加工中心切削参数表
- 格式:xls
- 大小:2.21 MB
- 文档页数:18
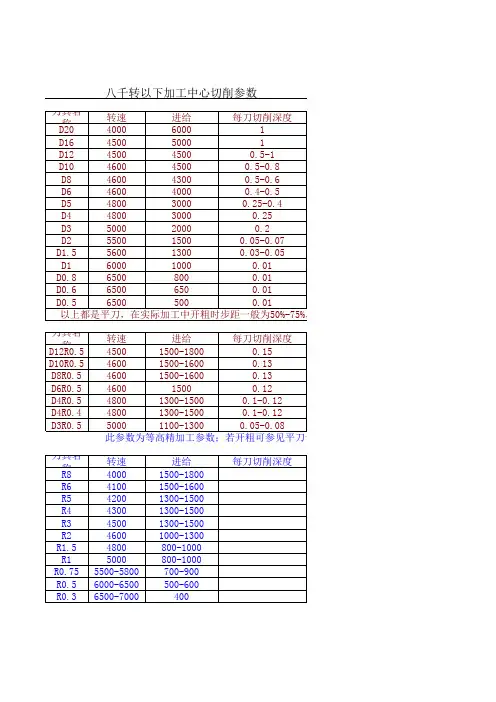
加工中心切削参数表CNC加工切削刀具参数⑴一般大小的钢料开粗时尽量选用Φ30R5,较大型的钢料尽量选用Φ63R6;⑶铜公2D外形光刀,高度50mm以下选用M12刀具;高度在50-70mm 之间,选用M16刀具;高度在70-85mm之间,选用M20;高度在85-120mm 之间,选用M25;超过120mm以上用Φ25R0.8、Φ32R0.8飞刀把加工;⑷较平坦的曲面或较高的外形曲面尽量选用Φ20R4、Φ25R5、Φ40R6作为光刀刀具;5. 钢料开粗时,Z下刀量0.5-0.7mm。
铜料开粗时Z下刀量1.0-1.5mm(内部开粗1.0mm,基准边开粗1.5mm)6. 平行式精铣时,ma×imum stepover按“精加工平行式最佳等高参数表”来设定。
精铣前余留量尽量留小点,钢料0.10—0.2mm。
铜料0.2--0.5mm。
不要使用R刀精锣面积大的平面8. 快速下刀至3mm高度使用F速下刀(相对加工深度)正常下刀F 速一律300mm/m,有螺旋下刀和外部进刀的Z下刀F速一律是900 mm/ m,有踩刀地方的Z下刀F速一律150mm/m,内部快速移动F 速一律是6500mm/m(必须走G01)。
9. 使用Φ63R6、Φ40R6、Φ30R5飞刀开粗时,余量留单边0.8mm,不能出现踩刀现象,不能使用Φ63R6加工范围较小的内型框。
挖槽开完粗后,要使用同一把刀具,将较大的平面再加工,保证底部留0.2mm余量,方便下一把刀具可以直接精加工工件底部。
10. 精铣前必须先用较小直径的刀将角位的余量粗清角,无法清角的地方,必须做曲面挡住,避免精铣时角位余量过多导致刀具损坏2、在二次开组选用参考刀具易造成过切或撞刀" R; _, b2 g q0 ^& f解决方法﹕在选用参考刀具时我们应当设置参考的刀具S" w+ N: m$ h) g! 比实际上一把刀具的直径大2~~3MM 牛鼻刀9 @( k* |/ z# q0 L/ S的话也要比之前的R角设置大点。
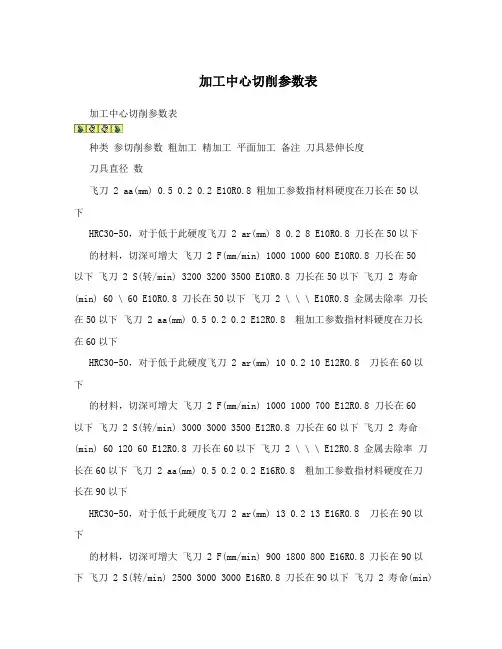
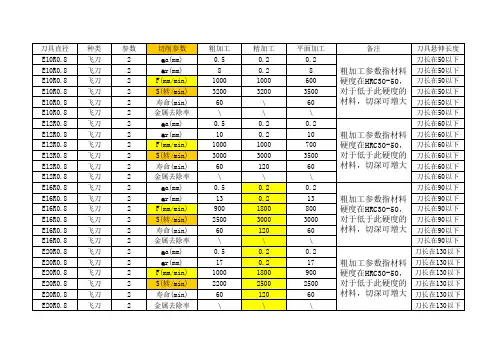
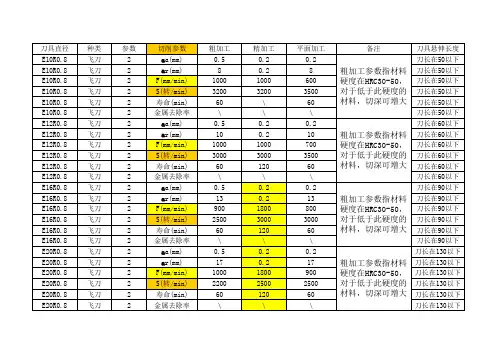
加工中心切削参数表加工中心切削参数表种类参切削参数粗加工精加工平面加工备注刀具悬伸长度刀具直径数飞刀 2 aa(mm) 0.5 0.2 0.2 E10R0.8 粗加工参数指材料硬度在刀长在50以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 8 0.2 8 E10R0.8 刀长在50以下的材料,切深可增大飞刀 2 F(mm/min) 1000 1000 600 E10R0.8 刀长在50以下飞刀 2 S(转/min) 3200 3200 3500 E10R0.8 刀长在50以下飞刀 2 寿命(min) 60 \ 60 E10R0.8 刀长在50以下飞刀 2 \ \ \ E10R0.8 金属去除率刀长在50以下飞刀 2 aa(mm) 0.5 0.2 0.2 E12R0.8 粗加工参数指材料硬度在刀长在60以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 10 0.2 10 E12R0.8 刀长在60以下的材料,切深可增大飞刀 2 F(mm/min) 1000 1000 700 E12R0.8 刀长在60以下飞刀 2 S(转/min) 3000 3000 3500 E12R0.8 