扩散焊课程设计
- 格式:doc
- 大小:2.57 MB
- 文档页数:19
真空扩散焊实验一、实验目的1、了解真空泵原理。
2、了解并掌握真空扩散焊的操作流程。
3、了解真空退火炉的结构及工作原理。
二、实验原理扩散焊是在一定温度和压力下使待焊表面相互接触,通过微观塑性变形或通过待焊表面上产生的微量液相而扩大待焊表面的物理接触,然后经较长时间的原子相互扩散来实现结合的一种焊接方法。
根据具体实现形式可分为真空扩散焊、超塑性成形扩散焊、热等静压扩散焊等焊接方法。
真空扩散焊是一种最常见的扩散焊接方法,由于焊接在真空状态下进行,因此被焊材料或中间层合金中含有易挥发元素时不应采用次方法,此外由于受真空室尺寸的限制,仅适用于尺寸不大的工件。
三、实验设备、材料1、真空高温退火炉2、0.2mm紫铜板(10mm*15mm*0.2mm)四块。
3、模具一套。
四、实验内容及步骤1、真空退火炉结构及原理介绍。
本系列卧式真空退火炉]主要应用于特种材料、不锈钢、硒钢片铁芯、贵金属零件、银铜复合铆钉及。
设备特点:1). 本设备专用于小零件等在真空状态下的退火;2). 炉罐密封性好,有效的避免了工件在退火处理中的表面氧化、生锈,提高了处理质量;3). 保温炉体可向后移动,退火完成后,在保持真空状态下提高冷却速度。
技术参数:1.均温区尺寸:400*400*600mm2.最高温度:1000°C3.使用温度:≦950°C4.温度均匀性:≦±5°C5.控温精度:≦±1°C6.极限真空度:≦5.0*310-Pa7.真空度:≦5.0*310-Pa8.加热功率:50KVA2、罗茨泵原理、真空泵原理、机械泵原理介绍。
罗茨泵的结构如图所示。
在泵腔内,有二个“ 8 ”字形的转子相互垂直地安装在一对平行轴上,由传动比为 1 的一对齿轮带动做彼此反向的同步旋转运动。
在转子之间,转子与泵壳内壁之间,保持有一定的间隙。
由于罗茨泵是一种无内压缩的真空泵,通常压缩比很低,故中、高真空罗茨泵需要前级泵。

目录一课程设计任务书二设计正文(一)课程设计概述1.课程设计相关材料1.1关于Ti-6AL-4V和不锈钢4101. 2钛合金与不锈钢连接的现实意义1. 3 钛及钛合金/钢的焊接性分析2.本课程设计的目的及意义(二)课程设计内容1. 扩散连接的基本概念及特征1. 1 扩散连接的基本概念1. 2 扩散焊的工艺特点1. 3扩散焊的工艺参数2 扩散焊的扩散机理3扩散连接相关公式及推导3. 1菲克第一和第二定律3. 2扩散系数D的公式3. 3计算原理及作图过程3.3.1扩散系数D的计算过程3.3.2作图过程三结果分析四参考文献二设计正文(一)课程设计概述1.课程设计相关材料关于Ti-6AL-4V和不锈钢410Ti-6Al-4V是钛合金牌号TC4的名义化学成分表示方法。
参考标准:《GB/T 钛及钛合金牌号和化学成分》。
主要成分:Al:%%,V:%%,余量为Ti。
410不锈钢是按照美国ASTM标准生产出的不锈钢牌号,相当于我国21Cr13不锈钢材,S41000(美国AISI,ASTM)。
含炭%,含铬% ,410不锈钢:具有良好的耐蚀性、机械加工性,一般用途刃类,阀门类。
410不锈钢热处理:固溶处理(℃)800-9000 缓冷750快冷。
410不锈钢化学成份:C≤,Si≤,Mn≤,P≤,S≤,Cr=~钛合金与不锈钢连接的现实意义钛是20世纪50年代发展起来的一种重耍金属,具有比强度高、密度低、耐高温、韧性好、导热性能好和抗疲劳性好等优点,尤其是具有良好的耐腐蚀性能,能在大多数酸、碱、盐及海水中不腐蚀;钛合金可在600 cC以上的温度下工作,在同样的工作温度范围内,与钢、镍合金、铝合会相比,钛合金的比强度要高很多。
