粗糙度对照表
- 格式:doc
- 大小:34.00 KB
- 文档页数:2
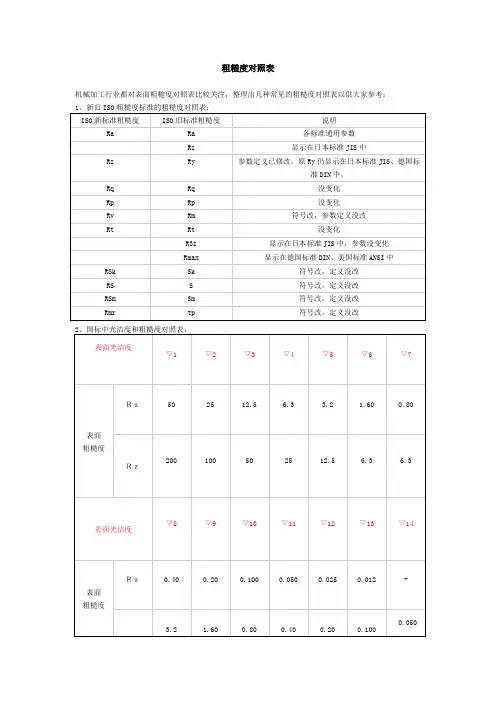
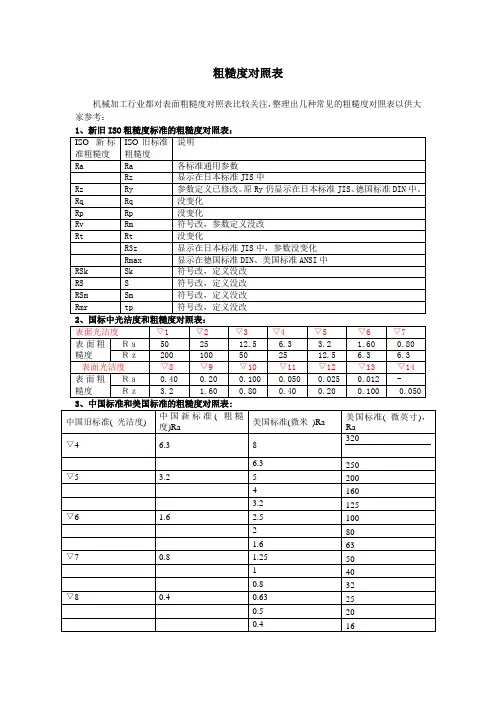
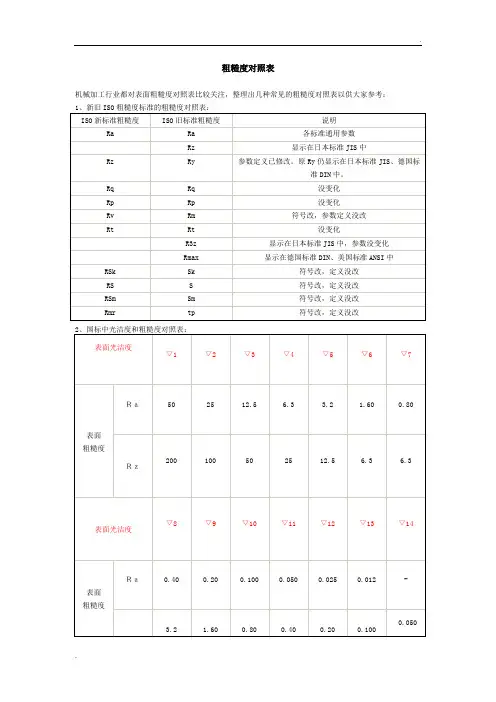
粗糙度对照表2、国标中光洁度和粗糙度对照表:表面粗糙度与光洁度的关系参考表(单位:μm)向表面粗糙度在图样上的标注方法表面粗糙度符号、代号应注在可见轮廓线、尺寸线、尺寸界线或者它们的延长线上; 符号的尖端必须从材料外指向表面;在同一张图样上,每一表面一般只标注一次符号、代号,并尽可能靠近有关的尺寸线。
在表7'中摘要列举了表面粗糙度标注的有关规定及图例。
表7表面粗糙度的标注方法及示例图例标注规定及说明当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4 倍代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定带有横线的表面粗糙度应按右图方式标注当地位狭小不使标注时.可引出标注;细线相连的不连续同一表面.只要标注零件所在表面具有相同的表面粗糙度要求,在右上角统一标注代号简化注法;为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在标题栏附近说明这些简化代号的意义7省略注法当仅有同一种表而粗糙度的去除材料加工的在面.以及不会除材料的表面时,可采用省略注法,但必须在标题附近说明这些省略代号的意义8零件上重复素(孔,槽,齿等)的表面只标注其中一个。
9 连续表面只注一次10同一表面具有不同的表面和粗糙度要求时,须用细实线画出其分界线.并注出相应的表面粗糙度代号和尺寸11中心孔的工作表面,键槽的工作面.倒角、圆角的表面粗糙度代号,可以简化标注12齿轮、渐开线花键的工作表面没画出齿形时.表面粗糙度代号注在分度线上螺纹没画出牙型时.表面粗 糙度代号注在尺寸线或引出 线上需要将零件局部热处理或局 部涂(镀)时,应用粗点划 线画出其范围并非标注相应 的尺寸,也可将其要求并写 在面粗糙度符号内1314。
粗糙度等级对照表粗糙度等级对照表是一种对物体表面粗糙度的标准评价方法,可以用来衡量和比较不同物体的表面粗糙程度。
为了更好的理解和应用表面粗糙度,人们研究与粗糙度相关的物理机理,并建立了一套表面粗糙度评价标准。
粗糙度等级对照表主要根据粗糙的测量方法,将表面粗糙度分为7个级别,分别为R0、R1、R2、R3、R4、R5和R6,其中R0代表最平滑的表面,R6代表最粗糙的表面。
