标准模架的选用
- 格式:ppt
- 大小:262.00 KB
- 文档页数:15
标准模架型号标准模架是一种用于支撑和固定模具的工具,通常用于塑料注射成型和压铸等工艺中。
选择合适的标准模架型号对于模具的稳定性和生产效率至关重要。
下面将介绍几种常见的标准模架型号及其特点,以便于您在选择模架时能够更加明晰。
1. 固定式标准模架。
固定式标准模架是最常见的模架类型之一,它具有结构简单、稳定性好的特点,适用于大多数注塑模具和压铸模具。
固定式标准模架通常由上模板、下模板、四柱和导柱组成,能够有效支撑模具并保证模具的定位精度。
在选择固定式标准模架时,需要考虑模具的尺寸、重量以及生产工艺等因素,以确保模具能够稳定、高效地运行。
2. 滑动式标准模架。
滑动式标准模架相比固定式模架来说,具有更灵活的特点。
它适用于一些特殊形状的模具或需要进行模具装卸的工艺。
滑动式标准模架通常由上模板、下模板、四柱、导柱和滑块组成,通过滑块的移动来实现模具的装卸。
在选择滑动式标准模架时,需要考虑模具的形状、重量以及装卸频率等因素,以确保模具能够稳定、高效地运行。
3. 自动脱模式标准模架。
自动脱模式标准模架是一种集成了脱模装置的模架类型,它能够在模具成型完成后自动将成品脱模,提高了生产效率。
自动脱模式标准模架通常由上模板、下模板、四柱、导柱和脱模装置组成,通过脱模装置的动作来实现模具的脱模。
在选择自动脱模式标准模架时,需要考虑模具的成型周期、脱模空间以及自动化程度等因素,以确保模具能够稳定、高效地运行。
4. 多腔模标准模架。
多腔模标准模架是一种能够同时成型多个产品的模架类型,它能够提高生产效率并降低生产成本。
多腔模标准模架通常由上模板、下模板、四柱、导柱和多腔模具组成,通过多腔模具的布局来实现多个产品的同时成型。
在选择多腔模标准模架时,需要考虑产品的尺寸、成型周期以及模具布局等因素,以确保模具能够稳定、高效地运行。
总结。
选择合适的标准模架型号对于模具的稳定性和生产效率至关重要。
在选择标准模架时,需要综合考虑模具的形状、重量、成型周期、脱模空间以及自动化程度等因素,以确保模具能够稳定、高效地运行。
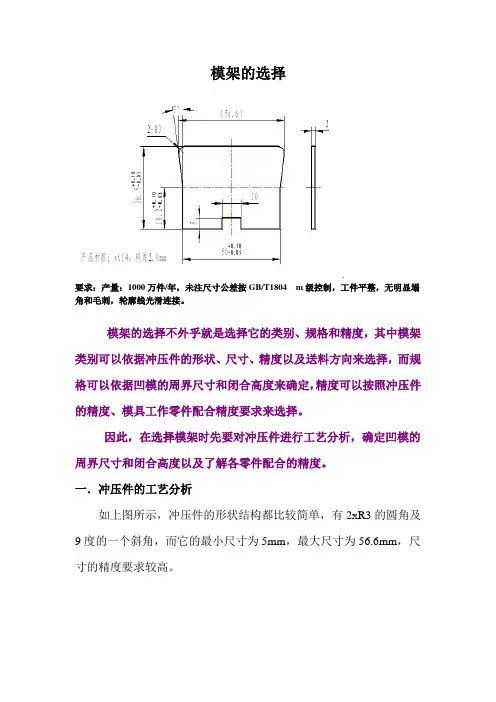
模架的选择.要求:产量:1000万件/年,未注尺寸公差按GB/T1804 m级控制,工件平整,无明显塌角和毛刺,轮廓线光滑连接。
模架的选择不外乎就是选择它的类别、规格和精度,其中模架类别可以依据冲压件的形状、尺寸、精度以及送料方向来选择,而规格可以依据凹模的周界尺寸和闭合高度来确定,精度可以按照冲压件的精度、模具工作零件配合精度要求来选择。
因此,在选择模架时先要对冲压件进行工艺分析,确定凹模的周界尺寸和闭合高度以及了解各零件配合的精度。
一.冲压件的工艺分析如上图所示,冲压件的形状结构都比较简单,有2xR3的圆角及9度的一个斜角,而它的最小尺寸为5mm,最大尺寸为56.6mm,尺寸的精度要求较高。
二.模架类别的确定为了能满足冲压件精度,要求导向部分滑动平稳、导向精准可靠,为了操作方便、安全,可用横向送料的方式;因此可选择滑动导向模架中的对角导柱模架。
三.凹模周界尺寸和模具闭合高度的尺寸的确定凹模的周界尺寸包括凹模板的平面尺寸L ×B(长×宽)和厚度尺寸H ,而因为此次设计的凹模是简单对称形状刃口的凹模,所以凹模的平面尺寸可以沿凹模刃口型孔向四周扩大一个凹模厚度来确定,即:L=l+2c B=b+2c式中l ——沿凹模长度方向刃口型孔的最大距离,mmB ——沿凹模宽度方向刃口型孔的最大距离,mmC ——凹模壁厚,mm (其值查参考资料冲压模具设计与制造第二版 徐政坤主编表3——29)而凹模刃口总长和总宽的尺寸由计算可知: D 2d =(56.9-0.02)02.00+=56.8802.00+mm , D 1d =(36.510-1x0.025)03.00+=36.4803.00+mm. 查表可得c=25mm 。
