组件线工艺简介
- 格式:doc
- 大小:71.00 KB
- 文档页数:4
太阳能组件工艺流程《太阳能组件工艺流程》太阳能组件是一种利用太阳能光伏效应直接将太阳光转换成电能的设备。
其工艺流程是通过一系列复杂的制造工艺将光伏电池、支架和逆变器等部件组装而成。
首先是光伏电池的制造工艺。
光伏电池是太阳能组件中最关键的部件,它是把太阳光转换为电能的关键。
其制造工艺包括多晶硅材料生长、硅片切割、扩散、金属化、清洗、组装等多个步骤。
其中,多晶硅材料生长是最关键的一步,要求材料纯度高、晶粒尺寸大。
接下来是硅片切割,将多晶硅片切成薄片,并进行表面处理使得光能更容易被吸收。
然后进行扩散和金属化,通过掺杂和金属接触实现电荷分离和传输。
最后是清洗和组装,确保光伏电池的质量和可靠性。
其次是支架的制造工艺。
支架主要用于支撑和固定光伏电池,其制造工艺主要包括铝型材挤压、氧化、喷涂和组装。
铝型材挤压是将铝合金经过加热后挤压成型,然后进行氧化处理,增强耐腐蚀性。
最后进行喷涂涂装,增强表面的耐候性和美观度。
最后是逆变器的制造工艺。
逆变器是将光伏电池产生的直流电转换为交流电的关键设备,其制造工艺主要包括电子元件选型、电路设计和组装等多个环节。
逆变器的质量和效率直接影响太阳能组件的发电效率和稳定性。
此外,在工艺流程中还要进行组件的装配和测试。
装配主要是将光伏电池、支架和逆变器等部件进行组装,确保各部件之间的连接牢固和电气接触良好。
测试主要是对组件进行电气性能和绝缘性能的测试,确保组件能够正常工作并具有较好的安全性。
总的来说,太阳能组件的工艺流程是一个非常复杂的制造过程,需要多个环节的精密加工和严格控制,才能确保组件的质量和可靠性。
随着太阳能产业的发展,工艺流程也在不断的完善和优化,以提高太阳能组件的效率和降低成本。
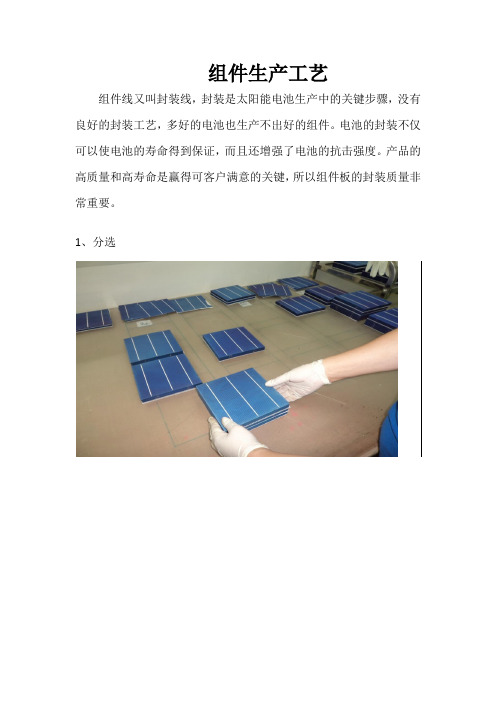
组件生产工艺组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件。
电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。
产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。
1、分选此为组件的第一道工序,在本道工序中,首先将电池片进行初步筛选,将不符合标准的电池片,如色差片,崩边片,缺胶片,断栅片等等分类放置在一起,将合格的电池片按照机器焊接每打100片的数量清点好。
2、焊接焊接工序采用最先进的德国进口TT1200焊片机。
1200指的时每小时一台机器可以焊接1200片电池片,也就是说老式焊片机3秒焊接一片,新式焊片机2.8秒左右焊接一片。
焊接机采用不接触涂布装置、影响定位系统、红外焊接装置、自动抓取机器人等部分组成。
影响定位系统有效挑选出破片、裂片等装置,有效的保证了焊接品质。
在此工序中由“自动焊片机”将单片电池片和涂锡铜带焊接成一串,再由提取ABB机器人将每串电池串提取到铺设好EVA的玻璃板上。
ABB机器人能够准确按照设置的间距,将电池串排列到好,精确误差在0.5mm以内。
TT焊片机彻底替代了原始的手工焊接,不仅在产量上有了很大的提高,更在质量上有明显的改善。
焊接处理的组件没有杂物、锡渣等。
3,叠层(也称排片)叠层为组件生产过程中的一道关键岗位,这道工序主要将焊接好的电池串连接成电路。
每相邻的电池上都要粘贴2到3条高温胶带,目的是防止电池串发生移位等情况。
之后用烙铁将汇流条焊接在每串的两端,按照正负极的正常方式将组件做成一个完整的导通发电体。
4、隐裂测试在组件半成品做完,需要对组件进行隐裂测试。
做好的本成品组件,可能存在裂纹等情况,用肉眼是无法观察到的。
隐裂测试仪的原理就是将组件通电,通电后组件发出红外光,再利用照相机成像。
隐裂测试能检查到整个组件内部是否存在不合格的电池片如,隐裂片,低效片,黑心片等一系列不符合标准的电池片,一旦发现需要进行返修。
线束及其组件制作工艺简介作者:韩兵尹东海洪伟来源:《科技风》2017年第18期摘要:线束及其组件是市场需求量最大的产品之一,汽车摩配、家电、通讯、电子电气、安防、自动化、计算机、航空、仪器设备等行业均广泛采用。
线束及其组件作为电气线路的主体,是我们日常生活中最常见,却也是最容易被忽视的。
本文论述线束及其组件制造中的工艺问题,并对制造中常见的加工问题进行了详细的分析。
关键词:线束制造;制作过程;制作工艺1 线束组件简介线束是由电线电缆与电连接器压接或焊接,用束带捆扎在一起,使电路连接导通的组件。
线束组件种类多,应用范围广、制作工序简单。