刀长在60以下飞刀 2 寿命(min) 60 120 60 E12R0.8 刀长在60以下飞刀 2 \ \ \ E12R0.8 金属去除率刀长在60以下飞刀 2 aa(mm) 0.5 0.2 0.2 E16R0.8 粗加工参数指材料硬度在刀长在90以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 13 0.2 13 E16R0.8 刀长在90以下的材料,切深可增大飞刀 2 F(mm/min) 900 1800 800 E16R0.8 刀长在90以下飞刀 2 S(转/min) 2500 3000 3000 E16R0.8 刀长在90以下飞刀 2 寿命(min)60 120 60 E16R0.8 刀长在90以下飞刀 2 \ \ \ E16R0.8 金属去除率刀长在90以下飞刀 2 aa(mm) 0.5 0.2 0.2 E20R0.8 粗加工参数指材料硬度在刀长在130以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 17 0.2 17 E20R0.8 刀长在130以下的材料,切深可增大飞刀 2 F(mm/min) 1000 1800 900 E20R0.8 刀长在130以下飞刀 2 S(转/min) 2200 2500 2500 E20R0.8 刀长在130以下飞刀 2 寿命(min) 60 120 60 E20R0.8 刀长在130以下飞刀 2 \ \ \ E20R0.8 金属去除率刀长在130以下飞刀 2 aa(mm) 0.5 0.2 0.2 E25R0.8 粗加工参数指材料硬度在刀长在150以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 22 0.2 22 E25R0.8 刀长在150以下的材料,切深可增大飞刀 2 F(mm/min) 1200 1800 1000 E25R0.8 刀长在150以下飞刀 2 S(转/min) 2000 2300 2300 E25R0.8 刀长在150以下飞刀 2 寿命(min) 60 120 60 E25R0.8 刀长在150以下飞刀 2 \ \ \ E25R0.8 金属去除率刀长在150以下飞刀 2 aa(mm) 0.5 0.2 0.2 E32R0.8 粗加工参数指材料硬度在刀长在200以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 29 0.2 29 E32R0.8 刀长在200以下的材料,切深可增大飞刀 2 F(mm/min) 1500 2000 1000 E32R0.8 刀长在200以下飞刀 2 S(转/min) 2000 2200 2200 E32R0.8 刀长在200以下飞刀 2 寿命(min) 60 120 60 E32R0.8 刀长在200以下飞刀 2 \ \ \ E32R0.8 金属去除率刀长在200以下飞刀 2 aa(mm) 0.4 0.25 0.2 E25R5 粗加工参数指材料硬度在刀长在100以下HRC30-86,对于低于此硬度飞刀 2 ar(mm) 14 0.3 14 E25R5 刀长在100以下的材料,切深可增大飞刀 2 F(mm/min) 2000 2000 500 E25R5 刀长在100以下飞刀 2 S(转/min) 2000 2200 2000 E25R5 刀长在100以下飞刀 2 寿命(min) 240 \ E25R5 刀长在100以下飞刀 2 11.2 \ \ E25R5 金属去除率刀长在100以下飞刀普aa(mm) 0.8 0.1-0.5 0.2 E32R6 粗加工参数指材料硬度在刀长在150以下通 