因此凹模周界尺寸:L=(56.88+2×25)=106.8802.00+,B=(36.48+2×25)03.00+=86.4803.00+.凹模板的厚度一般不小于8mm ,为了保证模具能正常工作而又不浪费材料,此处取值为10mm 。
标准模架型号标准模架是一种用于工业生产中的模具,它可以帮助加工生产出符合标准尺寸的产品。
在工业生产中,标准模架起着非常重要的作用,因为它能够保证产品的精准度和一致性。
选择适合的标准模架型号对于生产效率和产品质量都有着至关重要的影响。
首先,选择标准模架型号需要根据产品的尺寸和形状来确定。
不同的产品需要不同的模具来加工生产,因此在选择标准模架型号时,首先要对产品的尺寸和形状有一个清晰的了解。
只有了解了产品的具体要求,才能选择到合适的标准模架型号,从而保证产品的加工质量和精度。
其次,选择标准模架型号还需要考虑生产工艺和生产环境。
不同的生产工艺和生产环境对标准模架的要求也会有所不同。
例如,对于需要高速加工的产品,就需要选择具有高速加工能力的标准模架型号;对于在潮湿环境下生产的产品,就需要选择具有防锈防腐能力的标准模架型号。
因此,在选择标准模架型号时,需要综合考虑生产工艺和生产环境的要求,从而选择到最适合的标准模架型号。
另外,选择标准模架型号还需要考虑生产成本和周期。
不同的标准模架型号在生产成本和周期上也会有所不同。
有些标准模架型号可能成本较低,但加工周期较长;有些标准模架型号则可能成本较高,但加工周期较短。
因此,在选择标准模架型号时,需要综合考虑生产成本和周期的因素,从而选择到既能满足产品要求又能控制成本和周期的标准模架型号。
总的来说,选择标准模架型号是一个需要综合考虑多个因素的过程。
只有在充分了解产品要求、生产工艺和生产环境的基础上,再考虑生产成本和周期的因素,才能选择到最适合的标准模架型号,从而保证产品的加工质量和生产效率。
希望本文能够帮助大家更好地选择标准模架型号,提高生产效率和产品质量。
注射模标准模架及选用2007-5-20 17:05:10注射模标准模架及选用一、分类注射模标准模架分类三种:1.大水口标准模架2.细水口标准模架3.简化细水口标准模架二、组成标准模架由模板、导柱导套、回针及紧固螺丝四类零件组成。
模板按其用途可分为主模板(A板、B板)和结构模板(面板、底板、支板、推板、方铁、水口板等)两大类。
任何一副模架均由A、B板与不同的结构模板按一定顺序组配而成。
下图为DAI型细水口模架结构示意图。
三、型号1.基本规格代号指A、B板的宽度(单位:cm)2.A、B板的长度(单位:cm)3.类别代号省略——大水口模架D——采用水口板的细水口模架E——不用水口板的细水口模架F——采用水口板的简化细水口模架G——不用水口板的简化细水口模架注:1)细水口模架与简化细水口模架统称细水口类模架。
两者的区别在于细水口模架A、B板间没有导柱导套,且拉杆头部装有限位块,而简化细水口模架则没有。
2)大水口模具与细水口模具的区别在于大水口模具中的制品和水口料在开模后是从同一个分模面(A板的正面)取出的,而细水口类模具的制品和水口料在开模后是从不同分模面(A板的正面与背面)取出的。
