度。
进给速度的选择要根据加工材料的硬度、刀具的材料和加工质量要求等因素确定。
8.加工参数:加工参数是指切削深度、切削宽度和进给量等加工过程中的参数。
加工参数的选择要根据加工材料的硬度、刀具的材料和加工质量要求等因素确定。
常用刀具参数的选择要根据具体的加工要求和材料特性等因素来确定,可以通过试刀和实验等方式来确定最佳的刀具参数。
刀具参数的正确选择可以提高加工效率和加工质量,减少加工成本和损耗。
【标题】0.8mm钻头加工中心切削参数1. 概述在现代工业生产中,加工中心广泛应用于各种金属材料的切削加工中。
而钻头是加工中心切削加工中的重要工具之一。
本文将重点探讨0.8mm钻头在加工中心中的切削参数设定,旨在帮助工程师和操作人员更好地掌握和应用切削参数,提高切削加工的效率和质量。
2. 切削参数的选择原则在选择和设定0.8mm钻头的切削参数时,需要考虑以下几个原则:2.1 切削速度(Vc):切削速度是指刀具在单位时间内实际切削的距离,通常用m/min或m/s来表示。
在选择切削速度时,需要根据加工材料的硬度、刀具材料和刀具直径等因素进行综合考虑,确保刀具在切削过程中既能保持良好的切削质量,又能提高切削效率。
2.2 进给速度(Fn):进给速度是指刀具在切削时沿加工轴线方向的移动速度,通常用mm/min或mm/s来表示。
进给速度的选择与切削速度有着密切的关系,需要根据刀具的结构、切削材料的性质以及所需的加工质量来进行合理的设定。
2.3 主轴转速(N):主轴转速是指主轴在单位时间内的转动次数,通常以r/min来表示。
主轴转速的选择直接影响到刀具的切削效果和加工质量,需要根据刀具的直径、切削材料的硬度和刀具的耐磨性等因素进行合理的设定。
3. 0.8mm钻头切削参数的设定基于以上切削参数选择原则,我们可以为0.8mm钻头在加工中心中的切削参数进行如下设定:3.1 切削速度(Vc):根据不同的加工材料硬度和刀具材料,0.8mm钻头的切削速度通常在10m/min至30m/min之间。
需要根据具体情况进行调整和优化。
3.2 进给速度(Fn):0.8mm钻头的进给速度通常在100mm/min至300mm/min之间,具体数值也需根据具体加工需求和刀具性能进行合理的选择。
3.3 主轴转速(N):0.8mm钻头的主轴转速通常在xxxr/min至xxxr/min之间,需要根据刀具和加工材料的情况进行合理的设定。
4. 切削参数的优化与调整在实际应用中,切削参数的设定并非一成不变的,需要根据加工材料、刀具磨损情况和加工效果进行定期检查与调整。
加工中心刀具切削参数
C加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
C加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。
光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
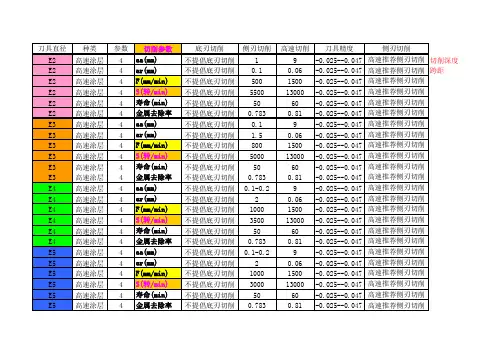
本参数针对普通C机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
表一(飞刀开粗以45号钢为例)
(进口白钢平刀开粗铝合金45号钢)
(白钢球刀光刀铝合金45号钢)
(钨钢球刀光面45号钢不锈钢)
(钨钢平刀光刀45号钢不锈钢)
(白钢平刀光刀铝合金45号钢)。
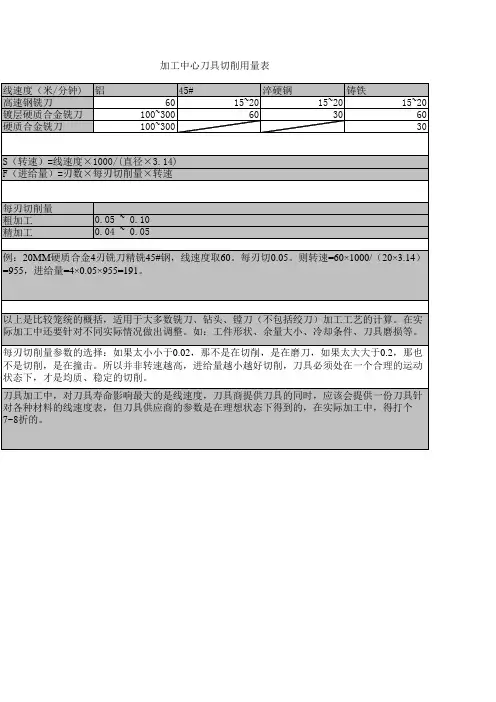
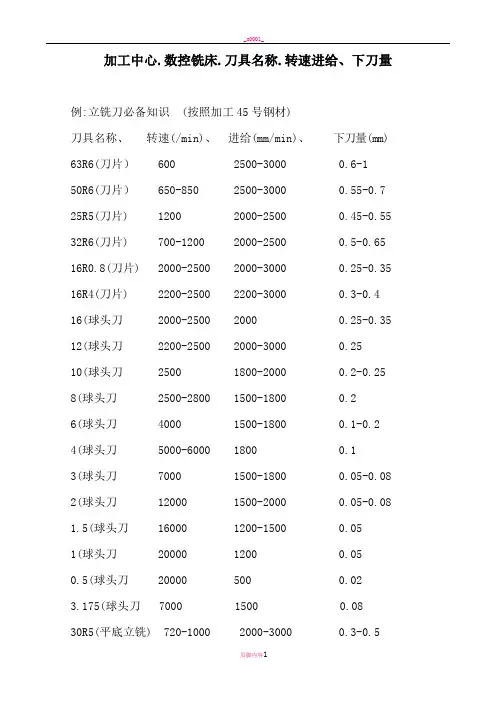