R0级:表面粗糙度非常平滑,能完全反映出物体表面的细节,适用于家具表面、镜子表面、洗盘、饰品等。
R1级:表面粗糙度较高,表面有轻微的细纹,适用于汽车表面、家具表面、洗手盆等。
R2级:表面粗糙度略高,表面带有轻微的凹槽,适用于汽车表面、厨房瓷砖、门窗框架、洗衣槽等。
R3级:表面粗糙度较高,表面带有较多凹槽,适用于门窗表面、碗盆表面、家用电器外壳、工业制品表面等。
R4级:表面粗糙度较高,表面带有较多凹槽,适用于墙面表面、地板表面、染料、木材表面等。
R5级:表面粗糙度较高,表面带有大量凹槽,适用于农具表面、工业装置表面、走廊表面等。
R6级:表面粗糙度很高,表面有大量凹槽,适用于工业用地表面、公路表面、污水处理装置表面等。
综上所述,可以看出,R0-R6粗糙度等级是一套精心设计的分级标准,可以根据不同物体的表面粗糙程度进行准确测量和评价。
除了根据该标准评价表面粗糙度之外,人们还可以结合表面粗糙度检测仪器,实现对于物体表面粗糙度的准确检测。
由于粗糙度对于家具、汽车表面等物体的安全性、外观美观程度有着重要的影响,因此,表面粗糙度等级对照表成为了各行各业检测和评价物体表面粗糙度的重要工具。
粗糙度等级对照表在计算机编程中也有着广泛的应用,通过对平面和立体对象的粗糙度数据计算,可以方便地计算复杂的表面粗糙度模型。
同时,粗糙度等级对照表还可以应用于航空、航天、汽车、生物工程等领域,用于测量和比较细微的表面结构,为相关领域的研究提供帮助。
综上,粗糙度等级对照表是一种精准的物体表面粗糙度检测和评价标准。
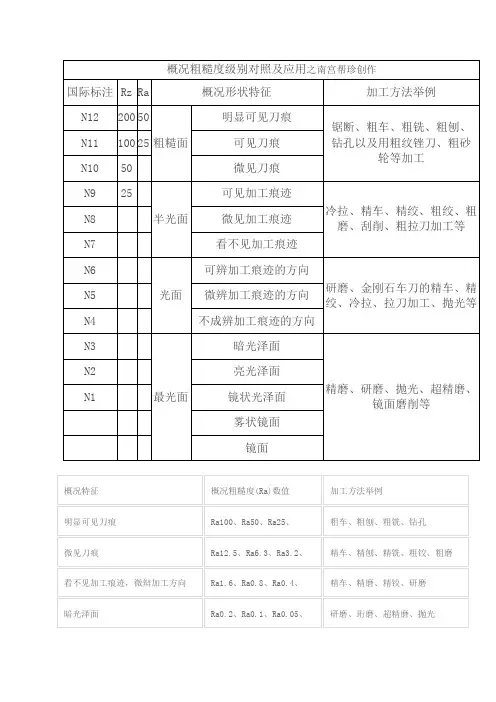
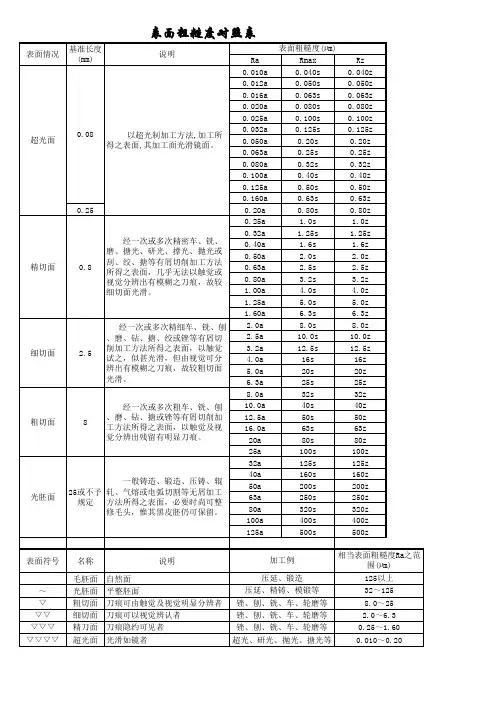
1级Ra值不大于\μm=100概况状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的概况,如粗车、粗刨、切断等概况,用粗镗刀和粗砂轮等加工的概况,一般很少采取2级Ra值不大于\μm=25、50 概况状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的概况,焊接前的焊缝、粗钻孔壁等3级概况状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合概况,如轴的端面、倒角、齿轮及皮带轮的正面、键槽的非工作概况,减重孔眼概况4级概况状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合概况,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