对模架而言,细水口类模架中的A板为活动板,该类模架必须设有拉杆,而大水口模架则相反。
4.基本结构代号A——A板+B板+支板B——A板+B板+支板+推板C——A板+B板D——A板+B板+推板5.形状特征代号I ——工字模H——直身模T——直身加面板模6.A板厚度(单位:mm)7.B板厚度(单位:mm)8.方铁高度(单位:mm)四、种类注射模标准模架共计36种型号(见附图)1.大水口模架(12种)(A、B、C、D)×(I、H、T)2.细水口模架(16种)(D、E)×(A、B、C、D)×(I、T)3.简化细水口模架(8种)(F、G)×(A、C)×(I、T)五、规格1.宽度系列(1米以内,单位为cm;等于或大于1米,单位为dm)15、18、20、23、25、27、30、33、35、38、40、45、50、55、60、65、70、80、90、10……2.长度系列(1米以内,单位为cm;等于或大于1米,单位为dm)15、20、25、30、35、40、45、50、55、60、65、70、75、80、85、90、95、10、11、12、13、14、15……3.厚度系列(单位:mm)25、30、40、50、60、80、70、90、100、110、120、130、140、150、160、170、180、200、250、300……六、选用1.根据浇口形式确定是否选用细水口类模架。
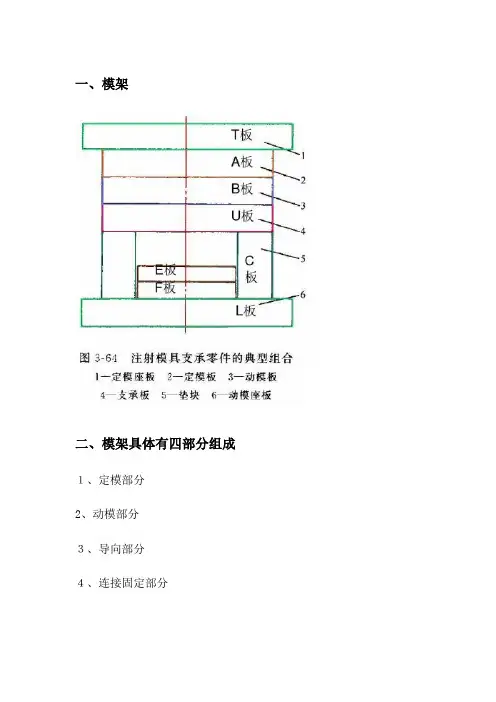
一、模架
二、模架具体有四部分组成1、定模部分
2、动模部分
3、导向部分
4、连接固定部分
三、模架得分类1、大水口模架
2.细水口模架
四、模架得选择
(1)塑件体积
(2)塑件质量
(3)模具所需塑料溶体注射量
(其中m1=m2,m2为浇注系统得质量,约为0、15m1)
(4)由于浇注系统得凝料在设计之前不能确定准确得数值,但就是可以根据经验按照塑件
体积得0、2-1倍来估算。
由于本次设计采用得流道简单,因此浇注系统得凝料按塑件得0、35倍来计算
(5)初选注塑机
注塑机满足额定注射量
(6)根据一模一腔来确定浇注系统直接浇口
(7)确定推出机构推件板
(8)型芯安装形式台肩安装
(9)确定型腔结构形式整体镶嵌式
(10)确定型腔壁厚与底板厚度S=90T=30(需查手册)
(11)确定模板尺寸(一模一腔)
(12)选取模板标准尺寸600X600mm
(13)选定模架基本型号
(14)确定A、B、C板厚度100mm、150mm、80mm(15)选择标准模架6060-100X150X80
(16)计算模架闭模高度。
标准模架选用要点学习标准模架选用这么久,今天来说说关键要点。
我理解,首先要考虑产品的尺寸。
这个真的很重要,你得清楚你要做的产品大小是多少呀。
比如说要做一个小型的塑料玩具零件模架选用,那和做一个大型机械零件的模架肯定不一样,小零件可能就不需要特别大型号、特别厚重的模架对吧。
我觉得就像是我们选衣服尺码一样,你得根据自己的身材大小来,身材小当然就选小码啦。
然后呢,对了还有个要点,就是模具的结构。
不同的模具结构对模架的要求可不一样。
像是那种结构比较复杂的多腔模具,可能就需要更坚固稳定、功能更完备的模架来支撑整个模具的运行。
这怎么理解呢,就好比盖房子,如果房子结构很奇特,有很多不同功能的房间混合在一起,那地基和框架肯定要更牢固呀。
我总结呢,模架就要像那个地基和框架一样,来稳固这个模具结构。
我的学习资料里面有一些专门讲模具结构和模架适配的内容,不过有些我看了还得再琢磨琢磨,有些图我都看不太懂,可能是我在空间想象这方面还比较欠缺呢?我也在想办法提高呀。