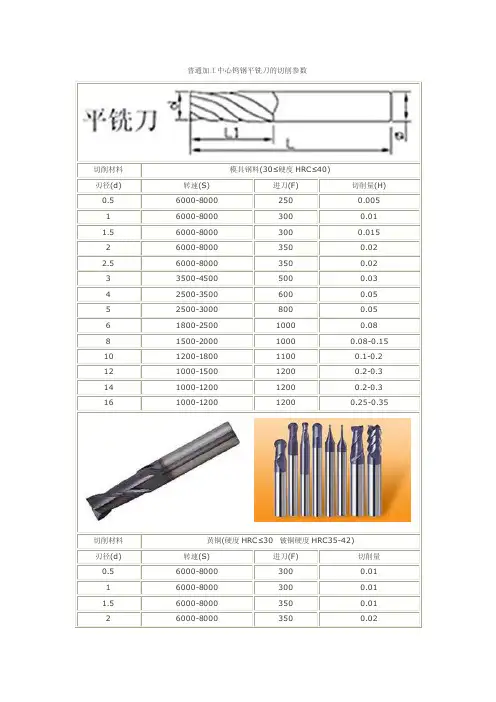
加工中心.数控铣床.刀具名称.转速进给、下刀量例:立铣刀必备知识(按照加工45号钢材)刀具名称、转速(/min)、进给(mm/min)、下刀量(mm) 63R6(刀片) 600 2500-3000 0.6-150R6(刀片) 650-850 2500-3000 0.55-0.7 25R5(刀片) 1200 2000-2500 0.45-0.55 32R6(刀片) 700-1200 2000-2500 0.5-0.65 16R0.8(刀片) 2000-2500 2000-3000 0.25-0.35 16R4(刀片) 2200-2500 2200-3000 0.3-0.4 16(球头刀 2000-2500 2000 0.25-0.35 12(球头刀 2200-2500 2000-3000 0.2510(球头刀 2500 1800-2000 0.2-0.25 8(球头刀 2500-2800 1500-1800 0.26(球头刀 4000 1500-1800 0.1-0.2 4(球头刀 5000-6000 1800 0.13(球头刀 7000 1500-1800 0.05-0.08 2(球头刀 12000 1500-2000 0.05-0.08 1.5(球头刀 16000 1200-1500 0.051(球头刀 20000 1200 0.050.5(球头刀 20000 500 0.023.175(球头刀 7000 1500 0.0830R5(平底立铣) 720-1000 2000-3000 0.3-0.540(平底立铣) 300-600 2000-2500 1.0-2.020(平底立铣) 600-1000 2000-2500 1.0-2.016(平底立铣) 1600 2000-2500 0.3-0.412(平底立铣) 2000-2200 2000-2500 0.25-0.3510(平底立铣) 2200-2500 2000-2500 0.25-0.38(平底立铣) 2500 1500-2000 0.2-0.36(平底立铣) 3000 1500-2000 0.15-0.24(平底立铣) 3500-4000 1500-2000 0.13(平底立铣) 6000 1500-1800 0.08-0.12(平底立铣) 9000 1500 0.05-0.081.5(平底立铣) 12000 1200-1500 0.05-0.081(平底立铣) 18000 1000-1500 0.03-0.05铣刀大体上分为:1.平头铣刀.进行粗铣.去除大量毛坯.小面积水平平面或者轮廓精铣2.球头铣刀.进行曲面半精铣和精铣.小刀可以精铣陡峭面/直壁的小倒角。
加工中心刀具切削参数加工中心刀具切削参数是指在加工过程中,对刀具进行切削操作所需的各项参数,包括主要的切削速度、进给速度、切深、进给量和刀具半径等。
这些参数的选择和调整对加工中心的加工效果、刀具寿命和机床的寿命等都有着重要的影响。
切削速度是切削过程中刀具与工件之间相对运动的速度,通常以米/分钟或转/分钟为单位。
切削速度过高容易导致刀具过早磨损、发生碎裂,而切削速度过低则容易造成加工表面粗糙。
选择适当的切削速度需要考虑刀具材料、刀具形状和工件材料等因素。
可以通过试切实验和参考经验数据来确定切削速度。
进给速度是指加工过程中刀具移动的速度,通常以mm/分钟为单位。
进给速度过高可能导致刀具磨损加快,加工表面质量下降,而进给速度过低则会使加工效率降低。
选择适当的进给速度需要考虑加工过程中的切削深度和刀具直径等因素。
通常可以通过试切实验和精算计算来确定进给速度。
切深是指每次刀具切削的深度,通常以毫米为单位。