HRC30-50,对于低于此硬度飞刀普ar(mm) 25 0.1-0.5 25 E32R6 的材料,切深可增大刀长在150以下通飞刀普F(mm/min) 2000 2000 700 E32R6 刀长在150以下通飞刀普S(转/min) 2000 2200 2000 E32R6 刀长在150以下通飞刀普寿命(min) 480 \ E32R6 刀长在150以下通飞刀普64 0.21 \ E32R6 金属去除率刀长在150以下通飞刀普aa(mm) 0.8 0.1-0.5 0.2 E40R6 粗加工参数指材料硬度在刀长在200以下通 HRC30-50,对于低于此硬度飞刀普ar(mm) 33 0.1-0.5 32 E40R6 的材料,切深可增大刀长在200以下通飞刀普F(mm/min) 2000 2000 800 E40R6 刀长在200以下通飞刀普S(转/min) 2000 2000 1800 E40R6 刀长在200以下通飞刀普寿命(min) 480 \ E40R6 刀长在200以下通飞刀普64 0.21 \ E40R6 金属去除率刀长在200以下通飞刀普aa(mm) 0.8-2 0.3 0.2 E52R6 粗加工参数指材料硬度在刀长在160以下通 HRC30-50,对于低于此硬度飞刀普ar(mm) 30 0.5 40 E52R6 的材料,切深可增大刀长在160以下通飞刀普F(mm/min) 2000 1400 500 E52R6 刀长在160以下通飞刀普S(转/min) 800-950 1200 1400 E52R6 刀长在160以下通飞刀普寿命(min) 480 \ E52R6 刀长在160以下通飞刀普64 0.21 \ E52R6 金属去除率刀长在160以下通飞刀普aa(mm) 0.6 0.3 0.2 E52R6 粗加工参数指材料硬度在刀长160-250 通 HRC30-50,对于低于此硬度飞刀普ar(mm) 30 0.5 40 E52R6 的材料,切深可增大刀长160-250通飞刀普F(mm/min) 1800 1600 500 E52R6 刀长160-250通飞刀普S(转/min) 950 1400 1400 E52R6 刀长160-250通飞刀普寿命(min) 480 600 \ E52R6 刀长160-250通飞刀普64 0.24 \ E52R6 金属去除率刀长160-250通飞刀普aa(mm) 0.5 0.3 0.2 E52R6 粗加工参数指材料硬度在刀长250-350 通 HRC30-50,对于低于此硬度飞刀普ar(mm) 36.4 0.5 40 E52R6 的材料,切深可增大刀长250-350通飞刀普F(mm/min) 1200 1600 500 E52R6 刀长250-350通飞刀普S(转/min) 950 1400 1400 E52R6 刀长250-350通飞刀普寿命(min) 480 600 \ E52R6 刀长250-350通飞刀普64 0.24 \ E52R6 金属去除率刀长250-350通飞刀普aa(mm) 0.8-2 0.3 0.2 E63R6 粗加工参数指材料硬度在刀长在160以下通 HRC30-50,对于低于此硬度飞刀普ar(mm) 36 0.5 50 E63R6 的材料,切深可增大刀长在160以下通飞刀普F(mm/min) 1800 1400 500 E63R6 刀长在160以下通飞刀普S(转/min) 700-1000 1400 1200 E63R6 刀长在160以下通飞刀普寿命(min) 4800 600 \ E63R6 刀长在160以下通飞刀普72 0.225 \ E63R6 金属去除率刀长在160以下通飞刀普aa(mm) 0.6 0.3 0.2 E63R6 粗加工参数指材料硬度在刀长160-250 通 