新旧粗糙度对照表
- 格式:xls
- 大小:20.00 KB
- 文档页数:2
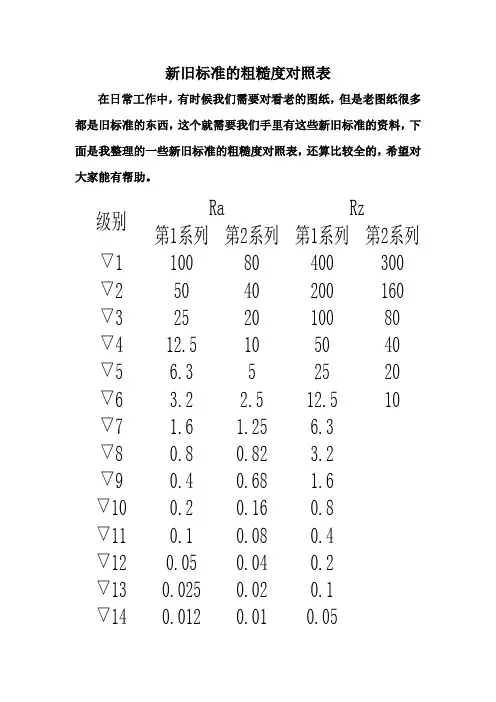
标准等级代号 表面粗糙度 加工工具(方法) 加工材料及硬度要求 光度描述 SPI(A1) Ra0.005 光洁度非常高,镜面效果 SPI(A2) Ra0.01 光洁度较低,没有砂纸纹 SPI(A3) Ra0.02 光洁度更低一级,但没有砂纸纹 SPI(B1) Ra0.05 没有光亮度,有轻微3000#砂纸纹 SPI(B2) Ra0.1 没有光亮度,有轻微2000#砂纸纹 SPI(B3) Ra0.2 没有光亮度,有轻微1000#砂纸纹不辨加工痕迹的方向 Ra0.4 精加工:精车\精刨\精铣\磨\铰\刮 微辨加工痕迹的方向 Ra0.8 精加工:精车\精刨\精铣\磨\铰\刮 可辨加工痕迹的方向 Ra1.6 粗加工 加工纹路较粗 日本粗糙度用倒三角表示, ▽▽▽▽对应Ra≤0.2;▽▽▽ 对应Ra=0.4~1.6; ▽▽ 对应Ra=3.2~6.3;▽ 对应Ra=12.5~25
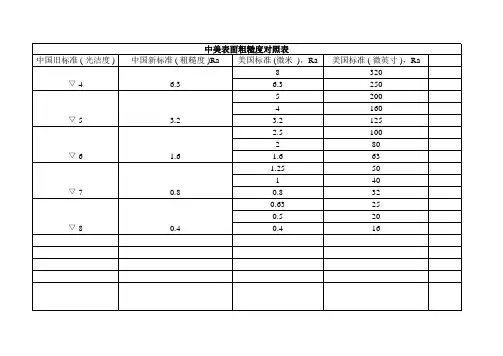
中国旧标准 ( 光洁度 ) ▽4
▽5
ห้องสมุดไป่ตู้▽6
▽7
▽8
中美表面粗糙度对照表 中国新标准 ( 粗糙度 )Ra 美国标准 (微米 ),Ra 8 6.3 6.3 5 4 3.2 3.2 2.5 2 1.6 1.6 1.25 1 0.8 0.8 0.63 0.5 0.4 0.4
美国标准 ( 微英寸 ),Ra 320 250 200 160 125 100 80 63 50 40 32 25 20 16