切深过大容易使切削力过大,导致刀具破碎或机床振动。
切深过小则加工效率低下。
选择适当的切深需要综合考虑刀具材料、刀具形状和工件材料等因素,通常可以通过试切实验和精算计算来确定切深。
进给量是指刀具每次转过的角度或切削路径上移动的距离,通常以毫米为单位。
进给量的选择决定着加工效率和加工表面的质量。
进给量过大可能导致切削力过大,减少刀具寿命,而进给量过小则会降低加工效率。
选择适当的进给量需要考虑刀具材料、刀具形状和工件材料等因素。
可以通过试切实验和经验数据来确定进给量。
刀具半径是指刀具切削部分的半径。
刀具半径的选择决定了切削路径和加工曲线的形状,也会影响到加工表面的质量。
刀具半径过大或过小都会对加工效果产生不利影响。
选择合适的刀具半径需要考虑切削深度、进给速度和加工表面要求等因素。
除了以上主要的切削参数外,还有一些其他的切削参数也同样重要。
例如,冷却液的使用与否、冷却液类型的选择和冷却液的流量等,都会对切削过程中刀具的磨损和加工表面的质量产生重要影响。
加工中心内外倒角刀参数设定
加工中心内外倒角刀是常用于金属加工的一种切削工具。
以下是一份倒角刀的参数设定,供参考:
1. 倒角刀编号:A001
2. 材质:硬质合金
3. 刀具直径:10mm
4. 刃数:2
5. 刀尖半径:1mm
6. 刀尖角度:90度
7. 刀杆类型:直柄
8. 切削速度:200 m/min
9. 进给速度:0.05 mm/tooth
10. 加工深度:2mm
11. 冷却液类型:切削油
12. 冷却液压力:2.5 bar
13. 冷却液流量:10 L/min
14. 加工设置:先预钻倒角刀位,再进行倒角切削
15. 刀位磨损检查周期:每小时进行一次检查,如有磨损需及时更换或修复
以上是倒角刀的一般参数设定,具体的切削参数还需要根据实际加工材料和机床的工作条件进行调整。
对于不同硬度、形状和尺寸的工件,可能需要进行进一步的参数优化和调整。
在进行实际加工时,应根据机床和刀具的技术规范进行操作,并确保切削过程安全和稳定。
1mm钻头加工中心切削参数
对于1mm的钻头在加工中心上的切削参数,主要涉及主轴转速、进给速度和切削深度等。
1. 主轴转速:通常,1mm的钻头在加工中心上的转速建议为1800转左右。
这取决于所使用的刀具和加工材料,因为不同的刀具和材料有不同的最高切削速度。
例如,高速钢刀具的最高切削速度为50m/min,而超硬工具的最
高切削速度为150m/min。
此外,还有主轴转速的计算公式:主轴转速
=1000Vc/πD,其中Vc是切削速度,D是刀具直径。
2. 进给速度:进给速度是指钻头在钻孔过程中沿钻孔轴向运动的速度。
对于1mm的钻头,进给速度一般建议控制在\~/r之间,具体数值取决于加工材料的硬度和机床的进给装置。
3. 切削深度:对于深孔加工,需要选择合适的切削深度。
根据所使用的刀具和加工材料的硬度,切削深度会有所不同。
一般来说,1mm的钻头在加工
深度为1mm的孔时,切削深度不应超过5微米。
请注意,以上参数只是建议值,实际应用中还需要根据具体情况进行调整。
同时,为了保证安全,操作加工中心时一定要遵守安全操作规程。
加工中心在切削过程中,切削速度和进给速度是两个重要的参数,它们直接影响到加工效率和加工质量。
下面分别介绍如何计算和选择切削速度和进给速度。
1. 切削速度计算:
切削速度(Vc)是根据刀具的材质、工件材料、切削深度和刀具齿数等因素来选择的。
一般来说,切削速度越高,加工效率越高,但同时也会导致刀具磨损加剧。
切削速度的计算公式如下:
Vc = fz * z * s / 1000
其中:
- Vc:切削速度,单位为m/min;