钛不仅成功地取代了易到严重腐蚀的不锈钢、铜合金以及镍基合金等材料,而且已成为实现某些新工艺流程和新技术的关键部分但其价格昂贵,从而影响了钛及其合金在我国国防工业中的推广应用[1]。
而不锈钢是最常用的结构材料,具有一系列优良的性能,如力学性能、焊接性、热稳定性等,且成本相对较低。
课程设计说明书一、 课程设计任务(Ti-6Al-4V/Cu+V/不锈钢304)1 设计题目:Ti-6Al-4V/Cu+V/340扩散焊接工艺参数优化设计2 课程设计目的: 1)了解掌握扩散焊理论;2)学会用扩散公式计算各元素随时间(在某成分中)的扩散距离; 3)根据计算结果作图,找出最佳工艺参数; 4)对比有无中间层和使用不同中间层的优化结果; 3 设计内容、技术条件和要求 1)学习关于扩散的理论; 2)查各元素的扩散系数 3)使用S C C /=erfc ⎪⎭⎫⎝⎛Dt X 2进行计算;4)掌握使用ExceL 计算并作图的方法; 4 时间进度安排专题讲座 2天 专题设计 12天 考 核 1天二、 设计正文 (一) 课程设计概述1 扩散连接的现状与发展前景1.1 扩散连接的现状与发展前 1.2 课程设计相关材料1.2.1 关于Ti-6Al-4V 和不锈钢304 1.2.2 钛合金与不锈钢连接的现实意义2 本课程设计的目的及意义(二) 课程设计内容1 扩散连接的基本概念及特征1.1 扩散连接的基本概念 1.2 扩散焊的工艺特点 1.3 扩散焊的焊接工艺参数2扩散焊的基本原理及扩散机理2.1扩散焊的基本原理2.2扩散焊的扩散机理3中间层金属扩散连接3.1中间层的作用3.2中间层的选择4扩散连接相关公式及推导4.1费克第一定律和第二定律4.2扩散系数D的公式及推导4.3计算原理及作图过程4.3.1扩散系数D的计算过程4.3.2同一温度不同时间各元素间扩散距离与C/Cs的关系4.3.3同一时间不同温度各元素间扩散距离与C/Cs的关系(三)结果分析1工艺参数(温度、时间)对元素扩散的影响1.1温度对元素扩散的影响1.2时间对元素扩散的影响2中间层元素的影响三、结论四、参考文献一、课程设计任务(Ti-6Al-4V/V+Cu/不锈钢304)(上)二、设计正文(一)课程设计概述1 扩散连接的现状与发展前景1.1扩散连接的现状与发展前景扩散连接是物化性能差别较大的异种材料连接理想的制造工艺,是当前连接领域的前沿和热点之一[1]。
对开扩散焊空心可调叶片结构设计分析摘要:本文详细论述了对开扩散焊空心可调叶片研制全过程。
从结构方案的选取、关键参数确定、强度分析和试验验证等方面,全面描述了本结构设计方案要点和验证情况,得到满足设计要求的空心可调叶片。
关键字:对开扩散焊,空心可调叶片,结构设计为降低航空发动机进气机匣单元体重量,从而提高整机推重比,航空发动机叶片可采取空心化设计以实现以上目标[1]。
纪福森[2]等介绍了航空发动机空心叶片主要技术的研究优化方向,即空心模型型腔和加强筋结构参数设计。
邓瑛[3]等介绍了一种带有内部加强筋的空心叶片,使用加强筋形成内部气流通道,从而消除叶片表面附面层。
进气机匣可调叶片具有叶型扭转角小,叶身厚度大等特点,适于作为空心结构叶片的设计载体,经过前期的结构强度设计及试验验证工作,目前已研制成功了对开扩散焊空心可调叶片,并进行了整机状态动应力测量,初步验证了对开扩散焊空心可调叶片的可靠性。
1前期验证情况空心可调叶片结构工艺方案最初采用超塑成型-扩散连接方案,如图1所示,经过课题研究工作,基本打通空心厚可调叶片工程研制路线,通过了零部件振动疲劳试验考核。
图 1 超塑成型-扩散连接空心厚可调叶片结构示意图该状态空心可调叶片进行了整机动应力测量,结果表明空心厚可调叶片应力偏高,最大值为209MPa,不满足动强度储备要求。