HRC30-50,对于低于此硬度飞刀普ar(mm) 36 0.5 50 E63R6 的材料,切深可增大刀长160-250通飞刀普F(mm/min) 1800 1400 500 E63R6 刀长160-250通飞刀普S(转/min) 1000 1200 1200 E63R6 刀长160-250通飞刀普寿命(min) 4800 600 \ E63R6 刀长160-250通飞刀普72 0.225 \ E63R6 金属去除率刀长160-250通飞刀普aa(mm) 0.5 0.3 0.2 E63R6 粗加工参数指材料硬度在刀长250-350通 HRC30-50,对于低于此硬度飞刀普ar(mm) 36 0.5 50 的材料,切深可增大 E63R6 刀长250-350通飞刀普F(mm/min) 800 1000 500 E63R6 刀长250-350通飞刀普S(转/min) 1000 1200 1200 E63R6 刀长250-350通飞刀普寿命(min) 4800 600 \ E63R6 刀长250-350通飞刀普72 0.225 \ E63R6 金属去除率刀长250-350通。
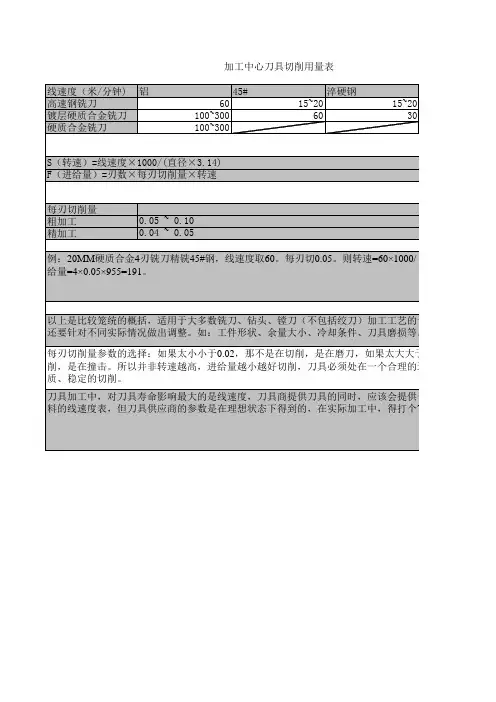
一、主轴转速n(r/m i n)主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
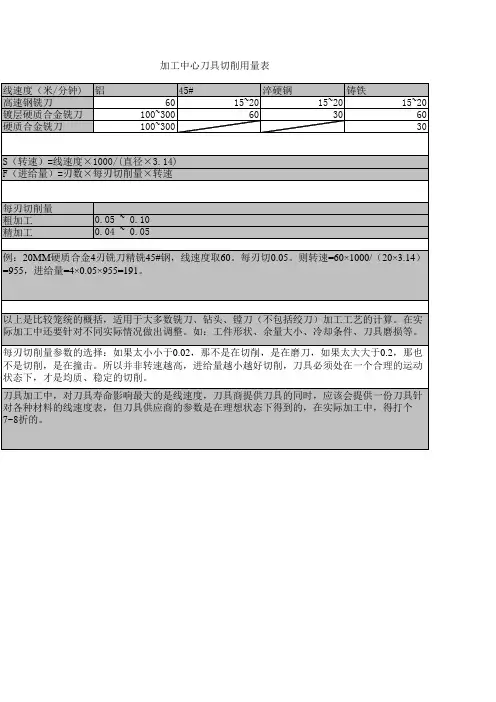
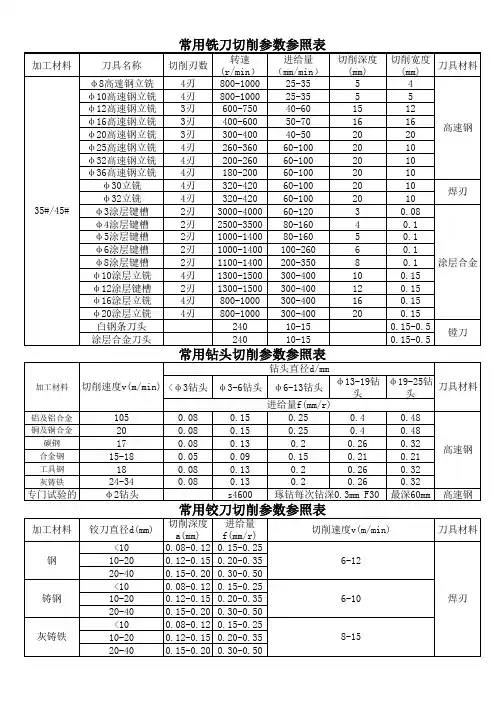
表1铣刀的切削速度V(单位:m/min)二、进给速度Vf(mm/min)Vf = fz×z×n式中n为主轴转速,z为铣刀齿数,fz为每齿进给量(mm/齿).每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。
工件材料的强度和硬度越高,fz越小;反之则越大。
硬质合金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,fz就越小。
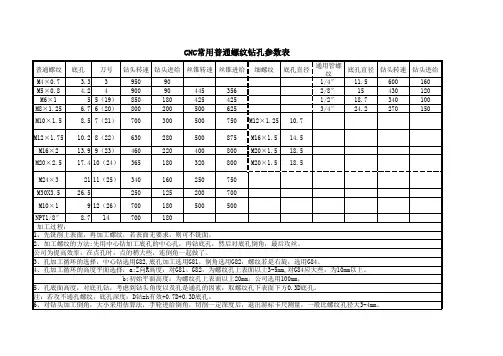
1.铣削加工表2 铣刀每齿进给量fz(单位:mm/齿)2.镗削加工表3 镗孔切削用量3、攻螺纹攻螺纹前底孔直径的确定:攻米制螺纹螺距P<1mm:d0=d-PP>1mm:d0=d-(~)P式中P —螺距(mm)d0 —钻头直径(mm)d—螺纹公称直径(mm)攻不通孔螺纹钻孔深度=所需螺孔深度- d表4 攻普通螺纹前的底孔直径表5 攻英制螺纹前的底孔直径表6 攻螺纹切削速度(单位:m/min)4、钻孔加工表7 用高速钢钻头钻孔切削用量(f单位:mm/r)5、铰孔加工铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为~底孔直径=铰刀直径-(~)mm铰削加工时切削速度V取3~15m/min进给量f取~r注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择注:以上各表是加工中心和数控铣床常用的加工参数,供参考。
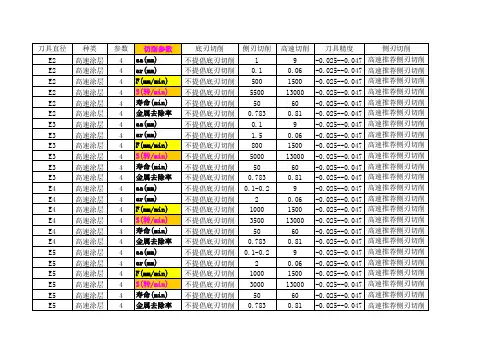
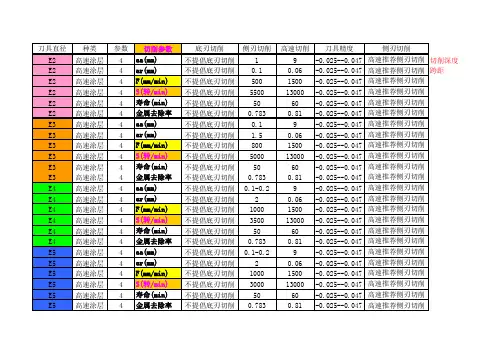