材料也是一个关键要点。
这一点我之前是比较迷糊的。
材料不同,它的性能就不一样。
像有些高强度、高韧性的材料,在成型过程中可能会产生较大的压力,如果模架材料强度不够,那可能就会出问题。
比如说吧,我之前在一个小组项目里,没有充分考虑到产品材料的情况就选了一个普通的模架,结果在试模的时候就发现模架有点变形了,还好及时发现重新选了合适的模架。
那次可真的给了我一个教训。
这时候我就想起人家老师傅说的话,“知己知彼才能百战不殆”,对于材料还是得多了解呀。
再有就是生产批量了。
我想这个很好理解吧,如果是大批量生产的东西,那模架的耐用性和稳定性要求肯定更高啦。
就像大工厂量产的杯子模具,每天都要生产很多很多杯子,如果模架不经用,老是坏,那可就麻烦大了。
这时候你就得选质量好、能够长期稳定运行的模架。
关于标准模架选用还有成本因素。
我们肯定是想在满足生产要求的前提下,尽可能地降低成本对吧。
有时候一些超级昂贵的模架确实功能很强大,但如果我们的产品量没有那么大或者对模架的要求并不是那么高尖精的话,就没有必要花那个冤枉钱。
模架是一整套模具的骨架,是模具的主体部分,它由各式各样的钢板加上零件组装而成。
正确选取合适的模架是模具生产工作相当重要的一环,因为模架的大小选取的合理与否将直接影响模具的质量。
如果没有选对模架,造成的后果不仅是导致制件无法顺利开模,模架也会随之报废。
那么模架选取的原则有哪些呢?大水口模架、细水口模架和简化细水口模架分别是在什么条件下使用的?模架选取的计算方法又是怎样的呢?模架选取的原则选取模架时应从零件结构,模具分型要求和经济成本多个方面考虑,模架选取的原则如下所示。
大水口模架选取条件1.制作结构简单、外观要求不是很严格、允许侧边有浇口痕迹,无其他特殊结构。
2.能用大水口模架时不用细水口模架,大水口模架用于一次分型的模具。
细水口模架选取条件1.单型腔和成型制件在分模面上投影面积较大,要求多点进胶时常用细水口模架。
2.一模多腔,其中有个别制件客户要求必须中心进胶。
3.一模多腔,个别型腔大小悬殊较大,用大水口时浇口衬套要偏离模具中心。
4.齿轮模,多型腔的轮胎吹气模等。
5.高度尺寸大的桶形、壳形或形制品。
6.制品精度高,尺寸公差范围小,寿命要求高的模具应使用细水口模架。
简化型细水口模架选取条件1.两侧有较大的侧抽机构(滑块、油缸),用细水口模架时间很长,此时可以用简化细水口模架。
2.母模侧有滑块的大水口模具常用简化型细水口模架中的GAI和GCI系列。
温馨提示1.当模胚整体尺寸在250mm(包括250mm)以下时,用工字型模模架。
模架在250~350mm时,用直身有面板模架(T型)。
模架在400mm以上并且有滑块时用直身有面板模架(T型),没有滑块时用直身无面板模架(H型)。
2.当A板开框深度较深(一般大于60mm)时,可考虑开通框或选用无面板的模架;有滑块或母模滑块的模架,A 板不应开通框,当A板开框深度较深(一般大于60mm)时,可考虑不用面板。
3.有推板的模架一定不可以母模导柱后模导套。
4.当模仁是圆形时,选用有托板的模架。
标准模架型号标准模架是一种用于工业生产中的模具,其型号的选择对于生产效率和产品质量有着重要的影响。
在选择标准模架型号时,需要考虑多种因素,包括生产工艺、产品规格、生产批量等。
本文将介绍几种常见的标准模架型号,并分析它们的特点和适用范围。
首先,我们来介绍一种常见的标准模架型号——G系列模架。
G 系列模架是一种通用型号,适用于多种不同规格的产品生产。
它的特点是结构简单,易于维护,适用于中小批量生产。
