扩散焊技术及其应用_陈君
- 格式:pdf
- 大小:87.42 KB
- 文档页数:1
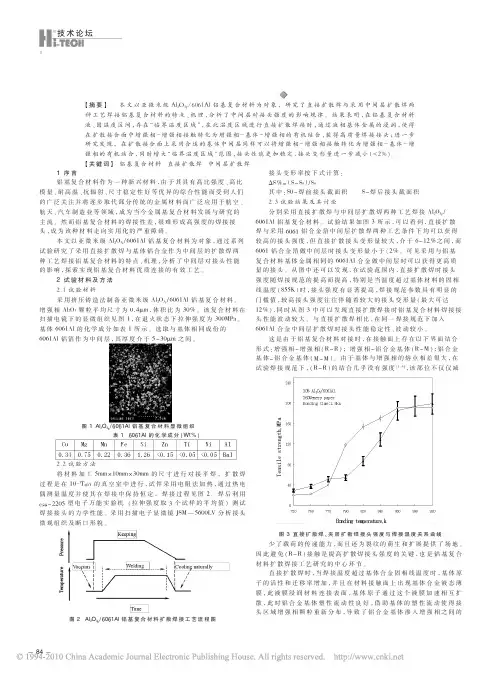
中国高新技术企业文/徐建华1邵娟2霍文国3铝基复合材料的扩散焊接工艺研究及应用【摘要】本文以亚微米级Al2O3p/6061Al铝基复合材料为对象,研究了直接扩散焊与采用中间层扩散焊两种工艺焊接铝基复合材料的特点、机理,分析了中间层对接头强度的影响规律。
结果表明,在铝基复合材料液、固温度区间,存在“临界温度区域”,在此温度区域进行直接扩散焊接时,通过液相基体金属的浸润,使得在扩散接合面中增强相-增强相接触转化为增强相-基体-增强相的有机结合,获得高质量焊接接头;进一步研究发现,在扩散接合面上采用合适的基体中间层同样可以将增强相-增强相接触转化为增强相-基体-增强相的有机结合,同时增大“临界温度区域”范围,接头性能更加稳定,接头变形量进一步减小(<2%)。
【关键词】铝基复合材料直接扩散焊中间层扩散焊1序言铝基复合材料作为一种新兴材料,由于其具有高比强度、高比模量、耐高温、抗辐射、尺寸稳定性好等优异的综合性能而受到人们的广泛关注并将逐步取代部分传统的金属材料而广泛应用于航空、航天、汽车制造业等领域,成为当今金属基复合材料发展与研究的主流。
然而铝基复合材料的焊接性差,很难形成高强度的焊接接头,成为该种材料走向实用化的严重障碍。
本文以亚微米级Al2O3p/6061Al铝基复合材料为对象,通过系列试验研究了采用直接扩散焊与基体铝合金作为中间层的扩散焊两种工艺焊接铝基复合材料的特点、机理,分析了中间层对接头性能的影响,探索实现铝基复合材料优质连接的有效工艺。
2试验材料及方法2.1试验材料采用挤压铸造法制备亚微米级Al2O3p/6061Al铝基复合材料。
增强相Al2O3颗粒平均尺寸为0.4μm,体积比为30%。
该复合材料在扫描电镜下的显微组织见图1,在退火状态下拉伸强度为300MPa。
基体6061Al的化学成分如表1所示。
选取与基体相同成份的6061Al铝箔作为中间层,其厚度介于5-30μm之间。
图1Al2O3p/6061Al铝基复合材料显微组织表16061Al的化学成分(Wt%)2.2试验方法将材料加工5mm×10mm×30mm的尺寸进行对接平焊,扩散焊过程是在10-3Torr的真空室中进行,试件采用电阻法加热,通过热电偶测量温度并使其在焊接中保持恒定,焊接过程见图2。
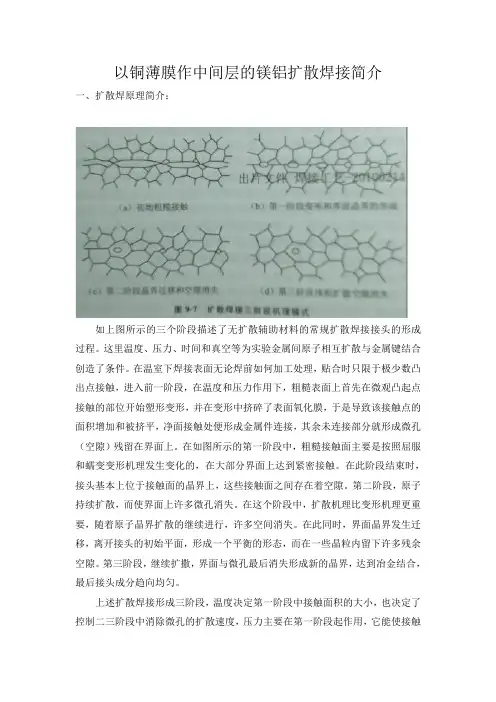
以铜薄膜作中间层的镁铝扩散焊接简介一、扩散焊原理简介:如上图所示的三个阶段描述了无扩散辅助材料的常规扩散焊接接头的形成过程。
这里温度、压力、时间和真空等为实验金属间原子相互扩散与金属键结合创造了条件。
在温室下焊接表面无论焊前如何加工处理,贴合时只限于极少数凸出点接触,进入前一阶段,在温度和压力作用下,粗糙表面上首先在微观凸起点接触的部位开始塑形变形,并在变形中挤碎了表面氧化膜,于是导致该接触点的面积增加和被挤平,净面接触处便形成金属件连接,其余未连接部分就形成微孔(空隙)残留在界面上。
在如图所示的第一阶段中,粗糙接触面主要是按照屈服和蠕变变形机理发生变化的,在大部分界面上达到紧密接触。