加工中心切削参数表刀具直径 种类参数 切削参数 粗加工精加工 平面加工 备注刀具悬伸长度E10R0.8 飞刀 2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HR C30-50,对于低于此硬度的材料,切深可增大刀长在50以下 E10R0.8 飞刀 2 ar(mm) 8 0.2 8 刀长在50以下 E10R0.8 飞刀 2 F(mm/min) 1000 1000 600 刀长在50以下 E10R0.8 飞刀 2 S(转/min) 3200 3200 3500 刀长在50以下 E10R0.8 飞刀 2 寿命(min) 60 \ 60 刀长在50以下 E10R0.8 飞刀 2 金属去除率 \ \ \ 刀长在50以下E12R0.8 飞刀 2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HR C30-50,对于低于此硬度的材料,切深可增大刀长在60以下 E12R0.8 飞刀 2 ar(mm) 10 0.2 10 刀长在60以下 E12R0.8 飞刀 2 F(mm/min) 1000 1000 700 刀长在60以下 E12R0.8 飞刀 2 S(转/min) 3000 3000 3500 刀长在60以下 E12R0.8 飞刀 2 寿命(min) 60 120 60 刀长在60以下 E12R0.8 飞刀 2 金属去除率 \ \ \ 刀长在60以下E16R0.8 飞刀 2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在90以下 E16R0.8 飞刀 2 ar(mm) 13 0.2 13 刀长在90以下 E16R0.8 飞刀 2 F(mm/min) 900 1800 800 刀长在90以下 E16R0.8 飞刀 2 S(转/min) 2500 3000 3000 刀长在90以下 E16R0.8 飞刀 2 寿命(min) 60 120 60 刀长在90以下 E16R0.8 飞刀 2 金属去除率 \ \ \ 刀长在90以下E20R0.8 飞刀 2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在130以下 E20R0.8 飞刀 2 ar(mm) 17 0.2 17 刀长在130以下 E20R0.8 飞刀 2 F(mm/min) 1000 1800 900 刀长在130以下 E20R0.8 飞刀 2 S(转/min) 2200 2500 2500 刀长在130以下 E20R0.8 飞刀 2 寿命(min) 60 120 60 刀长在130以下 E20R0.8 飞刀 2 金属去除率 \ \ \ 刀长在130以下E25R0.8 飞刀 2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在150以下 E25R0.8 飞刀 2 ar(mm) 22 0.2 22 刀长在150以下 E25R0.8 飞刀 2 F(mm/min) 1200 1800 1000 刀长在150以下 E25R0.8 飞刀 2 S(转/min) 2000 2300 2300 刀长在150以下 E25R0.8 飞刀 2 寿命(min) 60 120 60 刀长在150以下 E25R0.8 飞刀 2 金属去除率 \ \ \ 刀长在150以下E32R0.8 飞刀 2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在200以下 E32R0.8 飞刀 2 ar(mm) 29 0.2 29 刀长在200以下 E32R0.8 飞刀 2 F(mm/min) 1500 2000 1000 刀长在200以下 E32R0.8 飞刀 2 S(转/min) 2000 2200 2200 刀长在200以下 E32R0.8 飞刀 2 寿命(min) 60 120 60 刀长在200以下 E32R0.8飞刀2 金属去除率\\\刀长在200以下HRC30-86,对于低于此硬度的材料,切深可增大E25R5 