叶片局部振动应力较大原因主要是由于叶片空腔区域结构刚性较弱,叶片尾缘和靠近一级转子叶片叶尖位置受叶片激振力较大,在高阶模态下,空心厚可调叶片在主要工作转速区间内存在交点,空腔区域局部振动导致剧烈的“鼓包”现象,直接导致局部振动应力过大。
空心可调叶片采用超塑成型-扩散连接方案,不可避免产生三角区缺陷,在振动载荷下,有可能出现裂纹缺陷。
如图2、3所示。
图 2 超塑成型-扩散连接工艺过程示意图图 3 超塑成型-扩散连接三角区缺陷示意图由于受工艺路线特点限制,超塑成型-扩散连接空心可调叶片无法有针对性有效开展空腔局部结构优化,因此无法在不调整工艺方案的情况下,通过调整空腔结构方式增强空腔局部位置刚性,从而避免局部振动应力过大问题。
扩散焊课程设计(总16页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--目录一课程设计任务书二设计正文(一)课程设计概述1.课程设计相关材料1.1关于Ti-6AL-4V和不锈钢4101. 2钛合金与不锈钢连接的现实意义1. 3 钛及钛合金/钢的焊接性分析2.本课程设计的目的及意义(二)课程设计内容1. 扩散连接的基本概念及特征1. 1 扩散连接的基本概念1. 2 扩散焊的工艺特点1. 3扩散焊的工艺参数2 扩散焊的扩散机理3扩散连接相关公式及推导3. 1菲克第一和第二定律3. 2扩散系数D的公式3. 3计算原理及作图过程扩散系数D的计算过程作图过程三结果分析四参考文献二设计正文(一)课程设计概述1.课程设计相关材料关于Ti-6AL-4V和不锈钢410Ti-6Al-4V是钛合金牌号TC4的名义化学成分表示方法。
参考标准:《GB/T 钛及钛合金牌号和化学成分》。
主要成分:Al:%%,V:%%,余量为Ti。
410不锈钢是按照美国ASTM标准生产出的不锈钢牌号,相当于我国21Cr13不锈钢材,S41000(美国AISI,ASTM)。
含炭%,含铬% ,410不锈钢:具有良好的耐蚀性、机械加工性,一般用途刃类,阀门类。
410不锈钢热处理:固溶处理(℃)800-9000 缓冷750快冷。
410不锈钢化学成份:C≤,Si≤,Mn≤,P≤,S≤,Cr=~钛合金与不锈钢连接的现实意义钛是20世纪50年代发展起来的一种重耍金属,具有比强度高、密度低、耐高温、韧性好、导热性能好和抗疲劳性好等优点,尤其是具有良好的耐腐蚀性能,能在大多数酸、碱、盐及海水中不腐蚀;钛合金可在600 cC以上的温度下工作,在同样的工作温度范围内,与钢、镍合金、铝合会相比,钛合金的比强度要高很多。
钛不仅成功地取代了易到严重腐蚀的不锈钢、铜合金以及镍基合金等材料,而且已成为实现某些新工艺流程和新技术的关键部分但其价格昂贵,从而影响了钛及其合金在我国国防工业中的推广应用[1]。
而不锈钢是最常用的结构材料,具有一系列优良的性能,如力学性能、焊接性、热稳定性等,且成本相对较低。
然而钢铁的耐蚀性能远不如钛合金,且钢的比重较大[2]。
钛合金与不锈钢的复合构件, 具有良好的力学性能和耐蚀性, 在航空航天、石油化工、医疗器械等领域都有很广泛的应用前景[3]。
因此,在某些情况下需要将钢与钛连接起来使用,以充分发挥各自的长处。
研究钛及钛合金与不锈钢的焊接,具有独特的优势和良好的经济效益因此,开展这方面的研究,无论是从经济角度,还是从使用性能角度都是非常必要的,具有广阔的应用前景和深远的意义。
钛及钛合金/钢的焊接性分析(1)钛合金与不锈钢的物理和化学性能差异显著,连接时易在接头处形成脆性相和较大的内应力,导致接头极易开裂。
钛及钛合金与钢在密度、比热、线膨胀系数、导热系数等物理性能和力学性能均有较大差异即使在固态连接方法下,由于线膨胀系数差别较大,也会在焊接接头中引起较大焊接的残余应力,降低接头性能。