在此阶段结束时,接头基本上位于接触面的晶界上,这些接触面之间存在着空隙。
第二阶段,原子持续扩散,而使界面上许多微孔消失。
在这个阶段中,扩散机理比变形机理更重要,随着原子晶界扩散的继续进行,许多空间消失。
在此同时,界面晶界发生迁移,离开接头的初始平面,形成一个平衡的形态,而在一些晶粒内留下许多残余空隙。
第三阶段,继续扩撒,界面与微孔最后消失形成新的晶界,达到冶金结合,最后接头成分趋向均匀。
上述扩散焊接形成三阶段,温度决定第一阶段中接触面积的大小,也决定了控制二三阶段中消除微孔的扩散速度,压力主要在第一阶段起作用,它能使接触面积增大。
而形成接头所需要的时间,则取决于所加的温度和压力。
二、:铜薄膜为中间层的扩散焊原理采用磁控溅射技术在变形镁合金表面沉积铜薄膜,将其作为中间层对变形镁合金和硬铝合金进行了低温扩散焊接研究.利用超声波显微镜、x射线衍射、扫描电镜、电子探针等对焊接接头界面区域的显微结构及物相等进行了研究.研究结果表明,在镁合金基体上沉积的cu薄膜主要以(111)、(200)晶向上生长,薄膜表面平整、均匀、致密;在扩散焊接工艺条件焊接温度T=455℃、保温时间t=90 min、压力P=3 MPa下获得了质量较好的Mg/Al焊接接头.焊接接头界面区域由铝镁原子比分别为3:2,1:1,12:17三层镁铝系金属间化合物构成,接头断裂破坏发生在镁铝系化合物层,断口呈现明显的脆性断裂特征.镁合金作为一种新型的工程结构材料越来越引起了社会各界的广泛关注,因其具有比强度高、刚度大、抗冲击性能好、抗震性好、热容量低、冷凝速度快、良好的机械加工性能等优点,现已广泛地、航空航天、民用电子产品等领域.铝是地壳中含量最高的金属元素,铝合金是目前使用最广的金属结构材料之一.铝合金密度低,但强度比较高,接近或超过优质钢,同时其塑性好,能够加工成各种型材,具有良好的导电性、导热性和抗蚀性等特点.如果实现镁合金与铝合金异种金属的焊接并形成可靠的焊接结构件,不仅能充分发挥镁合金、铝合金各自的优异性能,还能够大大拓展其在高科技领域,特别是在航空航天方面的应用,所以实现镁铝异种金属的焊接具有非常深远的现实意义.然而镁铝异种金属因其物理化学性质的差异利用一般的焊接方法要实现其可靠连接十分困难,两种金属直接焊接主要存在的问题是:a.镁、铝的活性很高,容易与空气中的氧气发生反应在表面形成一层氧化物膜,氧化物膜的存在不利于母材原子的相互扩散,导致焊接工艺难以控制;b.镁与铝易相互反应,焊接接头界面区域生成大量高硬度脆性金属间化合物并出现分层现象,导致焊接接头强度不高.磁控溅射镀膜是添加焊接中间层的一种切实可行的方法,薄膜的沉积一方面能减小焊接母材的表面粗糙度促进母材焊接面的充分接触,另一方面能够针对不同焊接体系实现多层复合中间层的添加,同时因其自身特点而具有非常独特的应用前景.本文中利用磁控溅射镀膜技术在焊接母材镁合金表面沉积一层致密度高、结晶性好,厚度均匀Cu薄膜,将Cu作为中间层实现了对镁/铝的真空低温扩散焊接。

超塑成形/扩散焊接组合工艺的技术概况与应用李 枫,陈明和,范 平,王荣华,朱丽瑛,周兆峰(南京航空航天大学机电学院,江苏南京210016)摘 要:介绍了超塑材料的发展,概述了超塑成形、扩散焊接及其组合工艺的原理和特点,并指出了此种加工工艺的优缺点。