G系列模架的优点是灵活性强,能够适应不同规格产品的生产需求,但缺点是生产效率相对较低,适用于对生产效率要求不是很高的情况。
其次,我们介绍一种适用于大批量生产的标准模架型号——H 系列模架。
H系列模架是一种高效率的模具,适用于大规模生产。
它的特点是结构复杂,但能够实现自动化生产,生产效率高。
H系列模架的优点是适用于大规模生产,能够提高生产效率,但缺点是维护成本较高,适用于对生产效率要求较高的情况。
另外,还有一种适用于特殊工艺要求的标准模架型号——S系列模架。
S系列模架是一种专业化的模具,适用于特殊工艺要求的产品生产。
它的特点是结构复杂,但能够实现特殊工艺要求,产品质量高。
S系列模架的优点是能够满足特殊工艺要求,保证产品质量,但缺点是适用范围有限,生产效率较低,适用于对产品质量要求较高的情况。
综上所述,选择标准模架型号时需要根据生产需求和产品特点进行综合考虑。
对于中小批量生产,可以选择灵活性强的G系列模架;对于大规模生产,可以选择高效率的H系列模架;对于特殊工艺要求,可以选择专业化的S系列模架。
在选择标准模架型号时,还需要考虑模具的质量、价格、供应商等因素,以确保选择到最适合的模具,从而提高生产效率和产品质量。
【精品】标准模架的选用
标准模架是一种工具,用于支撑不同形状组件的制造和加工过程。
通常情况下,使用
标准模架可以实现可重复使用的代工。
不同的厂商都会选择不同的标准模架,以满足他们
的特定需求。
本文将讨论如何选择标准模架以支持不同的制造和加工工艺。
首先,选择适当的标准模架要考虑所需的精度和容差。
如果需要高度精密的组件,那
么模架必须具有高度精密的制造和加工能力。
选择合适的模架应该考虑其精度、稳定性和
持久性等方面。
其次,做好关于工艺的研究。
不同的制造和加工工艺可能需要不同的标准模架。
例如,如果使用钳夹法来夹紧或支持工件,则需要使用固定夹头标准模架。
如果需要钻孔或排距,则需要使用带有排距功能的模架。
如果需要进行切割和钻孔等操作,则需要使用精密夹
具。
最后,我们需要考虑生产和材料上的成本。
选用标准模架时,应该采取成本效益的方
式来选择。
制造商应该选择成本适中的标准模架,以支持其特定的制造和加工过程。
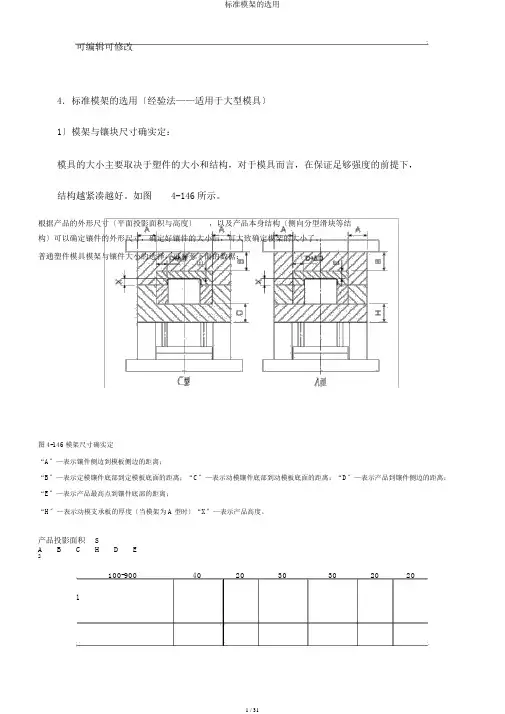
可编辑可修改4.标准模架的选用〔经验法——适用于大型模具〕1〕模架与镶块尺寸确实定:模具的大小主要取决于塑件的大小和结构,对于模具而言,在保证足够强度的前提下,结构越紧凑越好。
如图4-146所示。
根据产品的外形尺寸〔平面投影面积与高度〕,以及产品本身结构〔侧向分型滑块等结构〕可以确定镶件的外形尺寸,确定好镶件的大小后,可大致确定模架的大小了。
普通塑件模具模架与镶件大小的选择,可参考下面的数据:图4-146模架尺寸确实定“A〞—表示镶件侧边到模板侧边的距离;“B〞—表示定模镶件底部到定模板底面的距离;“C〞—表示动模镶件底部到动模板底面的距离;“D〞—表示产品到镶件侧边的距离;“E〞—表示产品最高点到镶件底部的距离;“H〞—表示动模支承板的厚度〔当模架为A型时〕“X〞—表示产品高度。