(2)钛的化学活性强,随着温度的增高,其化学活性也迅速增加,钛具有较强的吸收气体的特性,在高温对氧、氮、氢有较高的化学亲和力,易形成脆性化合物,使强度显著提高,而塑性和韧性急剧下降,显著地增加脆性断裂倾向及裂纹形成。
钛还易与许多其它金属形成金属间化合物,钛与铁易形成金属间化合物TiFe和TiF2b1[4]。
(3)钛及钛合金与钢的物理性能以及结晶化学性能均相差较大,焊接时易在焊缝中形成多种脆性金属间化合物及碳化物,因此焊缝很脆,加上钛/钢接头因热膨胀系数相差较大而存在较大的内应力,导致接头极易开裂。
即使在固态下焊接,由于母材组元的相互扩散和迁移,也会在结合面附近形成一个金属间化合物和碳化物的薄层,从而导致接头脆断。
因此,必须选择合适的焊接方法来进行钛及钛合金与不锈钢的连接。
目扩散连接技术不仅能实现同种材料的牢固连接,对异种材料的连接也是比较理想的,特别是对性能差别大、不互溶、相互间易产生脆性金属间化合物的异种材料,扩散连接与其它方法相比较优点更为突出,该技术在俄、日、美等工业发达的国家得到了深入研究,在航天、航空以及军事、原子能方面得到了广泛应用,而我国过去在这一方面的研究工作不够深入,近几年有了一定的发展。
由于钛与铁、碳易形成脆性相,故钛及钛合金与钢直接连接接头的韧性一般较差,为了提高接头的强韧性,就必须抑制界面金属间化合物的生成及成长,目前国内外主要从改善工艺参数和焊接方法着手研究。
为了防止或避免焊接时界面处形成金属间化合物,可采用中间过渡层的方法[5]。
2.本课程设计的目的及意义(1).理解掌握扩散的理论(2).学会用扩散公式计算某元素随温度及时间的扩散距离(3).根据计算结果作图,找出最佳工艺参数(二)课程设计内容1. 扩散连接的基本概念及特征扩散连接的基本概念扩散焊是在一定的温度和压力下将两种待焊金属的焊接表面相互接触,通过微观塑性变形或通过焊接面产生微量液相而扩大待焊表面的物理接触,使之距离达(1~5)×10 -8 cm以内(这样原子间的引力起作用,才可能形成金属键),再经较长时间的原子相互间的不断扩散,相互渗透,来实现冶金结合的一种焊接方法。
扩散焊的工艺特点扩散焊一般以间接热能为能源,通常是在真空或保护气氛下进行。
焊接时使两被焊工件的表面在高温和较大压力下接触并保温一段时间,以达到原子间距离,经过原子相互扩散而接合。
焊前不仅需要清洗工件表面的氧化物等杂质,而且表面粗糙度要低于一定值才能保证焊接质量,使用这种焊接方法时接合面间可预置填充金属。
扩散焊对被焊材料的性能几乎不产生有害作用,可以用来焊接很多同种和异种金属以及一些非金属材料,如陶瓷等,并且可以焊接复杂的结构及厚度相差很大的工件。
扩散焊的工艺参数1、温度温度是扩散焊最重要的工艺参数,温度的微小变化会使扩散焊速度产生较大的变化。
在一定的温度范围内,温度愈高,扩散过程愈快,所获得的接头强度也高。
从这点考虑,应尽可能选用较高的扩散焊温度。
但加热温度受被焊工件和夹具的高温强度,工件的相变、再结晶等冶金特性所限制,而且温度高于一定值之后再提高时,接头质量提高不多,有时反而下降。
对许多金属和合金,扩散焊温度为~(K),Tm为母材熔点;对出现液相的扩散焊,加热温度比中间层材料熔点或共晶反应温度稍高一些。
液相填充间隙后的等温凝固和均匀化扩散温度可略为下降。
2、压力在其它参数固定时,采用较高压力能产生较好的接头。
压力上限取决于对焊件总体变形量的限度,设备吨位等。
对于异种金属扩散焊,采用较大的压力对减少或防止扩散孔洞有作用。
除热等静压扩散焊外通常扩散焊压力在~50MPa之间选择。
对出现液相的扩散焊可以选用较低一些的压力。
压力过大时,在某些情况下可能导致液态金属被挤出,使接头成分失控。
由于扩散压力对第二、三阶段影响较小,在固态扩散焊时允许在后期将压力减小,以便减小工件变形。