用超塑等温锻造、板材气胀成形和超塑挤压等超塑成形方法以及用超塑成形/扩散焊接组合工艺方法的国内外应用实例。
展望了超塑性的发展趋势,指出应开发新型的超塑性材料,探索已知材料的低温和高速超塑成形工艺,进一步拓展超塑性的应用领域。
关键词:超塑性;超塑性成形;扩散焊接;应用中图分类号:T G301 文献标志码:A 超塑成形(SPF)和超塑成形/扩散焊接组合工艺(SPF/DB)技术,在现代航空航天工业发展的推动下,经过近40年的开发研究和实验验证,已经进入实用阶段[1]。
特别值得注意的是,近十几年来金属超塑性已在工业生产领域获得了较为广泛的应用。
一些超塑性Ti合金、Al合金、Mg合金以及黑色金属等以其优异的变形性能和材质均匀等特点,在航空航天以及汽车的零部件生产、工艺品制造、仪器仪表壳罩件和一些复杂形状构件的生产中起到了不可替代的作用[223]。
下面分别对超塑性材料发展; SPF和SPF/DB的技术特点;其应用现状及发展趋势四方面加以论述。
1 超塑性材料的发展超塑性材料是超塑成形和扩散焊接技术发展的基础。
到目前为止,已发现200多种金属和合金具有超塑性,不过可用于实际生产的只有少数材料,以钛合金、铝合金和镁合金3种材料为主。
正是由于超塑成形的生产优点明显,所以各国都极为重视超塑性材料的发展。
表1列出了目前已得到应用的常用铝合金和钛合金超塑性材料[425]。
钛合金是最早得到应用的超塑性材料,其技术相对成熟,也是目前应用最广泛的材料。
主要合金有Ti26Al24V、IM I550、IM I834、TiAl和GH4169等材料。
近年来,铝合金是继钛合金之后超塑研究的又一热点之一。
扩散焊接技术
扩散焊接(Diffusion Welding)是一种热加工技术,利用高温和压力将材料表面原子层间的分子运动加速,使其相互扩散,最终达到焊接的目的。
该技术适用于金属材料的连接,如钛合金、铝合金、镍基合金等高强度金属材料。
扩散焊接技术具有以下优点:
1. 焊接接头质量高,焊缝无孔隙、无裂纹、无未熔合现象;
2. 焊接过程中不需要加入额外的填充材料,不会对材料的化学成分造成影响,保证了基材的完整性;
3. 扩散焊接可以焊接非常薄的金属板,并且不会引起金属变形或应力集中。
与传统的焊接技术相比,扩散焊接技术的缺点是耗能较大、前期设备投资较高、焊接速率较慢。
但是,随着技术的不断进步,扩散焊接技术的应用范围将会更加广阔。
82航空制造技术·2010 年第24 期FORUM OF THE YEAR随着航空发动机高推重比、高可靠性、长寿命、低成本的设计和制造技术需求的不断提高,新材料、新结构、新工艺越来越多地得到采用,尤其是作为制造工艺手段的焊接技术得到了快速发展。
钎焊、扩散焊、搅拌摩擦焊、线性摩擦焊、高能束流焊等先进焊接技术在航空发动机焊接构件中得到发展和应用。
其中,钎焊技术和扩散焊技术以其独有的特点钎焊及扩散焊技术在航空发动机制造中的应用与发展沈阳黎明航空发动机(集团)有限责任公司 孔庆吉 曲 伸 邵天巍 李文学钎焊、扩散焊、搅拌摩擦焊、线性摩擦焊、高能束流焊等先进焊接技术在航空发动机焊接构件中得到发展和应用。
其中钎焊技术和扩散焊技术以其独有的特点得到了更大的发展,这主要表现在难以熔焊材料的构件焊接中。