产品投影面积SA B C H D E2100-900402030302020 1900-250040-4520-2430-4030-4020-2420-242500-640045-5024-3040-5040-5024-2824306400-1440050-5530-36506550-6528-32303655-6536-4265-6065-8032-3636-42 25600-4000065-7542-4880-9580-9536-4042-4840000-6250075-8548-5695-11595-11540-4448-5462500-9000085-9556-64115-135115-13544-4854-6090000-12250095-10564-72135-155135-15548-5260-66105-11572-80155-175155-17552-5666-72115-12080-88175-195175-19556-6072-78 202500-250000120-13088-96195-205195-20560-6478-84以上数据,仅作为一般性结构塑件摸架参考,对于特珠的塑件应注意以下几点:①当产品高度过高时〔产品高度X≥D〕,应适当加大“D〞,加大值D=〔X-D〕/2;②有时为了冷却水道的需要对镶件的尺寸做以调整,以到达较好冷却效果;③结构复杂需做特殊分型或顶出机构,或有侧向分型结构需做滑块时,应根据不同情况适当调整镶件和模架的大小以及各摸板厚度,以保证模架的强度。
1.选择浇注系统类型(注明原因),完成型腔布局(绘制图形)选用普通浇注系统,因为ABS塑件大批量生产,价格便宜,模具结构简单,普通浇注系统跟热流道浇注系统而言,生产过程中,浇注系统内的塑料不需要始终处于熔融状态,并且热流道浇注系统造价成本高,模具结构相对复杂,普通浇注系统更加适合,节约成本。
2.绘制模具成型零件结构示意图3.确定模架组合形式(36种模架选择其一),并注明原因。
此ABS塑件为薄壳类塑件,一模两腔,采用侧浇口,因此可以选用直浇口基本型模架(单分型面模架),采用馕件型腔,台肩固定,因此馕件型芯底部需要支承板,查表3-22基本型模架的组成,可知直浇口基本型A型模架可以满足要求。
A模架具有以下结构特征:定模和动模均采用两块模板,有支承板,推杆推出。
可适用于侧浇口类型。
所以选用直浇口A型模架,侧浇口模具。
4.确定内模馕块尺寸(写出推算过程)该塑件一模两腔左右分布,其塑件尺寸为100mm,一般A、B取25mm,当两产品之间通过流道时C值取20~40mm。
根据书上P155页,可知型腔在分型面上长度l为2个塑件尺寸加上C为230mm(按一模两腔所占区域)。
根据经验:当塑件尺寸小于100~150mm时,内模馕块侧壁厚取25mm左右。
则内模馕块长度为2个塑件尺寸加上2B+C为280mm,内模馕块宽度为1个塑件尺寸加上2A为150mm。
5.查表3-25简略计算确定模架主参数并表示其规格(写出推算过程)塑件在分型面的投影面约2×50×50×3.14=15700,查表3-25,模板的壁厚A=55~65mm。
结合模仁长、宽值可确定模具长度可取390~410mm,模具宽度可取260~280mm。
查GB/T 12556-2006标准模板的尺寸,将计算出的数据向标准尺寸“靠拢”修整。
初步确定模板周界尺寸为270mm×400mm。
同样,根据塑件在分型面的投影面约15700,查表3-25,型腔底板厚度B=36~42mm。
标准模架尺寸标准模架尺寸是指在工业生产中常用的模架尺寸标准,它对于模具设计和生产具有重要的指导意义。
标准模架尺寸的确定,可以帮助企业规范生产流程,提高生产效率,降低生产成本,提高产品质量。
下面我们将介绍一些常见的标准模架尺寸及其应用。
首先,我们来介绍一下常见的标准模架尺寸。
在模具设计中,常用的标准模架尺寸包括A类、B类、C类、D类四种尺寸。