- fz:每齿进给量,单位为mm/r;
- z:刀具齿数;
- s:刀具转速,单位为r/min。
2. 进给速度计算:
进给速度(F)是根据加工中心的主轴转速、刀具齿数和切削深度等因素来选择的。
进给速度越高,加工效率越高,但同时也会影响加工质量。
进给速度的计算公式如下:
F = Vc * n / 1000
其中:
- F:进给速度,单位为mm/min;
- Vc:切削速度,单位为m/min;
- n:主轴转速,单位为r/min。
3. 参考数值:
在实际加工中,不同材料和刀具的切削速度和进给速度会有所不同。
以下是一些常见的参考数值:
- 高速钢刀具:切削速度Vc 约为10-50 m/min;
- 硬质合金刀具:切削速度Vc 约为50-200 m/min;
- 涂镀刀具:切削速度Vc 约为100-300 m/min;
- 陶瓷或钻石刀具:切削速度Vc 约为300-1000 m/min。
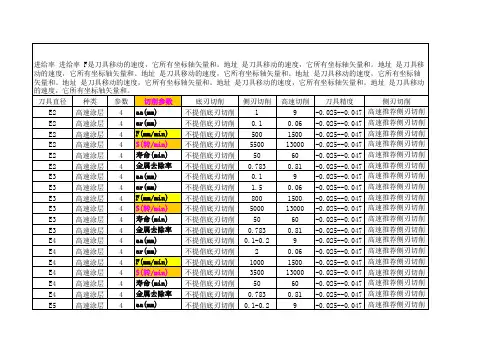
加工中心刀具切削参数
CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。
光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
本参数针对普通CNC机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
表一(飞刀开粗以45号钢为例)
表二(进口白钢平刀开粗铝合金45号钢)
表三(白钢球刀光刀铝合金45号钢)
表四(钨钢球刀光面45号钢不锈钢)
表五(钨钢平刀光刀45号钢不锈钢)
表六(白钢平刀光刀铝合金45号钢)。
加工中心切削速度的计算公式
切削速度(Vc)=π×刀具直径(D)×主轴转速(n)
其中,切削速度的单位通常为米/分钟。
1.刀具直径(D):刀具直径是切削速度的重要参数之一,它决定了
切削的深度和切削力的大小。
当刀具直径较大时,单位时间内切削的物料
体积较大,切削速度也会相应增加。
刀具直径越小,切削速度相应减小。
2.主轴转速(n):主轴转速是加工中心切削速度的另一个重要因素,它决定了切削刀具与工件表面接触的频率和速度。
主轴转速越高,单位时
间内切削次数越多,切削速度也会相应增加。
主轴转速越低,切削速度相
应减小。
切削速度的计算公式是一个理论模型,实际应用时,还需要考虑其他
因素的影响,如切削液的使用、切削条件的选择、切削材料的硬度等。
切
削速度的选择要根据具体材料和切削条件进行合理调整,以确保切削作业
的质量和效率。
此外,切削速度的计算公式适用于常规加工中心,对于数控加工中心
来说,还需要考虑数控系统的限制和程序的编写,以实现切削速度的精确
控制。
因此,在实际应用中,需要根据具体情况进行合理的调整和优化。
总之,加工中心切削速度的计算公式是一个重要的工具,它能够帮助
工程师和操作人员合理选择切削参数,提高加工效率和加工质量。
加工中心刀具切削参数
CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。
光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
本参数针对普通CNC机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
表一(飞刀开粗以45号钢为例)
表二(进口白钢平刀开粗铝合金45号钢)
表三(白钢球刀光刀铝合金45号钢)
表四(钨钢球刀光面45号钢不锈钢)
表五(钨钢平刀光刀45号钢不锈钢)
表六(白钢平刀光刀铝合金45号钢)。