为了获得优质或与母材相匹配的高性能接头,目前最为有效的连接方法就是钎焊和扩散焊方法。
得到了更大的发展,这主要表现在难以熔焊材料的构件焊接中。
为了获得优质或与母材相匹配的高性能接头,目前最为有效的连接方法就是钎焊和扩散焊方法。
当然,钎焊和扩散焊技术在航空发动机焊接构件中实际应用发展的同时,也面临着许多新的技术难题,这些难题成为促进其进一步发展和应用,并在航空工业领域发挥更大作用的巨大动力。
钎焊技术1 钎焊技术在国内航空发动机制造中的应用发展状况在连接材料的方法中,钎焊是人类最早使用的方法之一。
第二次世界大战后,由于航空、航天、核能和电子等新技术的飞速发展,以及新材料、新结构的采用,对连接技术提出了更高的要求,钎焊技术因此受到人们更多的关注,开始以前所未有的速度发展起来并出现了许多新的钎焊方法。
钎料品种日益增多,因此,其应用范围日益扩大[1]。
特别是当今航空事业不断发展,新型号机不断问世,钎焊在航空发动机焊接构件的连接上发挥着越来越重要的作用。
目前,真空钎焊、感应钎焊、火焰钎焊、炉中保护气氛钎焊、电弧钎焊等钎焊技术非常广泛地应用于航空发动机重要部件的制造中。
弥散铜/纯铜扩散焊工艺电阻焊时电极要求工作部位等关键之处采用该类高强高导铜合金,其他部位则可采用导电性优良而价格则相对低廉的纯铜来代替,从而降低生产成本。
加热温度、压力、扩散时间是影响扩散焊接头质量的主要因素温度:扩散温度由500℃上升到550℃时,由于温度升高,提高了原子的振动能,有助于Cu原子借助能量起伏而越过势垒进行扩散迁移.同时温度升高.金属内部的空位浓度提高,这也有利于Cu原子的扩散。
但当扩散温度由550℃升高到600℃时,焊缝两侧母材晶粒迅速长大,降低了扩散焊接头的韧性,同时造成焊接接头处的晶界、亚晶界消失,导致接头抗拉强度下降。
因此,选择合适的加热温度对提高扩散焊焊接接头质量十分重要。
(2)保温时间对接头抗拉强度的影响保温时间长,Cu原子的扩散均匀充分;保温时间太短,接头界面两侧的铜原子来不及充分扩散,导致接头界而处出现空隙,焊接接头强度较低。
增加保温时间可以使接头组织更均匀,随着扩散时间的延长,原子扩散得到充分进行,接头强度也随之提高。
但当保温时间延长到一定程度时,对焊接接头强度起不到进一步提高的作用,反而会使扩散焊接头出现晶粒长大,晶界、亚晶界消失现象,同样导致焊接接头的性能下降。
(3)焊接压力对接头抗拉强度的影响焊接压力为15 MPa时,接头界而上的大部分区域结合不够致密,在扫描电镜(SEM)下可以观察到扩散界面过渡区中存在大量孔洞及不连续的夹杂物,这些夹杂物附着在结合界处,造成结合界面的不连续,当焊接压力为25 MPa时,在扫描电镜中观察到2种材料之间结合紧密,无孔洞及夹杂等缺陷。
随着焊接压力的提高.焊接界面上的孔洞逐渐弥合、消除,所得接头组织致密均匀,抗拉强度也较高。
焊接压力对接头性能的影响主要是通过金属的塑性变形表现出来,宏观上看来已经十分光洁与平整的母材表而,微观上是凹凸不平的,适当的焊接压力可以使焊件表而微观凸起部分产生塑性变形后达到紧密接触状态,增大接触而积可以增加原子扩散通道,促进界而区的扩散。