A类模架尺寸主要用于小型模具,其尺寸范围为200mm×200mm至400mm×400mm。
B类模架尺寸适用于中等尺寸的模具,尺寸范围为400mm×400mm至800mm×800mm。
C类模架尺寸适用于大型模具,尺寸范围为800mm×800mm至1600mm×1600mm。
D类模架尺寸适用于超大型模具,尺寸范围为1600mm×1600mm以上。
这些标准模架尺寸可以根据具体的模具设计要求进行选择和应用。
其次,我们来谈谈标准模架尺寸的应用。
在模具设计和生产中,选择合适的标准模架尺寸可以提高模具的稳定性和精度,减少加工工序,降低成本,提高生产效率。
同时,标准模架尺寸的应用也有利于模具的标准化和通用化,方便模具的更换和维护,提高生产的灵活性和适应性。
因此,合理应用标准模架尺寸对于模具设计和生产具有重要的意义。
最后,我们需要注意一些关于标准模架尺寸的问题。
在选择标准模架尺寸时,需要根据具体的模具设计要求和生产工艺进行合理的选择,避免盲目跟风或者一刀切的情况。
同时,需要注意标准模架尺寸的更新和改进,及时掌握最新的标准和技术,不断提高模具设计和生产水平。
另外,标准模架尺寸的应用也需要与模具材料、加工设备、生产工艺等方面进行综合考虑,确保模具的质量和性能。
总之,标准模架尺寸对于模具设计和生产具有重要的指导意义,合理选择和应用标准模架尺寸可以提高生产效率,降低生产成本,提高产品质量。
因此,我们需要认真学习和理解标准模架尺寸的相关知识,不断提高自身的设计和生产水平,为企业的发展做出更大的贡献。
很多人问我,模胚有H型,I型和T型,这几种到底什么时候才能用,什么时候不能用。
其实这个没什么标准,就我个人而言,选模胚一般是看注塑机来,如果这几种型号在同一型号注塑机上都是能放进去生产的,那就没必要去纠结了,一般就选取I型模架。
那这个又是怎么来的呢?没想通之前都深奥无比,一点破你就觉得没什么了,确定用什么模架的时候,咱们先称称产品的重量,算算产品的投影面积。
确定了模仁的大小,这些弄清楚后才能确定是用什么样的注塑机。
比如一个产品,最小也得要500克的机才能打得起来的话,那500以下的机就不用去考虑了,这个时候,咱们就看500克机的格林柱之间的尺寸和最大及最小模厚是多少。
海天机的格林柱尺寸为580*580,最大模厚为580,最小模厚为220,顶出行程为150(我手里只有海天的资料,所以拿它举个例子),那你模架的最大外形,模厚,顶出行程等,都必须在这个范围之内。
(别钻牛角尖,说有什么加长型,还有非标的机械呢,这个哪里能说完,就按常规的来讲。
)如果说我们现在调用的模架,用I型的话,500克机放不进去。
用H型的话,就可以。
所以,不用考虑了,肯定用H型的。
有些时候,有的模具由于结构或者其它方面的原因,导致他的厚度非常的厚,看起来都怪怪的,没办法缩小的话,毫无疑问只能用大的机。
还有一种情况,就是如果模具的宽度和厚度都在注塑机范围之内,其它各个条件也都适合,只是它的长度比注塑机的要长,这个没关系,一样可以锁上去的。
一般来说,我们一套模具,油缸或者其它零件,均不能超过面板或者底板,因为这上装不上去的。
我自已做过一套模具,结构就是这样,没法改,它的油缸就超过了面板。
我想了好久觉得没办法做了。
遂跑去注塑车间逛逛。
逛的过程中,看到一个模具上面有个油缸,超级的长,以至于把楼板都开了个洞在生产(这里以我的人格担保,绝对不是开玩笑的,那模具挺大的,好像是用了2500g的机在生产)。
突然间我想到,用小一号的机,看看注塑机的面板尺寸,模具油缸的位置有没有长出去,如果长出去了,这个不也是能生产的吗?一查,嘿嘿,好了,模具宽度能放进去,厚度也在范围内,长度方面长出外面了。