在家用电器、汽车电子、计算机和通讯设备、电力电子设备、各种电子仪器仪表等方面都有广泛的应用。
但线束组成的形式基本上是一样的,其组成部件不会有太大的变化,主要制作工艺过程如图1所示。
对于企业生产管理来讲,统一的工艺规范可加强线束及其组件的产品质量管控,提升操作人员的运作能力和生产效率,使线束加工、测试等各个工序保证一致性从而达到标准化、规范化。
2 线束裁剪、剥皮(1)线束裁剪。
线束裁剪是将批量连续的线束依照产品图纸要求,裁切成规定长度的线材,便于后续的加工处理。
主要裁剪方式有手工裁剪与机器裁剪,下面主要介绍机器裁剪。
a.准备工作。
检查工作台面是否干净整洁,裁线机是否运转正常,裁刀及模具的选择是否合理以及刀口是否完好无损。
b.试裁。
依照工艺文件要求确认线材规格,再调试好裁线机,并试裁3~5条,检验尺寸合格后,方可批量作业。
a.剥前准备。
检查工作台面是否干净整洁,设备运转是否正常,剥刀刀口是否完好无损。
b.试剥。
依照工艺文件要求确认剥皮长度,再按照作业指导书调试好设备,试剥3~5条,检验合格后,方可批量作业。
c.注意事项。
第一,尺寸须在公差范围内;第二,不可剥断导体铜丝;第三,切剥口须平整。
d.剥皮尺寸计算。
对于不同线规线径的线束线缆,他们各自的剥皮尺寸要求也是不一样的,以下为参考值。

光伏组件生产工艺流程:A、工艺流程:1、电池检测——2、正面焊接—检验—3、背面串接—检验—4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)——5、层压——6、去毛边(去边、清洗)——7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)——8、焊接接线盒——9、高压测试——10、组件测试—外观检验—11、包装入库;B、工艺简介:1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。
以提高电池的利用率,做出质量合格的电池组件。
2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。
焊接用的热源为一个红外灯(利用红外线的热效应)。
焊带的长度约为电池边长的2倍。
多出的焊带在背面焊接时与后面的电池片的背面电极相连。
(我们公司采用的是手工焊接)3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。
4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。
玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。
敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。
(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。
5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。
100MWP规模太阳能电池组件生产线技术方案100MWP规模生产50多万块200WP左右太阳能电池板,根据我们筹建生产线的经验,制定方案如下:一、场地要求:10000平米左右可分为四个单元,这样可根据实际情况,分期上线。
每单元分成前道准备(包括焊带裁切、浸泡,EVA/TPT裁切,电池片分选,电池片等)、前道(包括焊接、叠层)和后道(包括层压、装框、清胶、测试以及返修)三部分。
车间要求洁净、空调、排烟,配电到位,0.5—1.2Mpa气源。
打包和库房可另设。
二、生产设备:1、激光划片机:1台/单元。
主要用于单晶硅、多晶硅太阳能电池的划片。
2、电池片分选机:1台/单元。
对电池片进行抽检或全检,以及划片后的电池片测试。
3、EVA/TPT裁切机:1台/单元。
完成EVA/TPT叠层前的裁剪4、焊带裁切机:1台/单元。
完成焊带的切断。
5、焊带浸泡机:1台。
用于裁切好的焊带助焊剂浸泡及吹干。
此需独立空间,防爆、防泄漏。
6、电池片周转车:2台/单元。
用以分选好的电池片至焊接工序间的运送周转。
7、EVA物料车:2台/单元。
用于裁切好的EVA、TPT运送以及剩余的存放。
8、焊接工作台:16台/单元。
完成电池片的单焊和串焊。
9、电池串暂置架:2台/单元。
用于串焊好的电池串的存放。
10、叠层测试台:8台/单元。
串焊好的电池串、EVA、TPT背板进行叠层铺设、检验初测。
11、玻璃车:4台/单元。
用于存放叠层所需的玻璃和EVA。
12、镜面观察台:2台。
对叠层好的电池组件检查,是否夹带杂物等。