由概况,紧固件通孔的概况,内、外花键的非定心概况,不作为计量基准的齿轮顶圈圆概况等5级概况状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的概况,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作概况。
不重要的紧固螺纹的概况。
需要滚花或氧化处理的概况6级概况状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=装置直径超出80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的概况,外径定心的内花键外径,轴承盖的定中心凸肩概况7级概况状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求包管定心及配合特性的概况,如锥销与圆柱销的概况,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超出80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮概况等8级概况状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期坚持配合性质稳定的配合概况,IT7级的轴、孔配合概况,精度较高的齿轮概况,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径概况、与橡胶密封件接触的轴的概况,尺寸大于120mm的IT13~IT16级孔和轴用量规的丈量概况9级概况状况=不成辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超等加工应用举例=工作时受变应力作用的重要零件的概况。
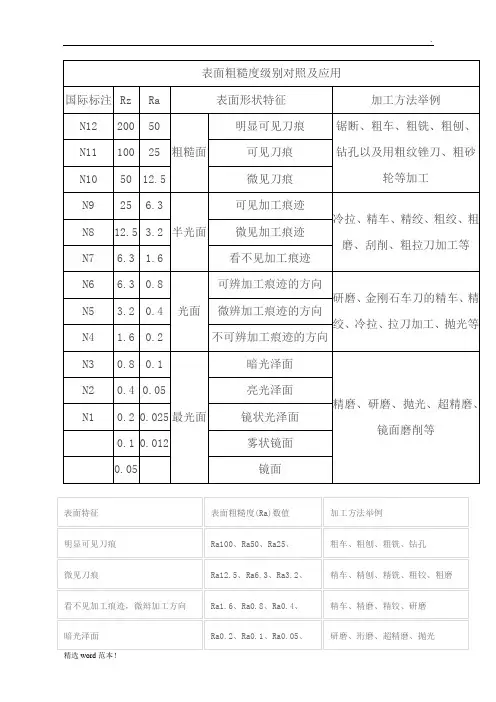
镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
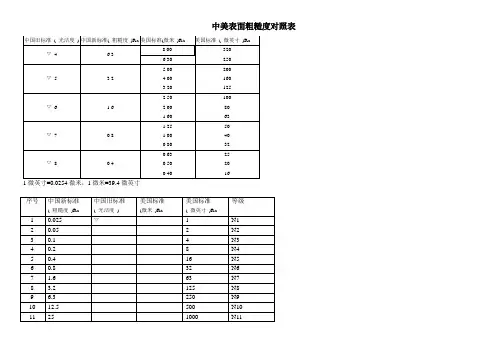