Mo与4340不锈钢真空扩散焊接的研究陈良斌;朱琦;魏然;杨中岳;李怡;江峰;孙军【摘要】采用了真空扩散焊接方法对Mo和4340不锈钢进行直接焊接和在中间加入Ni过渡层进行焊接.使用电子扫描显微镜和X射线能谱分析方法对两种焊接接头微观组织、元素分布进行分析,并对接头的硬度分布和剪切强度进行测试.结果表明:在Mo和4340不锈钢直接真空扩散焊接时,由于生成了硬脆性的Fe-Mo金属间化合物,接头扩散层硬度高达480 HV,而接头的剪切强度仅为90 MPa.当加入Ni 箔过渡层进行真空扩散焊接时,可以得到质量更好的接头,接头扩散层的硬度降低到365 HV,降低了硬度梯度,使得剪切强度提高到196 MPa.本研究进一步拓宽了Mo 的应用领域,对Mo与其他异种金属连接的研究提供了方法参考.%The joining of Mo and 4340 stainless steel without interlayer and with Ni foil as interlayer were carried out by vacuum diffusion bondingrespectively .Microstructures, element distributions and hardness in joints were analyzed by Scanning Electron Microscope and Energy Dispersive X-Ray Spectroscopy .The results indicated that the properties of the joints boned without interlayer were inferior due to hard and brittle Fe-Mo intermetallic com-pounds formation.The joints microstructure and properties were markedly improved when Ni foil was used as inter-layer.The high shear strength of 196 MPa was found in the joints with Ni foil interlayer , which is increased by 115%in comparison with that of directly bonded counterparts .【期刊名称】《中国钼业》【年(卷),期】2018(042)003【总页数】5页(P51-55)【关键词】扩散焊接;钼;不锈钢;剪切强度【作者】陈良斌;朱琦;魏然;杨中岳;李怡;江峰;孙军【作者单位】西安交通大学金属材料国家重点实验室,陕西西安710049;金堆城钼业股份有限公司技术中心,陕西西安710077;郑州大学材料科学与工程学院,河南郑州450001;西安交通大学金属材料国家重点实验室,陕西西安710049;西安交通大学金属材料国家重点实验室,陕西西安710049;西安交通大学金属材料国家重点实验室,陕西西安710049;西安交通大学金属材料国家重点实验室,陕西西安710049【正文语种】中文【中图分类】TG146.4+120 引言钼具有熔点高、高温性能好、导电导热及抗热震性能优、抗磨损性能和抗腐蚀性能强等优点,广泛应用于冶金、机械、石油、化工、电子和核工业等诸多领域[1]。