13、待层压周转车:4台/单元。
组件层压前的放置和运送。
14、SC-A YZ-3600*2200 第三代全自动智能高效型太阳能电池组件层压机:2台/单元。
完成组件层压。
15、修边台:2台/单元。
层压后的组件修边。
:16、组件放置车:4台。
层压并修好边的组件放置和运送。
17、装框机:1台/单元。
完成组件装框。
18、边框打胶机:1台/单元。
用于装框前的打胶。
组件生产工艺简介
组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。
电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。
产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。
4.1流程图:
1、电池检测——234、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)——5、层压——6、去毛边(去边、清洗)——7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)——8、焊接接线盒
——9、高压测试——1011、包装入库;
4.2组件高效和高寿命如何保证:
1、高转换效率、高质量的电池片;
下面是电池的结构示意图:
(1)金属电极主栅线;(2)金属上电极细栅线;(3)金属底电极;
(4)减反射膜;(5)顶区层(扩散层);(6)体区层(基区层);
2、高质量的原材料,例如:高的交联度的EV A 、高粘结强度的封装剂(中性硅酮树脂胶)、高透光率高强度的钢化玻璃等;
3、合理的封装工艺;
4、员工严谨的工作作风;
由于太阳电池属于高科技产品,生产过程中一些细节问题,一些不起眼问题如应该戴手套而不戴、应该均匀的涂刷试剂而潦草完事等都是影响产品质量的大敌,所以除了制定合理的制作工艺外,员工的认真和严谨是非常重要的。
4.3太阳电池组装工艺简介:
4.3.1工艺简介: 在这里只简单的介绍一下工艺的作用,给大家一个感性的认识,具体内容后面再详细介绍:
1、 电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。
以提高电池的利用率,做出质量合格的电池组件。
2、 正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。
焊接用的热源为一个红外灯(利用红外线的热效应)。
焊带的长度约为电池边长的2倍。
多出的焊带在背面焊接时与后面的电池片的背面电极相连。
3、 背面串接:背面焊接是将36
片电池串接在一起形成一个组件串,我们目前电池
采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。
4、 层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EV A 、玻璃纤维、背板按照一定的层次敷设好,准备层压。
玻璃事先涂一层试剂(primer )以增加玻璃和EV A 的粘接强度。
敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。
(敷设层次:由下向上:玻璃、EV A 、电池、EV A 、玻璃纤维、背板)。
5、 组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EV A
熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。
层压工艺是组件生产的关键一步,层压温度层压时间根据EV A 的性质决定。
我们使用快速固化EV A 时,层压循环时间约为25分钟。
固化温度为150℃。
6、 修边:层压时EV A 熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。
7、
装框:类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,
各层材料叠放顺序 背板
EV A 玻璃 玻璃纤维 电池片
进一步的密封电池组件,延长电池的使用寿命。
边框和玻璃组件的缝隙用硅酮树脂填充。
各边框间用角键连接。
8、焊接接线盒:在组件背面引线处焊接一个盒子,以利于电池与其他设备或电池间的连接。
9、高压测试:高压测试是指在组件边框和电极引线间施加一定的电压,测试组件的耐压性和绝缘强度,以保证组件在恶劣的自然条件(雷击等)下不被损坏。
10、组件测试:测试的目的是对电池的输出功率进行标定,测试其输出特性,确定组件的质量等级。