飞刀 2 ar(mm) 14 0.3 14 刀长在100以下 E25R5 飞刀 2 F(mm/min) 2000 2000 500 刀长在100以下 E25R5 飞刀 2 S(转/min) 2000 2200 2000 刀长在100以下 E25R5 飞刀 2 寿命(min) 240 \ 刀长在100以下 E25R5 飞刀 2 金属去除率 11.2 \\刀长在100以下E32R6 飞刀 普通 aa(mm) 0.8 0.1-0.5 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在150以下 E32R6 飞刀 普通ar(mm) 25 0.1-0.5 25 刀长在150以下 E32R6 飞刀 普通F(mm/min) 2000 2000 700 刀长在150以下 E32R6 飞刀 普通S(转/min) 2000 2200 2000 刀长在150以下 E32R6 飞刀 普通寿命(min) 480 \ 刀长在150以下 E32R6 飞刀 普通 金属去除率 64 0.21 \ 刀长在150以下E40R6 飞刀 普通 aa(mm) 0.8 0.1-0.5 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在200以下 E40R6 飞刀 普通ar(mm) 33 0.1-0.5 32 刀长在200以下 E40R6 飞刀 普通F(mm/min) 2000 2000 800 刀长在200以下 E40R6 飞刀 普通S(转/min) 2000 2000 1800 刀长在200以下 E40R6 飞刀 普通寿命(min) 480 \ 刀长在200以下 E40R6 飞刀 普通 金属去除率 64 0.21 \ 刀长在200以下E52R6飞刀普通aa(mm) 0.8-20.30.2粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在160以下 E52R6 飞刀 普通ar(mm) 30 0.5 40 刀长在160以下E52R6 飞刀 普通F(mm/min) 2000 1400 500 刀长在160以下E52R6 飞刀 普通S(转/min) 800-950 1200 1400 刀长在160以下E52R6 飞刀 普通寿命(min) 480 \ 刀长在160以下E52R6 飞刀 普通金属去除率 64 0.21 \ 刀长在160以下通HRC30-50,对于低于此硬度的材料,切深可增大E52R6 飞刀普通ar(mm) 30 0.5 40 刀长160-250E52R6 飞刀普通F(mm/min) 1800 1600 500 刀长160-250E52R6 飞刀普通S(转/min) 950 1400 1400 刀长160-250E52R6 飞刀普通寿命(min) 480 600 \ 刀长160-250E52R6 飞刀普通金属去除率64 0.24 \ 刀长160-250E52R6 飞刀普通aa(mm) 0.5 0.3 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长250-350E52R6 飞刀普通ar(mm) 36.4 0.5 40 刀长250-350E52R6 飞刀普通F(mm/min) 1200 1600 500 刀长250-350E52R6 飞刀普通S(转/min) 950 1400 1400 刀长250-350 E52R6 飞刀普通寿命(min) 480 600 \ 刀长250-350E52R6 飞刀普通金属去除率64 0.24 \ 刀长250-350E63R6 飞刀普通aa(mm) 0.8-2 0.3 