标准模架型号标准模架是模具制造中常见的一种模具组成部件,它在模具加工中起着非常重要的作用。
标准模架的型号种类繁多,不同的型号适用于不同的模具加工需求。
下面将介绍几种常见的标准模架型号及其特点。
首先,我们来介绍常见的标准模架型号之一——L型标准模架。
L型标准模架具有结构简单、稳定性好的特点,适用于一些结构相对简单的模具加工。
其结构设计紧凑,能够有效节约模具加工空间,提高加工效率。
同时,L型标准模架在使用过程中还具有较好的刚性和稳定性,能够保证模具加工的精度和质量。
其次,我们介绍T型标准模架。
T型标准模架在结构上相对复杂一些,但是其承载能力和稳定性更强,适用于一些结构复杂、加工难度较大的模具加工。
T型标准模架的结构设计更加灵活,能够满足不同模具加工的需求,提高了模具加工的通用性和灵活性。
同时,T型标准模架还具有较好的耐磨性和耐腐蚀性,能够延长模具的使用寿命。
除了L型和T型标准模架外,还有一种常见的标准模架型号是U型标准模架。
U型标准模架的结构设计更加独特,适用于一些特殊形状的模具加工。
U型标准模架在加工过程中能够提供更大的加工空间,满足一些大型模具加工的需求。
同时,U型标准模架还具有较好的稳定性和刚性,能够保证模具加工的精度和质量。
综上所述,不同的标准模架型号适用于不同的模具加工需求,选择合适的标准模架型号能够提高模具加工的效率和质量。
在实际应用中,需要根据模具加工的具体要求来选择合适的标准模架型号,以确保模具加工的顺利进行。
希望本文介绍的内容能够对大家有所帮助,谢谢阅读!。
模架的标准与选用2009-7-13 来源:网络文摘【全球塑胶网2009年7月13日网讯】塑胶模架与塑料模架及标准模架的选用:大家都知道,做模具选用模架会节约时间,且有助于提升模具寿命。
冲压模具有冲压的模架,塑料模具有塑料模具的模架。
在模具工业园区集中地,一般都有当地的模架厂及大型的全国性模架分销点,如龙记等。
做塑胶模设计的师傅一般都知道塑胶模架的设计标准有日本的FUTABA(富得巴)、香港的龙记、德国的H AS CO(哈斯考)、美国的DME、新加坡的重村。
龙记的模架市场占有率比较高,专卖店也比较多。
在广州、上海、浙江都有生产基地。
模架出口香港、美国、法国、日本等地。
龙记用的材料有国产的、也有进口的,他的每块板基本上都要测试硬度,所以你会看到每块板都有测试的点。
但是他模板擦伤很严重,不知道是怎么回事。
富得巴的模架以前只有在深圳有,用的材料主要是日本的皇牌钢S55C,模架出口到香港、日本、马来西亚、韩国等地。
模架主要用在珠江三角洲。
由于江苏、浙江、上海的模具发展也很迅速,市场潜力大,后来在昆山也建立了生产基地。
重村模架主要是新加坡集团下属的台湾重村及苏州重村生产,用的材料基本上是国产料,产量也很大。
至于别的模架厂,我在网上搜索了一下,也很多。
像我们浙江的有科佳模架、亚轮塑料模架、名扬模架、吴记模架、乔诺模架、三品模架、明科模架等等。
广东那边大亚洲钢材公司出了个铁立方超级模架,在国际模具网上有专门的视频推荐,据说成本节约20%,具体使用过的经验还不清楚,大家可以向该公司陈经理咨询相关事宜。
模架用的什么钢很重要,因为钢的成本决定了模架的成本,所以由钢厂来做模架是有成本优势的。
富得巴用的是进口S55C,精框开的也比龙记的好.没有用过吧!价格比龙记高15%左右.模架我用过几种,相对来说上海龙记比较好.附近的小厂跟龙记比差很多.不过价格也便宜不少,有的小厂的模架材料用的不是S50C的,是45号钢。