3、扩散时间扩散时间是指被焊工件在焊接温度下保持的时间。
在该焊接时间内必须保证扩散过程全部完成,以达到所需的强度。
扩散时间过短,则接头强度达不到稳定的、与母材相等的强度。
但过高的高温高压持续时间,对接头质量不起任何进一步提高的作用,反而会使母材晶粒长大。
对可能形成脆性金属间化合物的接头,应控制扩散时间以求控制脆性层的厚度,使之不影响接头性能。
扩散焊时间并非一个独立参数,它与温度、压力是密切相关的。
温度较高或压力较大,则时间可以缩短。
对于加中间层的扩散焊,焊接时间取决于中间层厚度和对接头成分组织均匀度的要求(包括脆性相的允许量)。
实际焊接过程中,焊接时间可在一个非常宽的范围内变化。
采用某种工艺参数时,焊接时间有数分钟即足够,而用另一种工艺参数时则需数小时。
4、保护气氛焊接保护气氛纯度、流量、压力或真空度、漏气率均会影响扩散焊接头质量。
常用保护气体是氩气,常用真空度为(1—20)X10—3Pa。
对有些材料也可用高纯氮、氢或氦气。
在超塑成形和扩散焊组合工艺中常用氩气氛负压(低真空)保护金属板表面。
另外,冷却过程中有相变的材料以及陶瓷类脆性材料扩散焊时,加热和冷却速度应加以控制。
共晶反应扩散中,加热速度过慢,则会因扩散而使接触面上成分变化,影响熔融共晶成。
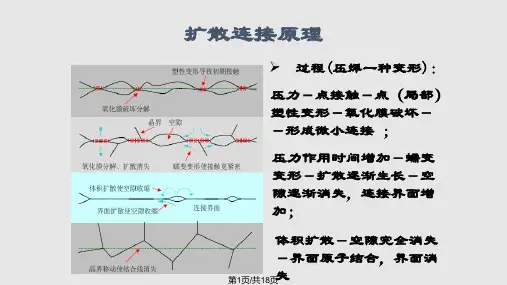
2 扩散焊的扩散机理扩散焊是在金属不熔化的情况下,形成焊接接头,这就必须使两待焊表面接触距离达到1%微米以内,这样原子间的引力才起作用,并形成金属键,获得一定强度的接头。
(1)第一阶段:变形和交接面的形成。
在温度和压力的作用下,粗糙表面的微观凸起部位首先接触和变形,在变形中表面氧化层被挤破,吸附层被挤开,从而达到紧密接触,形成金属键连接。
随着变形加剧,接触区扩大,最终在表面形成晶粒间的连接。
而未接触区形成"孔洞"残留在界面上。
同时,由于相变和位错等因素,表面上产生"微凸",这些"微凸"又是形成金属键的"活化中心"。
(2)第二阶段:晶界迁移和微孔的削除。
通过表面和界面原子扩散和再结晶,使界面晶界发生迁移,界面上第一阶段留下的孔洞渐渐变小,继而大部分孔洞在界面上消失,形成了焊缝。
(3)第三阶段:体积扩散、微孔和界面消失。
在形成焊缝后,原子扩散向纵深发展,出现所谓"体"扩散,随着"体"扩散的进行,原始界面完全消失,界面上残留的微孔也消失,在界面处达到冶金连接,接头成分趋向均匀。
在扩散焊的过程中,上述三个阶段依次连续进行。
扩散焊质量与焊件表面质量有紧密的联系,表面质量的关键是焊件表面氧化膜的去除。
一般通过挤破、溶解和球化聚集作用去除,而这两种方式是一个需要温度和时间的扩散过程。
3扩散连接相关公式及推导菲克第一和第二定律在单位时间内通过垂直于扩散方向的单位截面积的扩散物质流量(称为扩散通量Diffusion flux,用J表示)与该截面处的浓度梯度(Concentration gradient)成正比,也就是说,浓度梯度越大,扩散通量越大。
这就是菲克第一定律,它的数学表达式如下:式中, D称为扩散系数(m2/s),C为扩散物质(组元)的体积浓度(原子数/m或kg/m),dC/dx为浓度梯度,“–”号表示扩散方向为浓度梯度的反方向,即扩散组元由高浓度区向低浓度区扩散。
扩散通量J的单位是 kg / m^2·s。
菲克第二定律是在第一定律的基础上推导出来的。
菲克第二定律指出,在非稳态扩散过程中,在距离x处,浓度随时间的变化率等于该处的扩散通量随距离变化率的负值,即将代入上式,得 (2)这就是菲克第二定律的数学表达式。
如果扩散系数D与浓度无关,则该式可以写成 (3)上式中,C为扩散物质的体积浓度(kg/m), t为扩散时间(s), x为距离(m)。