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在160以下E63R6 飞刀普通ar(mm) 36 0.5 50 刀长在160以下E63R6 飞刀普通F(mm/min) 1800 1400 500 刀长在160以下E63R6 飞刀普通S(转/min) 700-1000 1400 1200 刀长在160以下E63R6 飞刀普通寿命(min) 4800 600 \ 刀长在160以下E63R6 飞刀普通金属去除率72 0.225 \ 刀长在160以下E63R6 飞刀普通aa(mm) 0.6 0.3 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长160-250E63R6 飞刀普通ar(mm) 36 0.5 50 刀长160-250E63R6 飞刀普通F(mm/min) 1800 1400 500 刀长160-250 E63R6 飞刀普S(转/min) 1000 1200 1200 刀长160-250通E63R6 飞刀普通寿命(min) 4800 600 \ 刀长160-250E63R6 飞刀普通金属去除率72 0.225 \ 刀长160-250E63R6 飞刀普通aa(mm) 0.5 0.3 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长250-350E63R6 飞刀普通ar(mm) 36 0.5 50 刀长250-350E63R6 飞刀普通F(mm/min) 800 1000 500 刀长250-350E63R6 飞刀普通S(转/min) 1000 1200 1200 刀长250-350E63R6 飞刀普通寿命(min) 4800 600 \ 刀长250-350E63R6 飞刀普通金属去除率72 0.225 \ 刀长250-350。
数控加工参数表 The manuscript was revised on the evening of 2021一、主轴转速n(r/min)主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
表1铣刀的切削速度V(单位:m/min)二、进给速度V f (mm/min)Vf = fz×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/齿).每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。
工件材料的强度和硬度越高,f z越小;反之则越大。
硬质合金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,f z就越小。
1.铣削加工表2 铣刀每齿进给量f z (单位:mm/齿)2.镗削加工表3 镗孔切削用量3、攻螺纹攻螺纹前底孔直径的确定:攻米制螺纹螺距P<1mm:d0=d-PP>1mm:d0=d-(~)P式中P —螺距(mm)d0 —钻头直径(mm)d—螺纹公称直径(mm)攻不通孔螺纹钻孔深度=所需螺孔深度- d表4 攻普通螺纹前的底孔直径表5 攻英制螺纹前的底孔直径表6 攻螺纹切削速度(单位:m/min)4、钻孔加工表7 用高速钢钻头钻孔切削用量(f单位:mm/r)5、铰孔加工铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为~底孔直径=铰刀直径-(~)mm铰削加工时切削速度V取3~15m/min进给量f取~r注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择注:以上各表是加工中心和数控铣床常用的加工参数,供参考。