产品尺寸检验报告Dimensional Check Report(模板)
- 格式:xlsx
- 大小:38.67 KB
- 文档页数:7
产品全尺寸检验报告(产品规格要求)(二)引言概述:本次产品全尺寸检验报告旨在检查产品是否符合规格要求,并对其进行全面评估。
通过对产品尺寸进行仔细测量和分析,我们能够确定产品是否满足设计规格,并发现任何潜在的缺陷或问题。
本文将分为五个主要部分,每个部分都将涵盖该部分下的几个关键点。
通过本报告,客户将了解产品的尺寸检验结果和评估结论。
正文:一、外观尺寸检验1.测量外观尺寸(长度、宽度、高度)是否符合规格要求2.检查产品边缘和曲线的平滑度是否达到标准3.确认产品的整体形状是否符合设计要求4.检查产品的角度和倾斜度是否在允许范围内5.评估外观尺寸检验结果,并提出结论二、功能尺寸检验1.测量功能部件的尺寸是否符合规格要求2.核实各功能部件的连接和安装是否正确3.检查功能部件的运作是否正常,是否满足设计要求4.评估功能尺寸检验结果,并提出结论5.提出任何必要的改进建议,以提高产品的功能性能三、材料尺寸检验1.检查产品所用材料的厚度、宽度是否符合规格要求2.测量材料的硬度和密度是否达到标准3.检查材料表面的平整度和平行度是否满足要求4.评估材料尺寸检验结果,并分析材料的质量情况5.提出任何可能存在的材料问题,并建议解决方案四、装配尺寸检验1.检查产品的各个组件之间的装配精度和匹配度是否达到要求2.测量装配部件的相对位置和间隙是否在允许范围内3.核实产品的组装工艺是否正确,并评估其对尺寸的影响4.评估装配尺寸检验结果,并提出改进建议5.确定产品的装配质量,以确保其满足规格要求五、检验总结综合以上尺寸检验结果,对产品的整体品质进行综合评估,并得出以下结论:1.产品是否满足规格要求,是否达到客户的期望2.产品是否存在任何尺寸方面的缺陷或不足3.产品尺寸检验的结果是否满足质量标准和行业要求4.针对任何发现的问题,提出必要的改进方案和建议5.总结本次尺寸检验的重点和主要发现,并展望未来的质量控制措施总结:通过对产品全尺寸的仔细检查和评估,我们能够确定产品是否符合规格要求,并发现任何可能存在的问题和潜在的改进空间。
产品全尺寸检验报告(一)引言概述:
本文档是针对产品全尺寸检验的报告,通过对产品进行详细的检测和评估,旨在确保产品的质量和性能达到预期标准。
全尺寸检验是一项重要的质量控制活动,对于保证产品的可靠性和安全性具有重要意义。
正文:
1. 产品外观检验
- 检查产品的外观是否符合设计要求
- 检查产品的颜色、光泽度、表面平整度等方面是否达标
- 检查产品是否存在任何外观缺陷或损伤
2. 产品尺寸测量
- 使用精确的测量工具对产品尺寸进行测量
- 比较测量结果与设计图纸中规定的尺寸标准进行对比
- 确保产品的尺寸精度符合要求,并排除尺寸超差的情况
3. 产品功能性测试
- 对产品的各项功能进行全面测试
- 检验产品是否能够正常运作并满足设计要求
- 测试产品在不同条件下的可靠性和稳定性
4. 产品耐久性评估
- 对产品的材料及制造工艺进行评估
- 使用适合的试验方法模拟产品在长期使用中的情况
- 评估产品的耐久性和寿命,并采取相应的措施进行改进
5. 产品安全性检查
- 检查产品是否符合相关的安全标准和法规
- 检验产品是否存在任何安全隐患
- 确保产品在正常使用过程中不会给用户带来任何安全风险
总结:
综上所述,通过全尺寸检验,我们对产品的外观、尺寸、功能性、耐久性和安全性进行了全面评估。
在检验过程中,我们发现并解决了一些尺寸超差、功能缺陷以及材料问题。
经过改进和调整后,产品达到了预期的质量和性能标准。
我们将继续进行产品的全尺寸检验,并持续改进,以确保产品始终满足客户的需求和期望。
产品出货尺寸检验报告模板1. 测试目的本次尺寸检验报告旨在对产品出货尺寸进行全面检查,确保产品尺寸符合设计要求,以达到优质的出货标准。