试论扩散焊固相增材制造技术与工程化应用摘要:扩散焊固相增材制造技术作为现阶段较为成熟的分层实体制造方案,有效满足不同场景下,材料加工的相关要求。
全文着眼于实际,从多个维度出发,全面探讨扩散焊固相增材制造技术的特点以及应用方法,以期为其在生产实践环节中的应用提供方向性引导。
关键词:扩散焊;固相增材;制造技术;工程应用1.扩散固相增材制造技术概述对扩散固相增材制造技术的全面梳理,有助于增强技术人员对于扩散固相增材制造技术的理解度,明确技术特性以及优势,为相关技术应用工作的开展奠定了坚实基础。
固相增材制造技术通过扩散焊、摩擦焊等多种方式,实现了对材料实体的分层、离散以及堆层形成新的结构。
扩散焊作为现阶段固相增材制造较为成熟的技术方案,在真空环境下,通过施加一定的压力,使得焊接件连接起来,在此基础上,通过加热以及保温,使得焊件连接处的原子发生扩散,实现了焊件的紧密结合。
与传统的焊接加工方式相比,扩散焊固相增材制造技术消除了焊接连接处的残存应力,使得焊接口与母材的强度以及受力情况保持一致,并且焊接过程中,对于焊件的扰动相对较小,焊件变形量较小,因此焊接的精度得到提升,因此被广泛应用于金属材料、非金属材料的焊接过程中。
2.扩散焊固相增材制造与应用方法扩散焊固相增材制造与应用涉及多个领域,从过往经验来看,其工程化应用主要集中于铁基材、钛基材以及模具加工等方面,对有关制造领域工程化应用方法的全面探讨,实现了规律的总结以及经验的梳理,增量扩散焊固相增材制造与应用的实用性。
2.1铁基材料中的应用目前铁基材料的扩散焊固相增材处理,主要针对于不锈钢以及模具钢等,同时铁基材料的处理,也是扩散焊固相增材处理应用最早、使用最频繁的领域。
上个世纪七十年代,美国一家公司,通过光刻、蚀刻等多种方式,完成了对不锈钢材料的固相增材处理,这种处理工艺被广泛应用于航空航天领域。
随着技术的发展以及应用经验的积累,目前铁基材料扩散焊固相增材技术逐步成熟,以印刷电路板式微通道换热器为例,其可以根据不同的使用需求,对不同的材料进行加工处理。
扩散焊技术及其应用
陈君;徐艳升
【期刊名称】《黑龙江科技信息》
【年(卷),期】2009(000)030
【摘要】扩散焊是一种先进的焊接技术,在异种材料连接领域得到了广泛应用.综述了扩散焊技术的原理及其影响因素,并介绍了扩散焊技术在异种金属、陶瓷/金属连接中的应用.
【总页数】1页(P26)
【作者】陈君;徐艳升
【作者单位】哈尔滨焊接技术培训中心,黑龙江,哈尔滨,150046;佳木斯大学,材料科学与工程学院,黑龙江,佳木斯,154007
【正文语种】中文
【相关文献】
1.陶瓷/金属扩散焊连接技术的研究现状及应用 [J], 韩丽;高伟超;康永
2.瞬时液相扩散焊接技术在低碳合金钢管对接焊中的应用 [J], 王亮;汪海涛;和平安;余晗;王维亮;李栋
3.钠硫电池陶瓷-金属扩散焊接技术研究与应用 [J], 潘红涛;刘宇;周日生
4.扩散焊技术在W波段行波管折叠波导制备中的应用 [J], 吴亚琴;王玉春;梁田;高志强;李林;何鹏;王永健
5.激光清洗、3D打印、扩散焊技术在模具制造业的应用研讨会成功召开 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。