各国粗糙度对照表(可以直接使用,可编辑实用优秀文档,欢迎下载)中美表面粗糙度对照表中旧标 ( 光洁度 ) 中新标 ( 粗糙度 )Ra 美标(微米 ),Ra 美国标准 ( 微英寸 ),Ra▽ 4 6.3 8.00 320 6.30 250▽ 5 3.2 5.00 200 4.00 160 3.20 125▽ 6 1.6 2.50 100 2.00 80 1.60 63▽ 7 0.8 1.25 50 1.00 40 0.80 32▽ 8 0.4 0.63 25 0.50 20 0.40 16Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用Rz.示意图如下一般的书籍都推荐表面粗糙度大的(12.5)和小的(0.025)用RZ,其余用Ra表面光洁度与粗糙度Ra、Rz数值换算表(1)轮廓算术平均偏差Ra。
粗糙度对照表表面光洁度GB 103 1-196 8 Ra0.10.20.40.80.160.320.631.252.551248等级▽14▽13▽12▽11▽1▽9▽8▽7▽6▽5▽4▽3▽2▽1表面状态雾状镜面镜状光泽面亮光泽面暗光泽面不可辨加工痕迹方向微辨加工痕迹方向可辨加工痕迹方向看不清加工痕迹微见加工痕迹可见加工痕迹微见刀痕可见刀痕明显可见刀痕表面粗糙度在图样上的标注方法表面粗糙度符号、代号应注在可见轮廓线、尺寸线、尺寸界线或者它们的延长线上;符号的尖端必须从材料外指向表面;在同一张图样上,每一表面一般只标注一次符号、代号,并尽可能靠近有关的尺寸线。
在表7’中摘要列举了表面粗糙度标注的有关规定及图例。
表7表面粗糙度的标注方法及示例序号标注规定及说明图例1当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4倍2代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定3带有横线的表面粗糙度应按右图方式标注4当地位狭小不使标注时.可引出标注;细线相连的不连续同一表面.只要标注5零件所在表面具有相同的表面粗糙度要求,在右上角统一标注代号6简化注法;为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在标题栏附近说明这些简化代号的意义7省略注法当仅有同一种表而粗糙度的去除材料加工的在面.以及不会除材料的表面时,可采用省略注法,但必须在标题附近说明这些省略代号的意义8零件上重复素(孔,槽,齿等)的表面只标注其中一个。
9 连续表面只注一次10 同一表面具有不同的表面和粗糙度要求时,须用细实线画出其分界线.并注出相应的表面粗糙度代号和尺寸11 中心孔的工作表面,键槽的工作面.倒角、圆角的表面粗糙度代号,可以简化标注12 齿轮、渐开线花键的工作表面没画出齿形时.表面粗糙度代号注在分度线上13 螺纹没画出牙型时.表面粗糙度代号注在尺寸线或引出线上14 需要将零件局部热处理或局部涂(镀)时,应用粗点划线画出其范围并非标注相应的尺寸,也可将其要求并写在面粗糙度符号内。