2. 测试方法本次尺寸检验采用以下方法进行:- 使用数码卡尺进行长度、宽度和高度的测量;- 使用光学比对,将测量结果与设计要求进行对比;- 对测试结果进行统计和分析。
3. 测试对象本次尺寸检验的测试对象为公司出货的产品,包括但不限于以下类型:- 电子产品- 机械设备- 塑料制品- 金属制品4. 测试过程4.1 准备工作在进行尺寸检验前,需要准备以下工作:- 确保数码卡尺的准确度,并进行校准;- 确保光学比对设备正常工作;- 获取产品设计要求。
4.2 测量操作1. 针对每个产品进行测量,记录其长度、宽度和高度,并记录在数据表格中;2. 将测量数据输入到光学比对设备中,与产品设计要求进行比对;3. 对比测量结果与设计要求的误差,并记录在数据表格中。
4.3 数据分析将测量结果与设计要求进行对比后,对数据进行统计和分析,包括但不限于以下方面:- 尺寸误差的范围和分布情况;- 尺寸误差是否符合质量控制标准;- 尺寸误差对产品功能和性能的影响。
5. 测试结果根据上述测试过程,得出以下测试结果:- 测量结果与设计要求的误差范围在允许范围内;- 测量结果符合质量控制标准;- 尺寸误差对产品功能和性能没有显著影响。
6. 结论本次尺寸检验表明,产品出货尺寸符合设计要求,质量达到出货标准。
经过测试的产品,可以安全出货。
7. 建议基于本次尺寸检验的结果,我们提出以下建议:- 持续监控产品尺寸检验的结果,及时更新设计要求和质量控制标准;- 加强产品尺寸检验的培训,提高员工的测量和比对能力;- 对尺寸误差超出允许范围的产品进行进一步分析和处理,以确保产品质量。
8. 附录8.1 数据表格产品编号长度(mm)宽度(mm)高度(mm)设计要求误差(mm)-001 100 50 30 100 0002 80 40 20 85 -5003 120 60 35 115 58.2 设计要求产品出货尺寸的设计要求如下:- 长度:100mm ±5mm- 宽度:50mm ±5mm- 高度:30mm ±5mm。
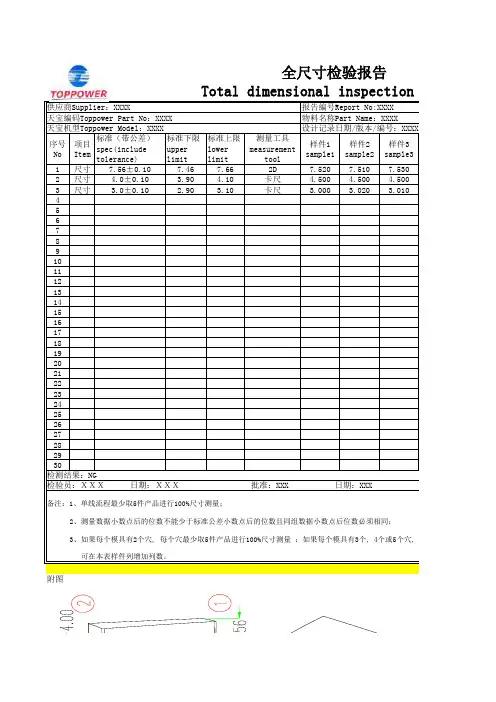
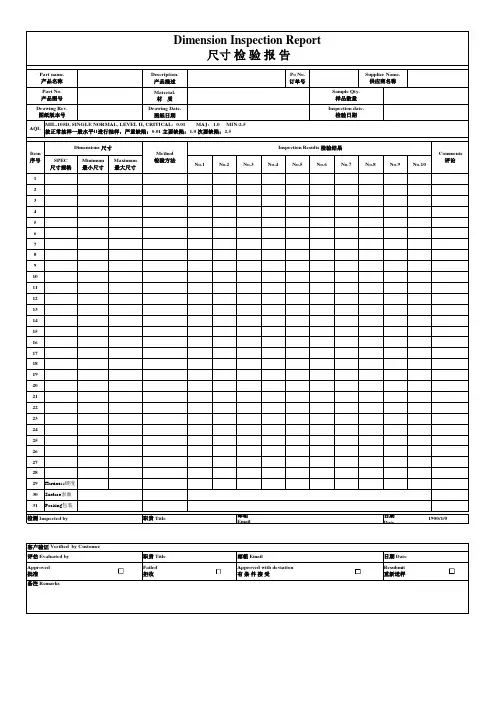
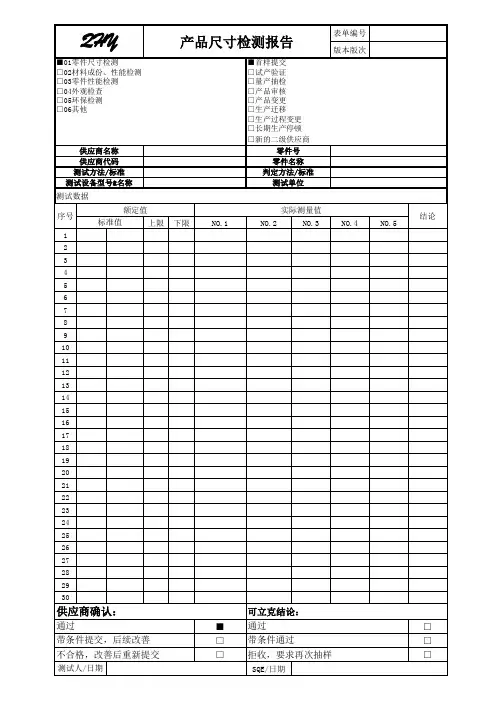
序号No 项目Item 标准(带公差)spec(include tolerance)标准下限upper limit 标准上限lower limit 测量工具measurement tool样件1sample1样件2sample2样件3sample31尺寸7.56±0.107.467.662D 7.5207.5107.5302尺寸 4.0±0.10 3.90 4.10卡尺 4.500 4.500 4.5003尺寸 3.0±0.10 2.90 3.10卡尺 3.000 3.020 3.010456789101112131415161718192021222324252627282930天宝机型Toppower Model:XXXX 设计记录日期/版本/编号:XXXX检测结果:NG检验员:XXX 日期:XXX 批准:XXX 日期:XXX全尺寸检验报告Total dimensional inspection report供应商Supplier:XXXX 报告编号Report No:XXXX天宝编码Toppower Part No:XXXX 物料名称Part Name:XXXX 备注:1、单线流程最少取5件产品进行100%尺寸测量;2、测量数据小数点后的位数不能少于标准公差小数点后的位数且同组数据小数点后位数必须相同;3、如果每个模具有2个穴, 每个穴最少取5件产品进行100%尺寸测量 ;如果每个模具有3个, 4个或5个穴, 每个穴最少取3件产品进 可在本表样件列增加列数。
ection report须相同;。